11 Schritte der Getriebebearbeitung, die Sie kennen müssen
Haben Sie sich jemals gefragt, wie Zahnräder hergestellt werden? Der Prozess umfasst mehrere komplizierte Schritte, um Präzision und Effizienz zu erreichen. In diesem Artikel werden die 11 wichtigsten Schritte der Zahnradbearbeitung erläutert, vom einfachen Drehen bis zur Endmessung. Sie erfahren, wie jeder einzelne Schritt, z. B. das Wälzfräsen, die Formgebung und das Honen, zur Herstellung hochwertiger Zahnräder beiträgt. Am Ende werden Sie die entscheidende Rolle der verschiedenen Bearbeitungstechniken und Werkzeuge bei der Zahnradherstellung verstehen. Bereiten Sie sich darauf vor, in die faszinierende Welt der Zahnradproduktion einzutauchen und zu erfahren, was diese technische Meisterleistung möglich macht.
Die Bearbeitung von Zahnrädern ist ein äußerst komplizierter Prozess und erfordert den Einsatz der richtigen Technologie, um eine effiziente Produktion zu erreichen. Jede Phase der Produktion muss in Bezug auf die Abmessungen präzise sein.
Entscheidend ist die Verwendung des richtigen Spannsystems bei der Zahnradbearbeitung Prozess. In diesem Text werden wir das Getriebe vorstellen Spannen System für jeden Schritt des Prozesses.
1. Ordinäres Drehen
Beim konventionellen Drehen wird der Zahnradrohling normalerweise auf einer vertikalen oder horizontalen Drehmaschine befestigt. Automatisch SpannvorrichtungenIn den meisten Fällen ist ein zusätzlicher Stabilisator auf der gegenüberliegenden Seite der Spindel nicht erforderlich.
2. GOhrenfräsen
Das Wälzfräsen ist ein wirtschaftliches Fräsverfahren, das häufig zur Herstellung von Außen- und Stirnrädern eingesetzt wird. Dieses Verfahren ist nicht nur in der Automobilindustrie beliebt, sondern auch bei der Herstellung von großen Industriegetrieben, sofern es nicht durch die äußere Form des Werkstücks begrenzt ist.
3. Shaping
Die Formgebung ist eine Zahnradbearbeitung Verfahren, das vor allem dann eingesetzt wird, wenn das Wälzfräsen nicht möglich ist. Dieses Verfahren wird hauptsächlich für Innenverzahnungen und einige Außenverzahnungen mit komplexen Strukturen eingesetzt.
4. Smit
Beim Schaben handelt es sich um ein Verfahren zur Endbearbeitung von Zahnrädern, bei dem der Schnitt mit einem Fräser erfolgt, der der Zahnform des Zahnrads ähnelt. Dieses Verfahren hat sich in der Industrie aufgrund seiner hohen Effizienz und Kosteneffizienz durchgesetzt.
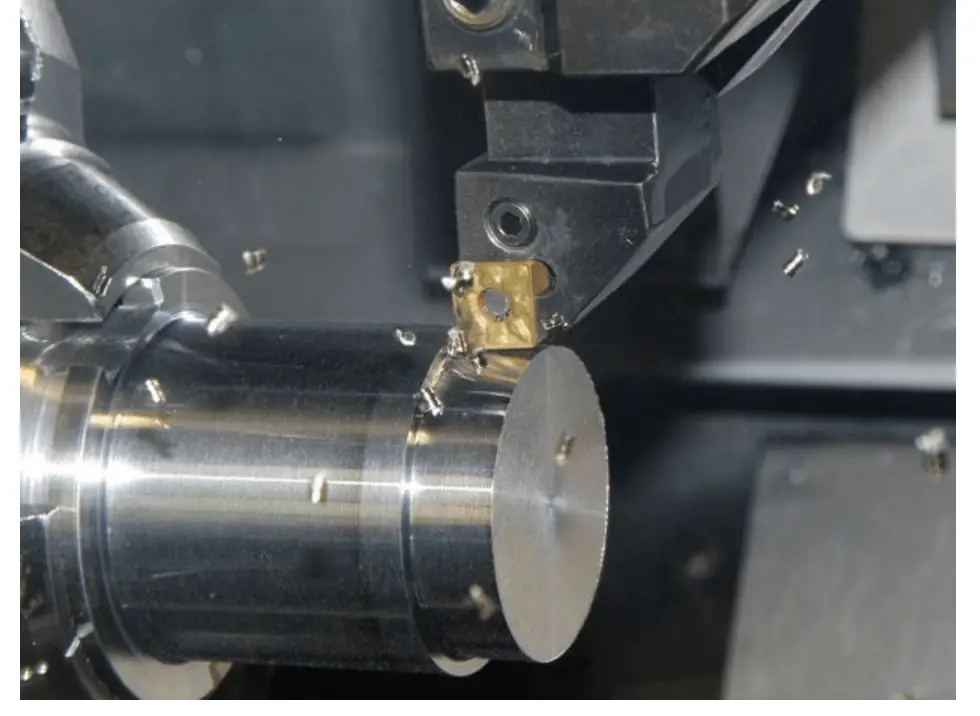
5. HBogenwendung
Das Hartdrehen ermöglicht den Ersatz von kostspieligen Schleifverfahren. Für eine einwandfreie Funktion müssen die verschiedenen Komponenten des Systems richtig mit dem bearbeiteten Teil verbunden sein. Die Auswahl der geeigneten Werkzeugmaschine, der Spannvorrichtung und der Schneidwerkzeuge ist entscheidend für den Erfolg des Hartdrehprozesses.
