10 wichtige Tipps zum Schweißen von Stahlkonstruktionen: Verbessern Sie Ihre Schweißfähigkeiten
Das Schweißen von Stahlkonstruktionen erfordert Präzision und Fachwissen. Welche häufigen Fallstricke könnten Ihre Schweißprojekte gefährden? In diesem Artikel gehen wir auf wichtige Tipps für das erfolgreiche Schweißen von Stahlkonstruktionen ein. Erfahren Sie, wie Sie mit Schweißbelastungen umgehen, Verformungen reduzieren und die besten Schweißmethoden für verschiedene Szenarien kennenlernen. Wenn Sie diese Techniken beherrschen, können Sie sicherstellen, dass Ihre Schweißnähte stabil und zuverlässig sind und den höchsten Standards entsprechen. Entdecken Sie die wichtigsten Strategien, um Ihre Schweißkenntnisse zu verbessern und die Integrität Ihrer Stahlkonstruktionen zu erhöhen.
Einfacher Aufbau, keine Schwächung des Bauteils, einfache Verarbeitung, verschiedene SchweißverfahrenAutomatischer Betrieb, stahlsparend, hohe Effizienz, große Steifigkeit, gute Integrität und gute Dichtungsleistung.
Nachteile der Schweißverbindung:
Im hitzebeeinflussten Bereich des Stahls kommt es zu Veränderungen in der metallografischen Struktur, die zu einer Versprödung der lokalen Materialien führen.
Das Schweißen führt zu Eigenspannung und Verformungen, die die Tragfähigkeit der Druckglieder verringern.
Geschweißte Konstruktionen sind sehr anfällig für Risse. Treten örtliche Risse auf, so neigen sie zu einer starken Ausbreitung, und die Kaltbrüchigkeit bei niedrigen Temperaturen ist stärker ausgeprägt.
2. Definition der Schweißbarkeit von Stahl und deren Einflussfaktoren?
Stahl's Schweißbarkeit bezieht sich auf die Leichtigkeit, mit der Werkstoffe geschweißt werden können, während sie unter geeigneten Konstruktions- und Arbeitsbedingungen die erforderliche strukturelle Leistung erfüllen. Die Schweißbarkeit von Stahl wird häufig durch seine chemische Zusammensetzung beeinflusst, Walzenverfahrenund Blechdicke.
Um die Auswirkungen der chemischen Zusammensetzung auf die Schweißbarkeit zu bewerten, wird sie im Allgemeinen als Kohlenstoffäquivalent (Ceq) ausgedrückt. Die Schweißbarkeit von Stahl ist besser, wenn der Ceq-Wert kleiner ist, da er auf eine geringere Verfestigungstendenz des Materials hinweist. Umgekehrt ist die Schweißbarkeit von Stahl schlechter, wenn der Ceq-Wert größer ist, da er stärker zur Verfestigung neigt.
Der Kohlenstoffäquivalentwert Ceq (in Prozent) kann nach folgender Formel berechnet werden:
3. Was sind die Ursachen für Schweißspannungen und Schweißverformungen und wie kann man sie reduzieren?
Die Schweißverfahren einer Stahlkonstruktion ist mit ungleichmäßiger Erwärmung und Abkühlung verbunden. Beim Schweißen ist die Temperatur der Schweißnaht und ihrer Umgebung sehr hoch, während das Metall in der Ferne nicht erwärmt wird. Dies hat zur Folge, dass sich das Hauptmetall ungleichmäßig ausdehnt und zusammenzieht.
Beim Abkühlen schrumpft die Schweißnaht in unterschiedlichem Maße und Eigenspannung (sowohl in Längs- als auch in Querrichtung), was zu unterschiedlichen Verformungen in der Schweißstruktur führt.
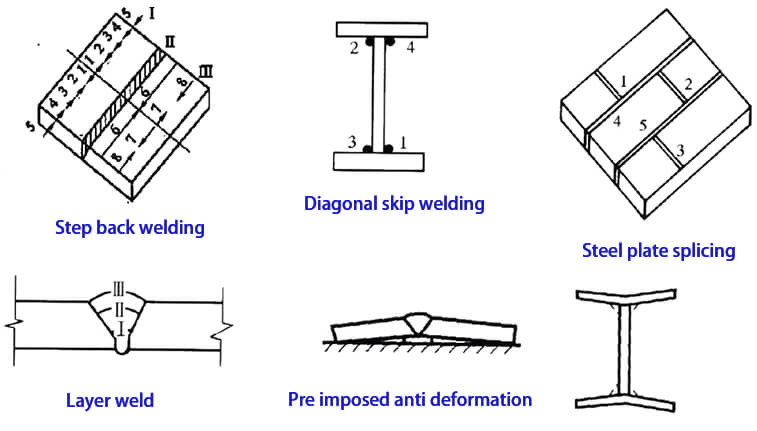
Zur Verringerung von Schweißspannungen und Verformungen können zwei Aspekte angegangen werden: Konstruktion und Verarbeitungstechnik.