6. Gohrenziehende Bearbeitung
Um den in der modernen Zahnradproduktion geforderten Präzisionsgrad zu erreichen, ist die Hartbearbeitung der Zahnflanken oft eine Notwendigkeit. Diese Methode ist eine kostengünstige und effiziente Lösung für die Massenproduktion. Auf der anderen Seite bietet das Schleifen eine größere Flexibilität, insbesondere wenn einstellbare Schleifwerkzeuge verwendet werden, ähnlich wie bei der individuellen Bearbeitung.
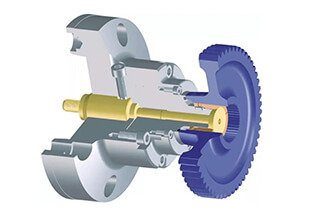
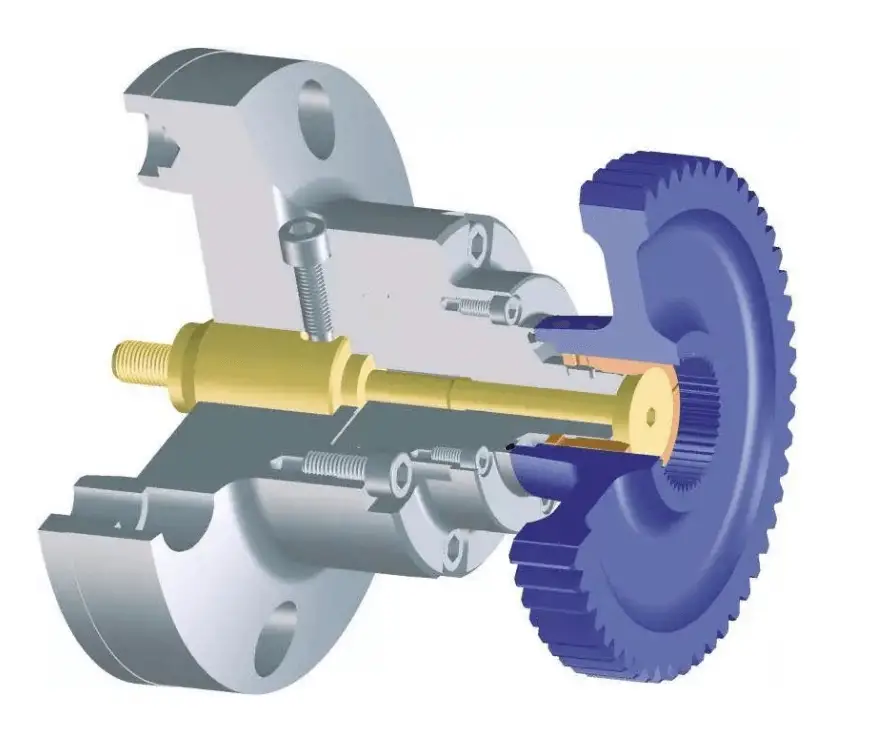
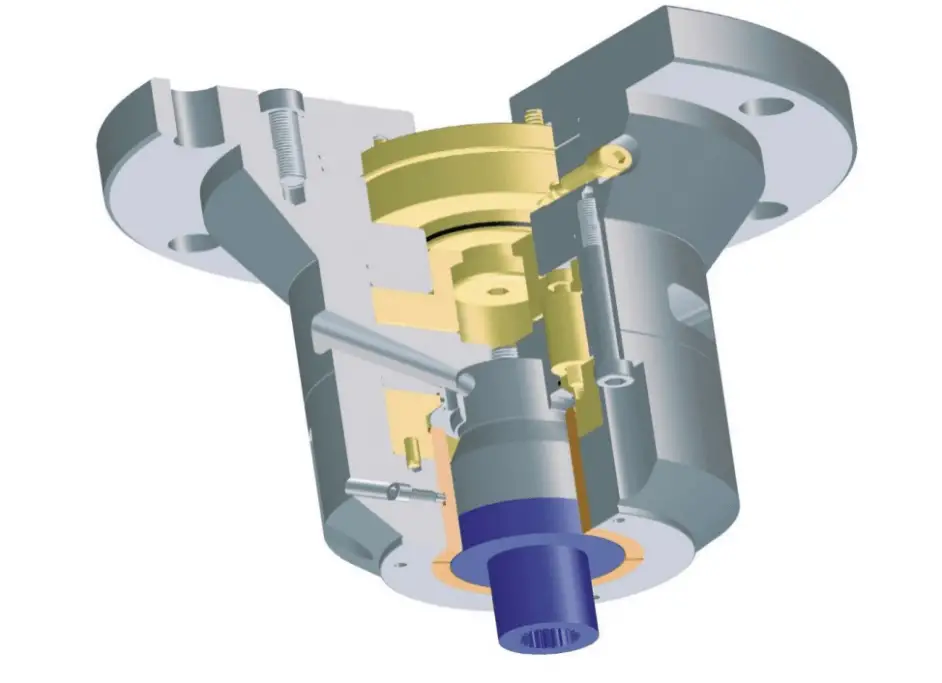
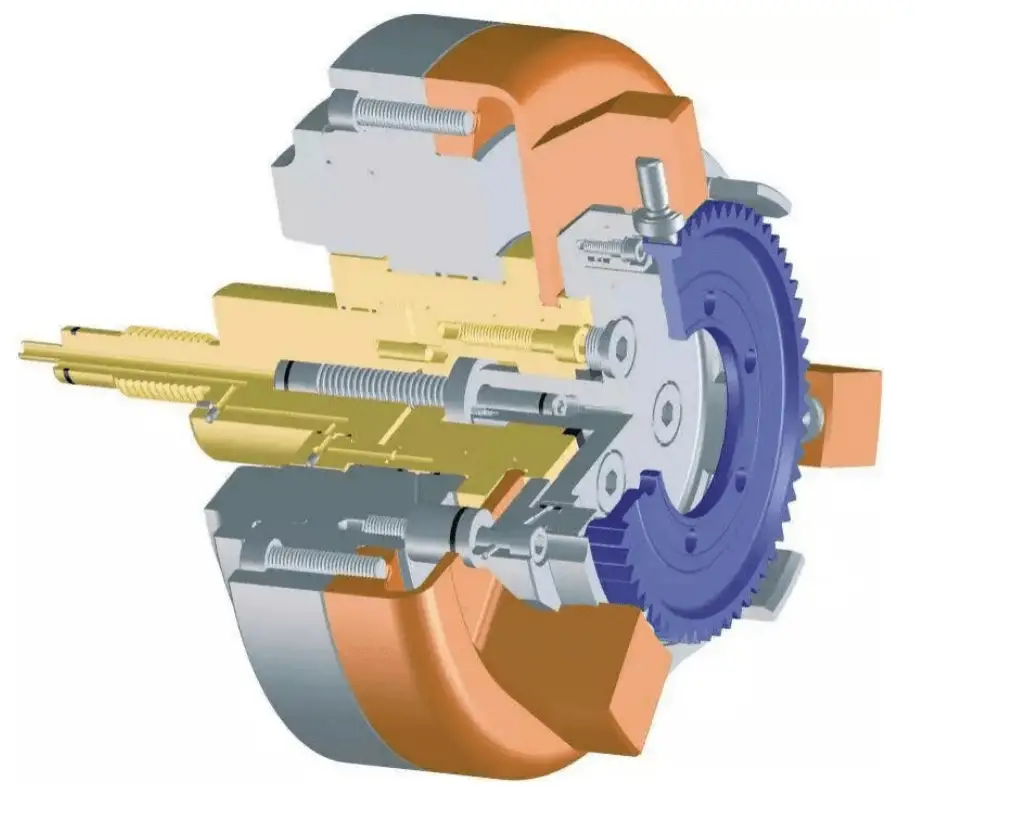
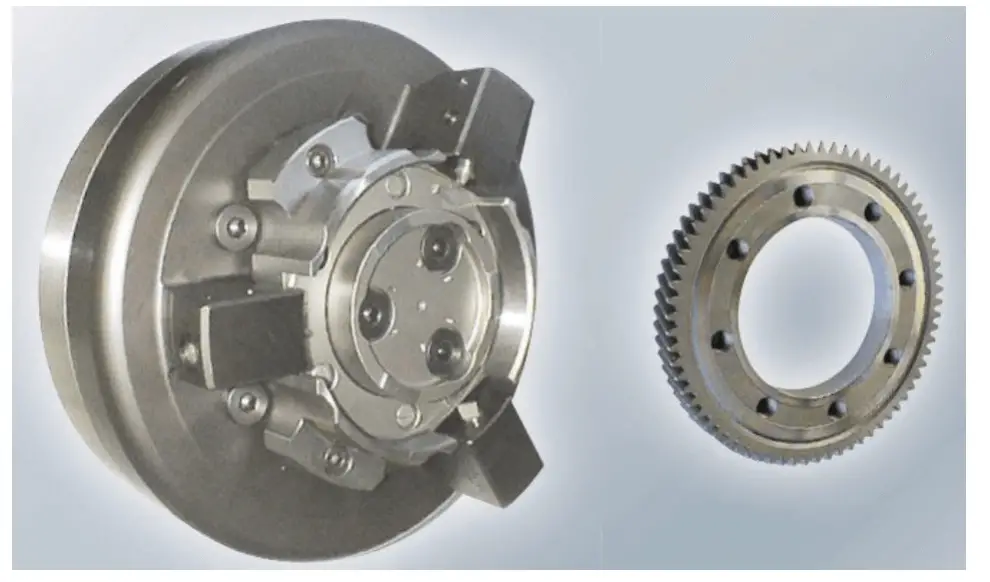
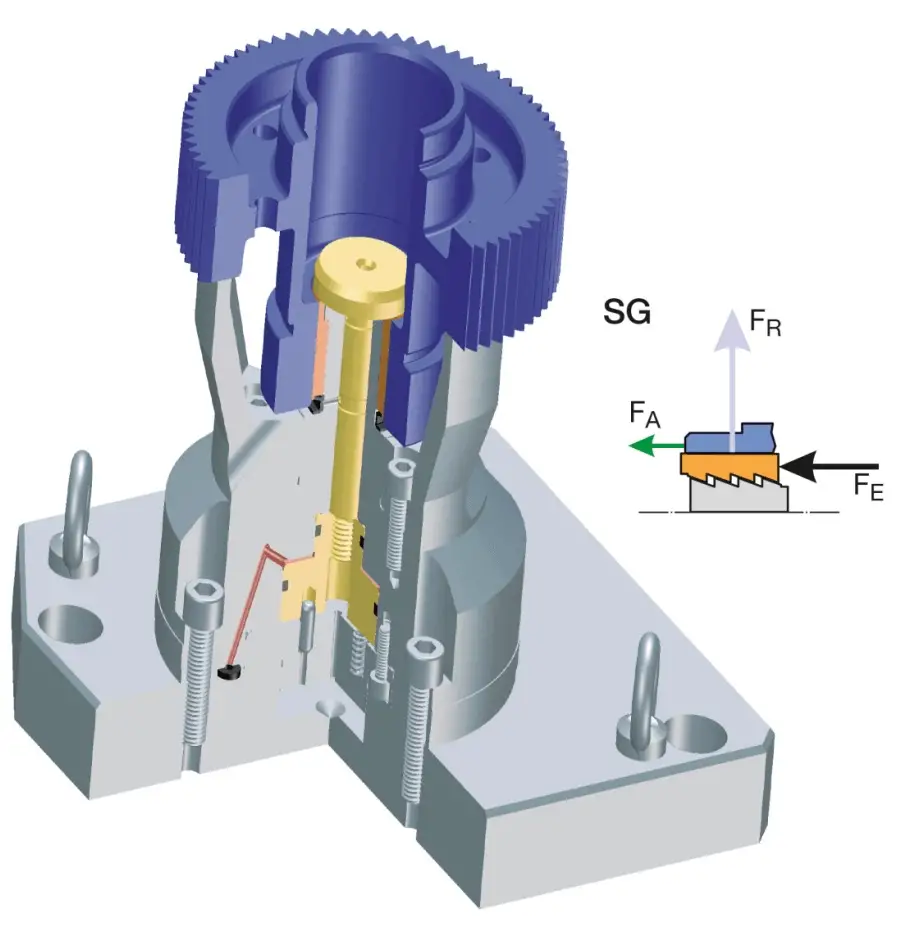
7. Honing
Das Honen ist das Endbearbeitungsverfahren für harte Zahnräder, das mit einem nicht genau definierten Schnittwinkel durchgeführt wird. Dieses Verfahren ist nicht nur kosteneffizient, sondern führt auch zu glatten Oberflächen mit geringem Geräuschpegel bei den bearbeiteten Zahnrädern. Im Vergleich zum Schleifen hat das Honen eine niedrige Schnittgeschwindigkeit, die zwischen 0,5 und 10 m/s liegt, wodurch hitzebedingte Schäden an der Zahnradbearbeitung vermieden werden.
Darüber hinaus wirken sich die an der bearbeiteten Zahnoberfläche erzeugten Eigenspannungen positiv auf die Belastbarkeit des Geräts aus.
Beispiele für das Honen mit Flanschvorrichtungen:
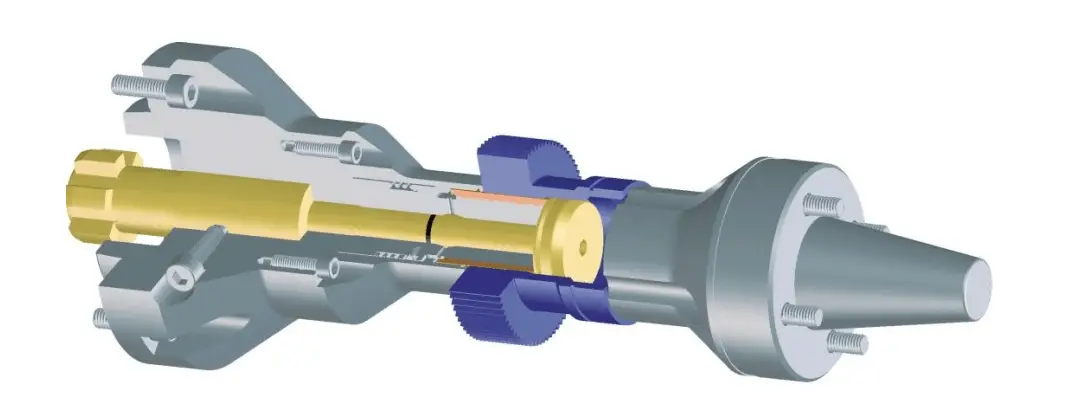
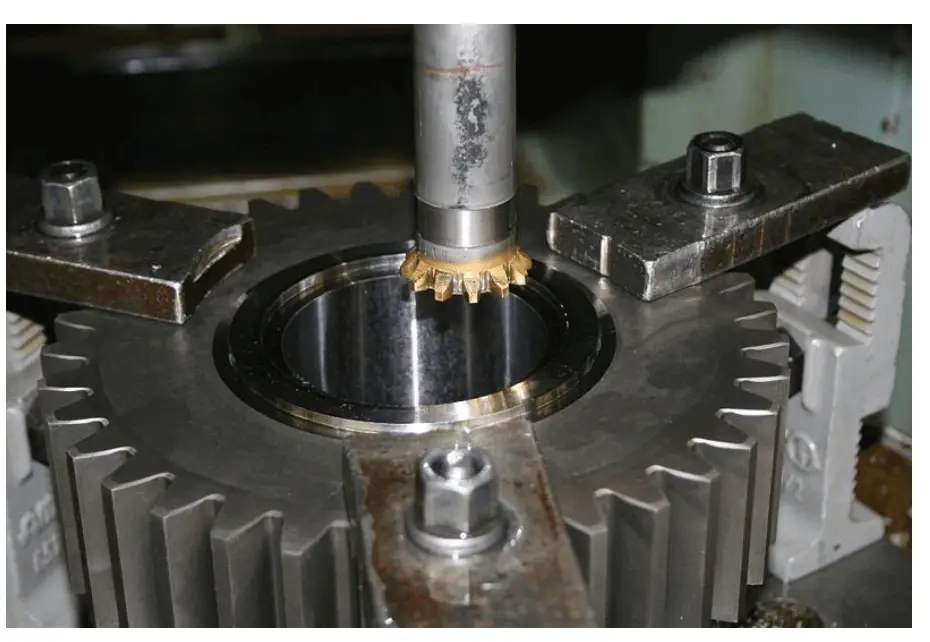
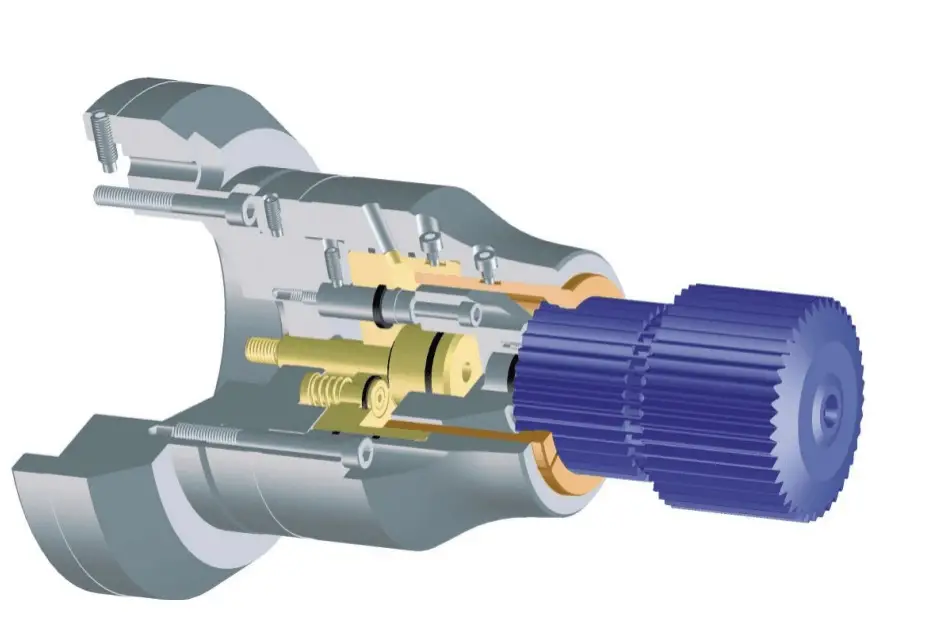
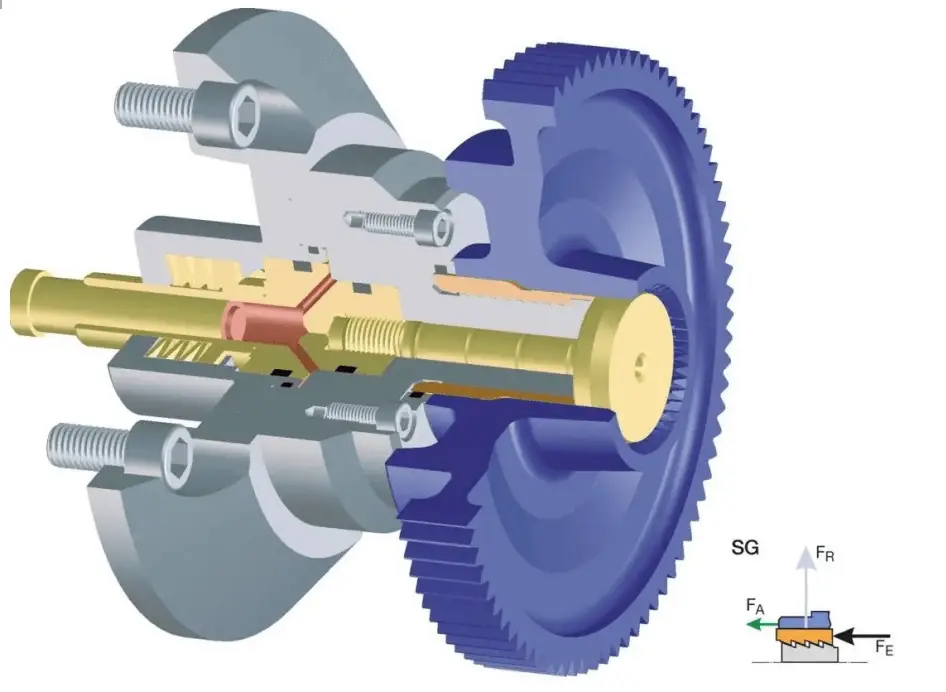
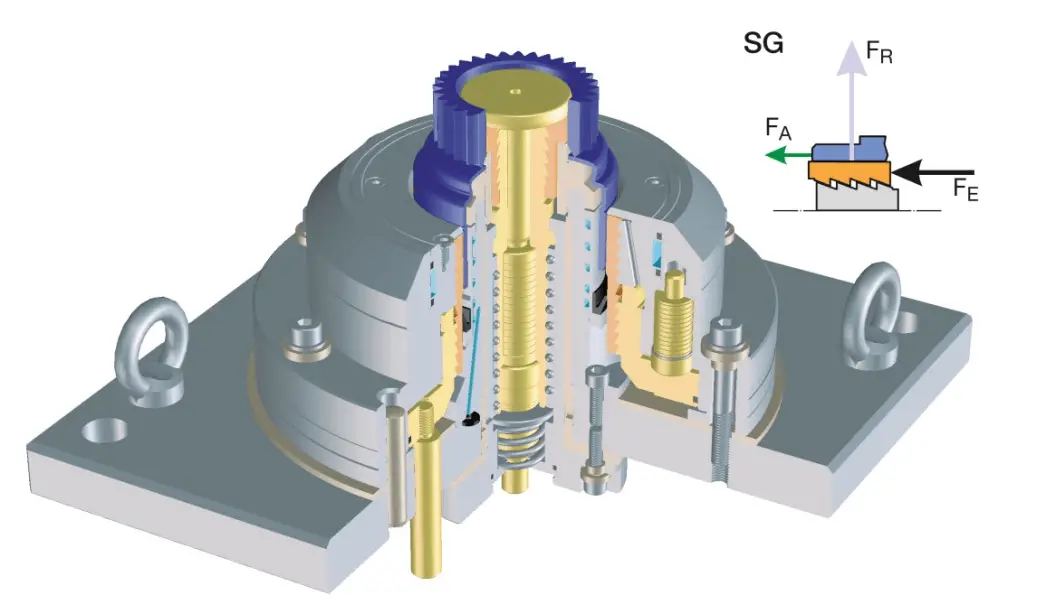
8. Drilling
Bohren ist eine rotierende Schneidetechnik. Die Achse des Schneidewerkzeug