Gestaltungsmaßnahmen:
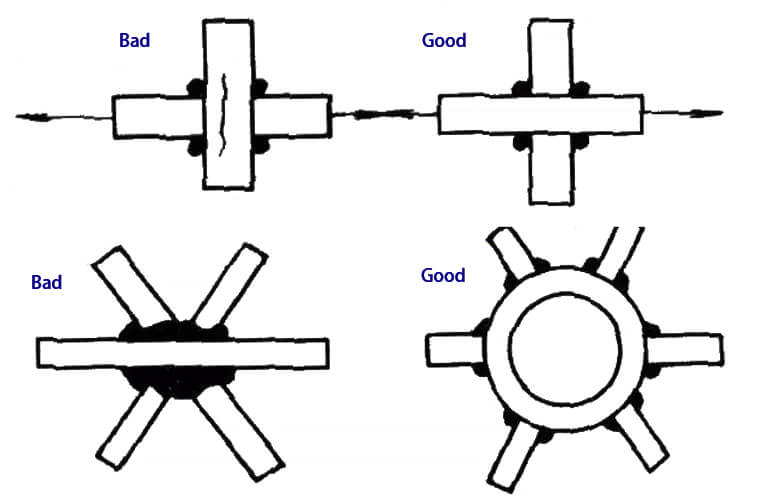
Die Schweißposition sollte sinnvoll gestaltet sein.
Die Auswahl der Schweißnahtgröße sollte auf der Grundlage der Vernunft erfolgen.
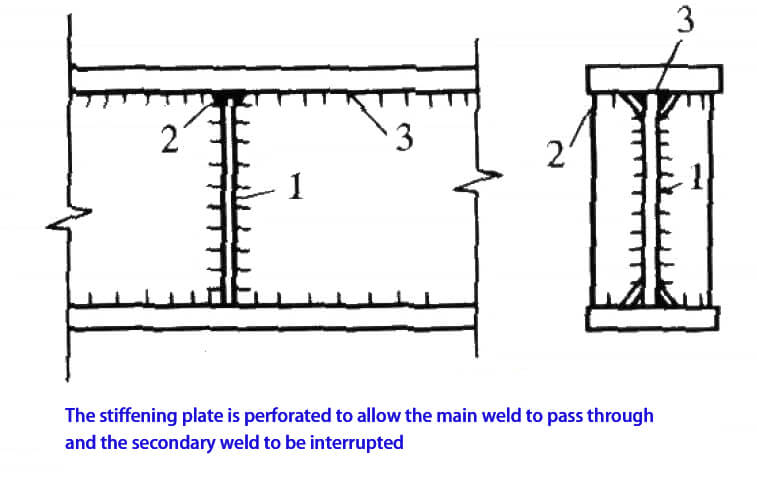
Die Anzahl der Schweißnähte sollte so gering wie möglich gehalten werden und nicht übermäßig konzentriert sein. Außerdem muss vermieden werden, dass sich die Schweißnähte dreidimensional überkreuzen.
Es ist wichtig, Schwindungsspannungen in Richtung der Dicke des Grundmetalls so weit wie möglich zu vermeiden.
4. Gängige Schweißverfahren für Stahlkonstruktionen?
Zu den gängigen Schweißverfahren für Stahlkonstruktionen gehören das Lichtbogenhandschweißen, das automatische (oder halbautomatische) Unterpulverschweißen und das Schutzgasschweißen.
Nach dem Einschalten wird ein elektrischer Lichtbogen erzeugt, der den Schweißdraht in der Elektrode zum Schmelzen bringt und ihn in das kleine Rillenschmelzbad fallen lässt, das der Lichtbogen auf dem Schweißstück erzeugt.
Die von der Elektrodenumhüllung gebildete Schlacke und das Gas bedecken das Schmelzbad, um zu verhindern, dass Luft mit dem geschmolzenen Flüssigmetall in Berührung kommt und sich spröde und rissanfällige Verbindungen bilden.