und die Mitte der Bohrung sind in axialer Richtung ausgerichtet, und die Vorschubrichtung ist die gleiche wie die axiale Richtung des Schneidwerkzeugs. Die Spindel, die die Schneidbewegung antreibt, sollte unabhängig von der Richtung der Vorschubbewegung auf das Schneidwerkzeug ausgerichtet sein.
Beispiel für eine Bohrung mit dem SG-Spannsystem:
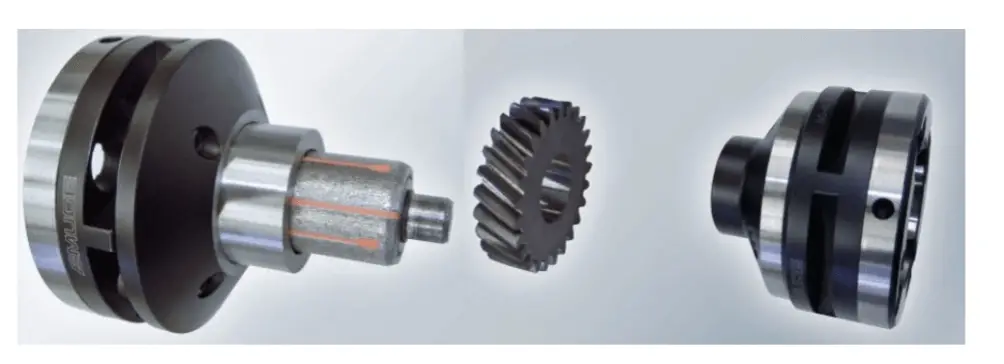
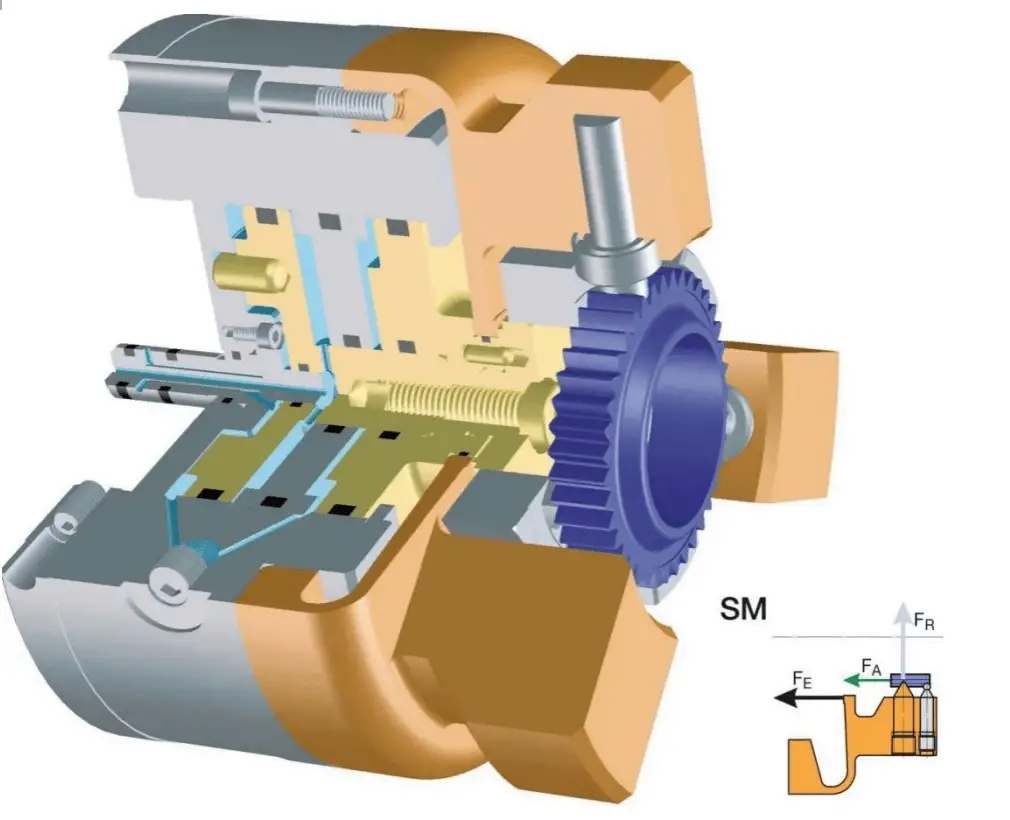
9. Bohrungsschleifen