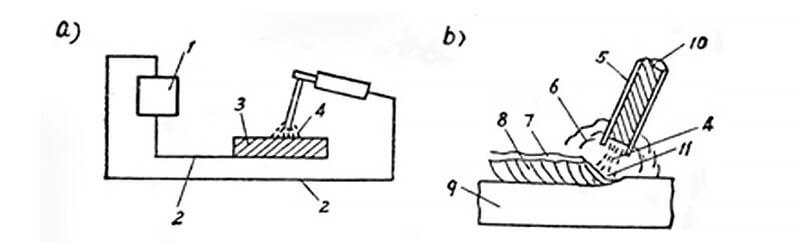
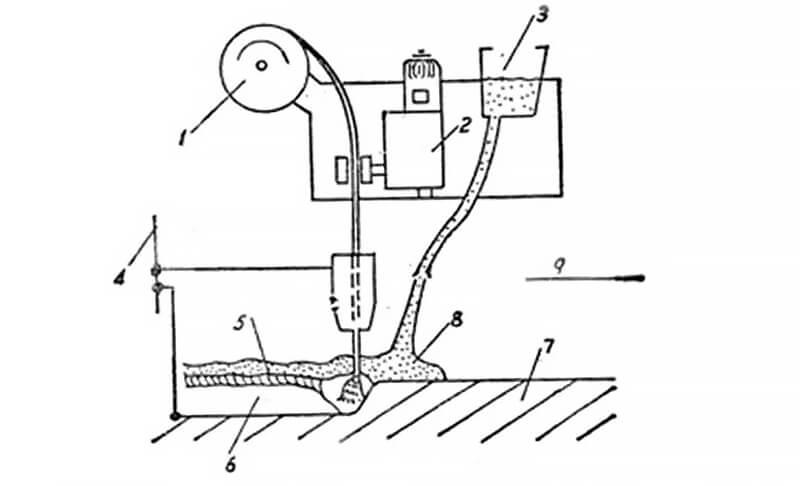
Bei diesem Schweißverfahren wird ein Lichtbogen verwendet, der unter einer Schicht aus Flussmittel brennt. Im Gegensatz zu herkömmlichen Verfahren wird der Schweißdraht nicht mit einem zusätzlichen Material beschichtet. Stattdessen ist das Schweißende mit körnigem Flussmittel bedeckt, das automatisch aus dem Leckagekopf fließt.
Dadurch wird der Lichtbogen vollständig in das Flussmittel eingetaucht, wodurch sich die Wärme konzentriert und tief eindringt. Dies macht es zu einem idealen Verfahren für das Schweißen von dicken Blechen mit hoher Produktivität unter Beibehaltung guter Schweißqualität und minimale Verformung der Schweißnaht.
Drehscheibe für Schweißdraht
Drahtvorschubmotor
Flusstrichter
Stromversorgung
Geschmolzenes Flussmittel
Metall schweißen
Schweißnähte
Flux
Richtung ändern
Schutzgasschweißen:
Hierbei handelt es sich um ein Lichtbogenschweißverfahren, bei dem Kohlendioxid oder andere inerte Gase als Schutzmedium verwendet werden. Die Schutzgas bildet eine lokale Schutzschicht um den Lichtbogen, die das Eindringen schädlicher Gase verhindert und die Stabilität des Schweißprozesses gewährleistet.
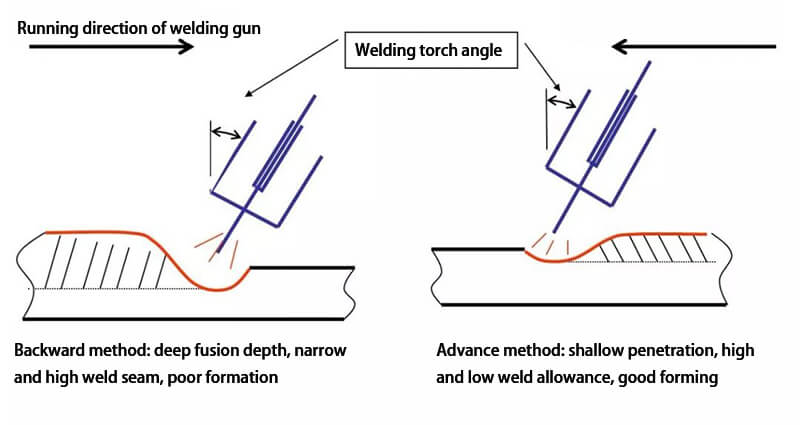
Im Vergleich zum Lichtbogenhandschweißen erzeugt dieses Verfahren Schweißnähte mit höherer Festigkeit, ausgezeichneter Plastizität und Korrosionsbeständigkeit. Es eignet sich für alle Schweißpositionen, sowohl für das Vorwärts- als auch für das Rückwärtsschweißen.
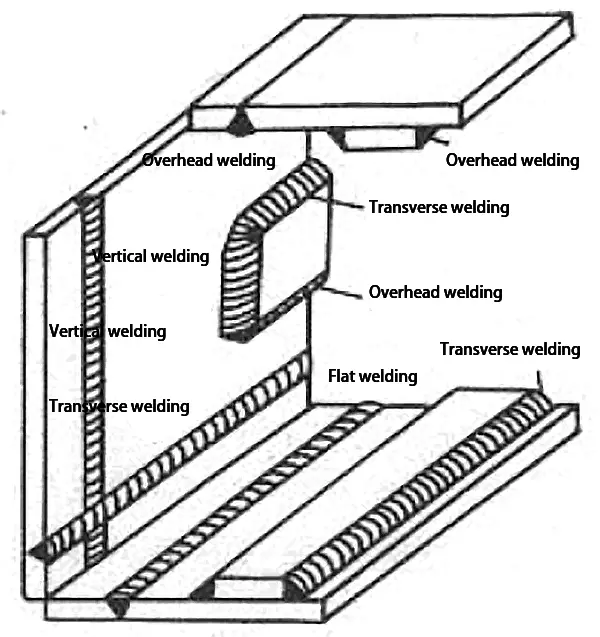
5. Gemeinsame Schweißcodes?
Gängige Schweißpositionen, Verbindungsformen, Rillenformen, Schweißnahtarten und Rohrstrukturknotenformcodes sind im Folgenden dargestellt:
Anmerkung: 1. Wenn die Dicke des Stahlblechs ist ≥ 50mm, es können U- oder J-förmige Rillen verwendet werden
Y
Y-Gelenk
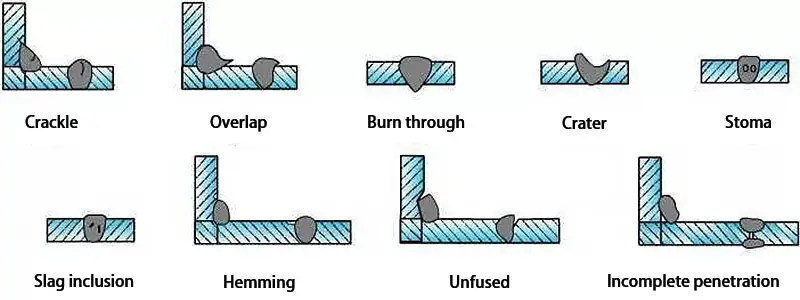
6. Häufige Schweißfehler, Ursachen und Behandlungsmethoden?
Die Schweißfehler werden in sechs Kategorien unterteilt: Risse, Hohlräume, feste Einschlüsse, unvollständige Verschmelzung, unvollständige Durchdringung und Formfehler.
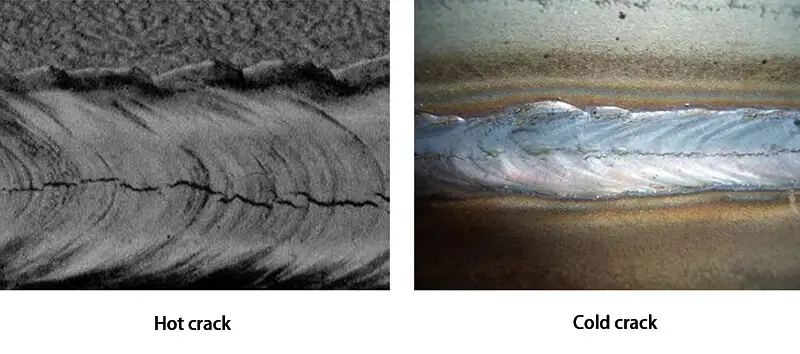
Knistern:
Heiße Risse und kalte Risse sind zwei häufige Arten von Schweißfehlern.
Heißrisse werden hauptsächlich durch eine schlechte Rissfestigkeit des Grundmetalls, minderwertige Schweißmaterialien, unsachgemäße Wahl der Schweißprozessparameter und zu hohe Schweißeigenspannungen.
Andererseits sind Kaltrisse oft das Ergebnis einer unangemessenen Auslegung der Schweißkonstruktion, einer unsachgemäßen Anordnung der Schweißnähte und unzureichender Schweißprozessmaßnahmen, wie z. B. fehlende Vorwärmung vor dem Schweißen und schnelle Abkühlung nach dem Schweißen.
Eine Methode zur Behandlung solcher Risse ist das Bohren von Rissstopplöchern an beiden Enden des Risses oder das Entfernen des Schweißguts am Riss zum Reparaturschweißen.
Hohlraum:
Die Fehler beim Schweißen werden im Allgemeinen in zwei Arten unterteilt: Luftlöcher und Kraterschrumpfung.
Luftlöcher werden in erster Linie durch mehrere Faktoren verursacht, darunter schwere Schäden an der Elektrodenumhüllung, fehlendes Einbrennen der Elektrode und des Flussmittels, Ölflecken oder Rost und Oxid auf dem Grundwerkstoff, unzureichender Schweißstrom, zu lange Lichtbogenlänge und schnelle Schweißgeschwindigkeit.
Die Behandlung von Luftlöchern besteht darin, das fehlerhafte Schweißgut an der Stelle des Luftlochs zu entfernen und anschließend ein Reparaturschweißverfahren durchzuführen.
Die Kraterschrumpfung hingegen wird hauptsächlich durch einen zu hohen Schweißstrom, eine hohe Schweißgeschwindigkeit, eine schnelle Lichtbogenabschreckung und eine unzureichende Zusatzwerkstoffzugabe zur wiederholten Abschreckung des Lichtbogens verursacht.
Die Behandlung von Kraterschwund besteht darin, eine Reparaturschweißung an der Stelle des Kraters durchzuführen.
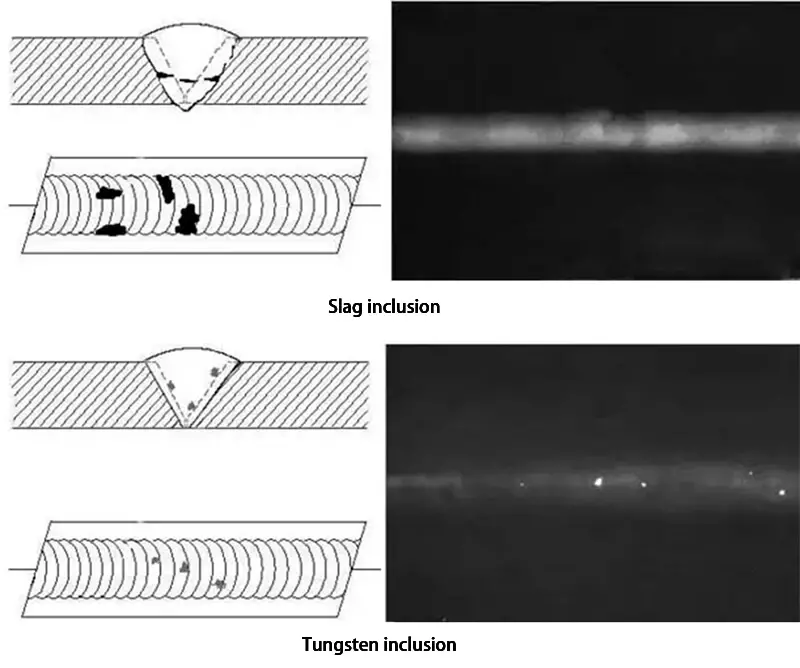
Solide Einbeziehung:
Es gibt zwei Arten von Fehlern, die beim Schweißen auftreten können: Schlackeneinschlüsse und Wolframeinschlüsse.
Die Hauptursachen für Schlackeneinschlüsse sind die schlechte Qualität des Schweißens Werkstoffe, Schweißen mit zu geringem Strom, Schweißen mit zu hoher Geschwindigkeit, hohe Schlackendichte, die die Schwimmfähigkeit der Schlacke blockiert, und fehlende Schlackenreinigung beim Mehrlagenschweißen.
Um den Schlackeneinschluss zu beseitigen, muss das Schweißgut um den betroffenen Bereich herum entfernt werden, und dann kann der Schweißprozess fortgesetzt werden.
Wolframeinschlüsse entstehen in der Regel, wenn die Wolframelektrode mit dem geschmolzenen Badmetall in Kontakt kommt. Argon-Lichtbogenschweißen.
Um diesen Fehler zu beheben, muss das fehlerhafte Metall am Wolframeinschluss ausgegraben werden, und der Schweißprozess kann dann fortgesetzt werden.
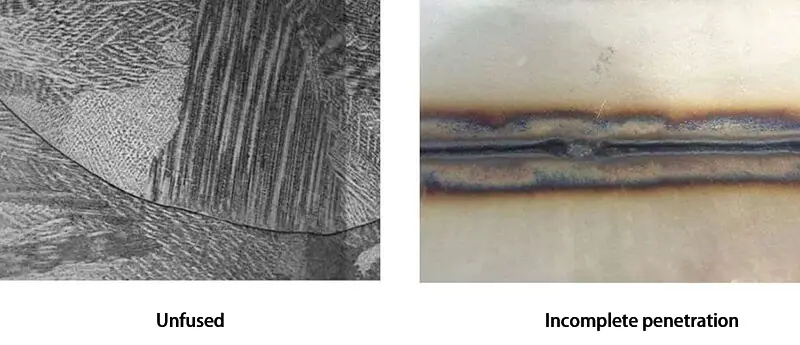
Unvollständige Verschmelzung und Penetration:
Es gibt mehrere Hauptgründe für unvollständige Schweißungen, darunter ein zu geringer Schweißstrom, eine zu hohe Schweißgeschwindigkeit, ein zu kleiner Nutwinkelsprung und eine schlechte Betriebstechnik.
Die Behandlungsmethode für nicht verschweißte Schweißnähte besteht darin, das Schweißgut an der nicht verschweißten Stelle zu entfernen und dann die Schweißnaht zu reparieren.
Zur Behandlung unvollständiger Durchdringungen besteht die Methode darin, die unvollständige Durchdringung auf einer Seite der Struktur mit guter Offenheit direkt auf der Rückseite der Schweißnaht zu reparieren.
Bei wichtigen Schweißnähten, die nicht direkt durch Schweißen repariert werden können, muss das unvollständige Schweißgut entfernt und die Schweißung neu ausgeführt werden.
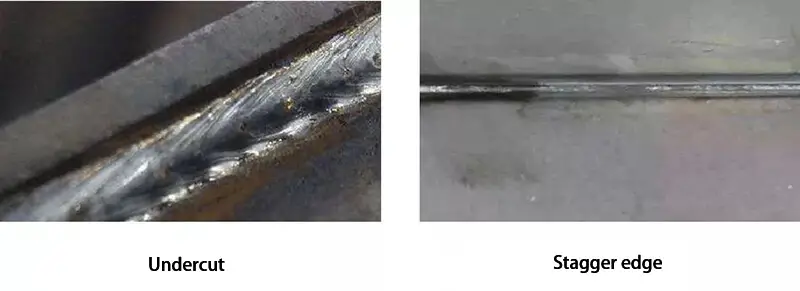
Formfehler:
Dazu gehören Unterschnitt, Überlappung, Durchbiegung, Wurzelschrumpfung, Ausrichtungsfehler, Winkelabweichung, Schweißnahtüberhöhung, Oberflächenunregelmäßigkeiten usw.
7. Gemeinsame Maßnahmen zur Verhinderung des lamellaren Einreißens von Platten?
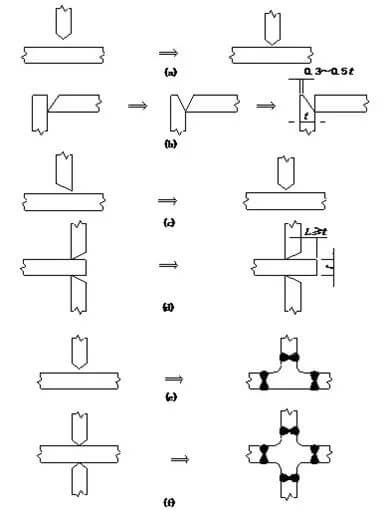
Für T-förmige, kreuzförmige und Eckverbindungen, wenn die Dicke der Flanschplatte nicht weniger als 20 mm beträgt, sollte zur Vermeidung oder Verringerung großer Schweißschrumpfspannungen in Richtung der Dicke der Grundplatte die folgende Verbindungsstruktur gewählt werden:
Kleiner Schweißfuge Winkel und Spalte (a) verwendet werden, sofern die Anforderungen an die Einbrandtiefe und die Dichtheit der Schweißnaht erfüllt sind.
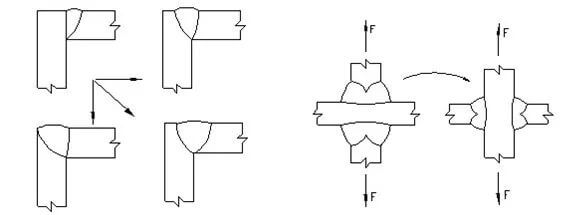
Für Eckverbindungen sollte eine symmetrische Nut oder eine zum Seitenblech geneigte Nut (b) verwendet werden.
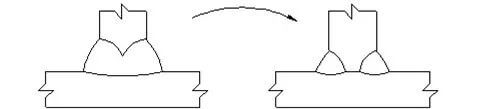
Das beidseitige Rillenschweißen sollte symmetrisch sein, im Gegensatz zum asymmetrischen einseitigen Rillenschweißen (c).
Bei T-förmigen oder Eckverbindungen sollte das Ende des Blechs, das die Schweißzugspannung in Richtung der Blechdicke aufnimmt, aus der Schweißzone der Verbindung (d).
Für T-förmige und kreuzförmige Verbindungen sollten Übergangsstücke aus Stahlguss oder Schmiedestahl verwendet werden, und anstelle von T-förmigen und kreuzförmigen Verbindungen sollten Stumpfstöße verwendet werden (e, f).
Ändern Sie die Spannungsrichtung der Dickblechverbindung, um die Spannung in Dickenrichtung zu verringern;
Bei statisch belasteten Knoten ist unter der Voraussetzung, dass die Anforderungen der Festigkeitsberechnung der Verbindung erfüllt sind, die voll durchgeschweißte Rillenschweißung durch die teilweise durchgeschweißte Stumpfschweißung zu ersetzen und Kehlnaht.
8. Verfahren zur Prüfung der Schweißnahtqualität?
Nach Abschluss des Schweißens und der Schweißnahtprüfung ist der erste Schritt der Prüfung die Sichtprüfung. Mit Hilfe einer Sichtprüfung oder einer Lupe ist zu prüfen, ob Fehler wie Hinterschneidungen, Durchbrand, unvollständiger Einbrand, Risse, versetzte Kanten oder Überstände vorhanden sind und ob die Gesamtabmessungen der Schweißnaht den Anforderungen entsprechen.
Defekte in der Schweißnaht werden in der Regel mit Hilfe von Ultraschallwellen festgestellt. Diese Methode beruht auf dem Prinzip, dass sich Ultraschallwellen im Metall ausbreiten und an der Grenzfläche zwischen zwei Medien reflektiert und gebrochen werden können, was bei der Prüfung von Fehlern in der Schweißnaht hilfreich ist. Anhand der Wellenform lassen sich das Vorhandensein und die Position des Fehlers bestimmen.
Da sich zwischen dem Prüfkopf und dem Prüfstück eine reflektierende Oberfläche befindet, sollte bei der Ultraschallprüfung das Koppelmittel auf die Oberfläche des Schweißteils aufgetragen werden. Die Ultraschallmethode kann jedoch nicht die Art und Größe der Fehler bestimmen.
Die Durchstrahlungsprüfung wird manchmal eingesetzt bei zerstörungsfreie Prüfung um Fehler in Schweißnähten zu erkennen. Es gibt zwei Arten der Durchstrahlungsprüfung: Röntgen- und γ-Strahlenprüfung. Das Prinzip besteht darin, dass beim Durchgang des Strahls durch die geprüfte Schweißnaht etwaige Defekte zu einer geringeren Abschwächung des Strahls führen, der durch diesen Bereich verläuft.
Dies hat zur Folge, dass der Negativfilm auf der Rückseite der Schweißnaht sehr lichtempfindlich ist und nach dem Waschen des Films schwarze Flecken oder Streifen an der Stelle des Defekts erscheinen.
Die Röntgenprüfung hat eine kurze Belichtungszeit, eine hohe Geschwindigkeit und ein starkes Durchdringungsvermögen, aber die Geräte sind komplex, kostspielig und für die Prüfung von Schweißnähten mit einer Dicke von weniger als 30 mm geeignet. Im Gegensatz dazu ist die γ-Röntgenprüfung tragbar, einfach zu bedienen und hat eine hohe Durchdringungskapazität.
9. Auf welcher Grundlage werden die Ergebnisse der Stichprobenkontrolle beurteilt?
Chargenabnahmekriterien für Schweißnähte:
Wenn die Anzahl der nicht qualifizierten Schweißnähte bei der Stichprobenprüfung weniger als 2% beträgt, wird das Los akzeptiert.
Wenn die Anzahl der unqualifizierten Schweißnähte bei der Stichprobenprüfung mehr als 5% beträgt, ist die Charge unannehmbar.
Wenn die Anzahl der unqualifizierten Schweißnähte bei der Stichprobenprüfung zwischen 2% und 5% liegt, muss die Stichprobenprüfung wiederholt werden und eine Verlängerungslinie der Schweißnaht auf beiden Seiten des ursprünglichen unqualifizierten Teils hinzugefügt werden, mit Ausnahme der Situation im fünften Absatz dieses Artikels.
Wenn die Quote der nicht qualifizierten Schweißnähte bei der Stichprobenprüfung nicht mehr als 3% beträgt, ist das Los qualifiziert.
Wenn die Rate der nicht qualifizierten Produkte mehr als 3% beträgt, ist die Charge nicht qualifiziert.
Zusätzliche Prüfkriterien:
Fällt die Chargenabnahme negativ aus, sind alle übrigen Schweißnähte der Charge zu prüfen.
Wird bei der Inspektion ein Riss festgestellt, ist die Stichprobenkontrolle zu verdoppeln.
Wird bei der doppelten Schweißpunktkontrolle kein Rissfehler festgestellt, wird die Charge akzeptiert.
Werden bei der Prüfung mehrere Risse oder nach der doppelten Stichprobenprüfung Risse festgestellt, so ist das Los unannehmbar, und alle verbleibenden Schweißnähte des Loses sind zu prüfen.
10. Welche Bedingungen erfordern eine Schweißverfahrensprüfung?
Abgesehen von den Ausnahmen, die in den nationalen Schweißvorschriften für Stahlkonstruktionen aufgeführt sind, muss jede Kombination von Stahl, Schweißwerkstoffen, Schweißverfahren, Verbindungsformen, Schweißpositionen, Wärmebehandlungssystemen nach dem Schweißen, Schweißprozessparametern, Vorwärm- und Nachwärmmaßnahmen und anderen Parametern, die von der Baueinheit zum ersten Mal verwendet werden, vor der Herstellung und Montage von Stahlkonstruktionsteilen einer Schweißprozessbewertung unterzogen werden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Warum lässt sich Stahl mit niedrigem Kohlenstoffgehalt leicht schweißen, während Stahl mit hohem Kohlenstoffgehalt eine Herausforderung darstellt? Dieser Artikel untersucht die Schweißbarkeit verschiedener Arten von Kohlenstoffstahl und zeigt auf, wie sich der unterschiedliche Kohlenstoffgehalt auf die...
Verformungen beim Schweißen von rostfreiem Stahl können zu erheblichen Problemen bei der Metallverarbeitung führen. In diesem Artikel werden verschiedene Methoden zur Kontrolle und Korrektur dieser Verformungen untersucht, wie z. B. die Verwendung von Kupferplatten,...
Haben Sie sich jemals gefragt, wie man verschiedene Arten von rostfreiem Stahl effektiv schweißen kann? Dieser Artikel befasst sich mit den speziellen Schweißverfahren für martensitischen und Duplex-Edelstahl und beschreibt die Herausforderungen, die...
Das Schweißen von rostfreiem Stahl erfordert Präzision, um Fehler wie Risse und Korrosion zu vermeiden. Kennen Sie die entscheidenden Schritte, um eine einwandfreie Schweißnaht zu gewährleisten? Dieser Artikel beleuchtet acht wichtige Vorsichtsmaßnahmen,...
Wie kann das Schweißen von Kohlenstoffstahl sowohl eine gängige Praxis als auch eine komplexe Herausforderung sein? Dieser Leitfaden erforscht die komplizierte Welt des Kohlenstoffstahlschweißens und behandelt die Arten von Kohlenstoffstahl,...
Warum ist das Schweißen von kohlenstoffreichem Stahl eine solche Herausforderung? Dieser Artikel befasst sich mit den besonderen Schwierigkeiten, die mit diesem Material verbunden sind, wie z. B. der Neigung zur Bildung von...
Stellen Sie sich vor, Sie versuchen, ein Material zu schweißen, das so stark ist, dass es dem Verschleiß widersteht, aber so heikel, dass eine unsachgemäße Technik zu einem katastrophalen Versagen führen kann. Das ist die Herausforderung, vor der...
Das Schweißen von kaltzähem Stahl erfordert eine genaue Kenntnis der Materialeigenschaften, da extreme Bedingungen zu spröden Ausfällen führen können. In diesem Artikel werden die technischen Anforderungen für Tieftemperaturstahl erörtert, wobei die Bedeutung...
Warum ist das Schweißen von Kohlenstoffstahl sowohl eine Kunst als auch eine Wissenschaft? Das Verständnis der Schweißbarkeit verschiedener Kohlenstoffstähle - von niedrigem bis hohem Kohlenstoffgehalt - ist entscheidend für die Gewährleistung starker, dauerhafter Verbindungen. Dies...