Das Bohrungsschleifen ist ein Bearbeitungsprozess, bei dem ein nicht genau definierter Schnittwinkel verwendet wird. Im Vergleich zu anderen Zerspanungsverfahren bietet das Schleifen Vorteile wie hohe Maß- und Formgenauigkeit, hohe Maßgenauigkeit (IT 5-6) und hervorragende Oberflächengenauigkeit (Rz = 1-3μm) mit minimalen Rattermarken bei Hartmetallen.
Beispiel für das Schleifen von Bohrungen mit dem Filmspannsystem SM:
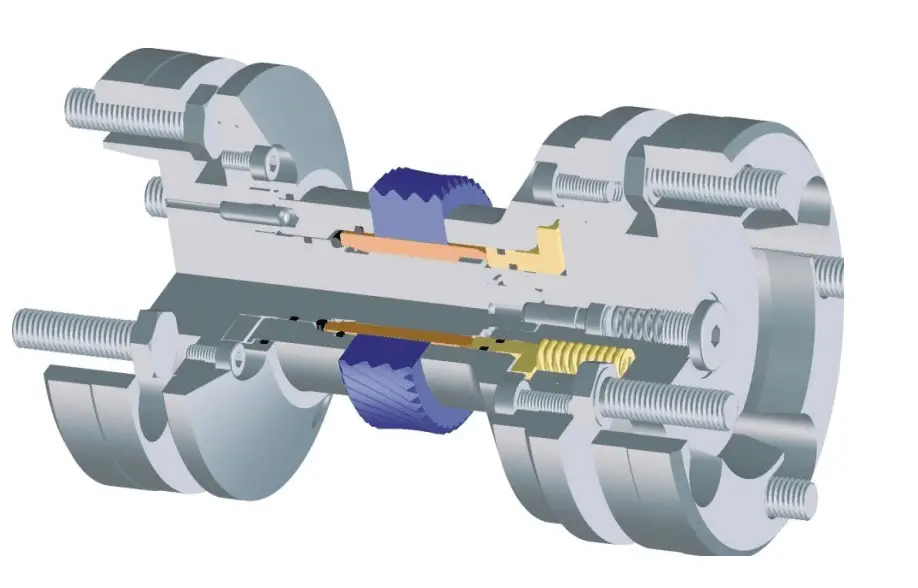
10. Schweißen mit kapazitiver Entladung
Das kapazitive Entladungsschweißen ist eine Art von Widerstandsschweißen Verfahren. Dieses Verfahren zeichnet sich durch einen schnellen Stromanstieg, eine kurze Schweißzeit und einen hohen Schweißstrom aus. Daher bietet das kapazitive Entladungsschweißen viele Vorteile, darunter einen wirtschaftlichen und effizienten Betrieb, was angesichts der steigenden Energiekosten besonders wichtig ist.
Beispiel für kapazitives Entladungsschweißen unter Verwendung eines Schweißvorrichtungssystems:
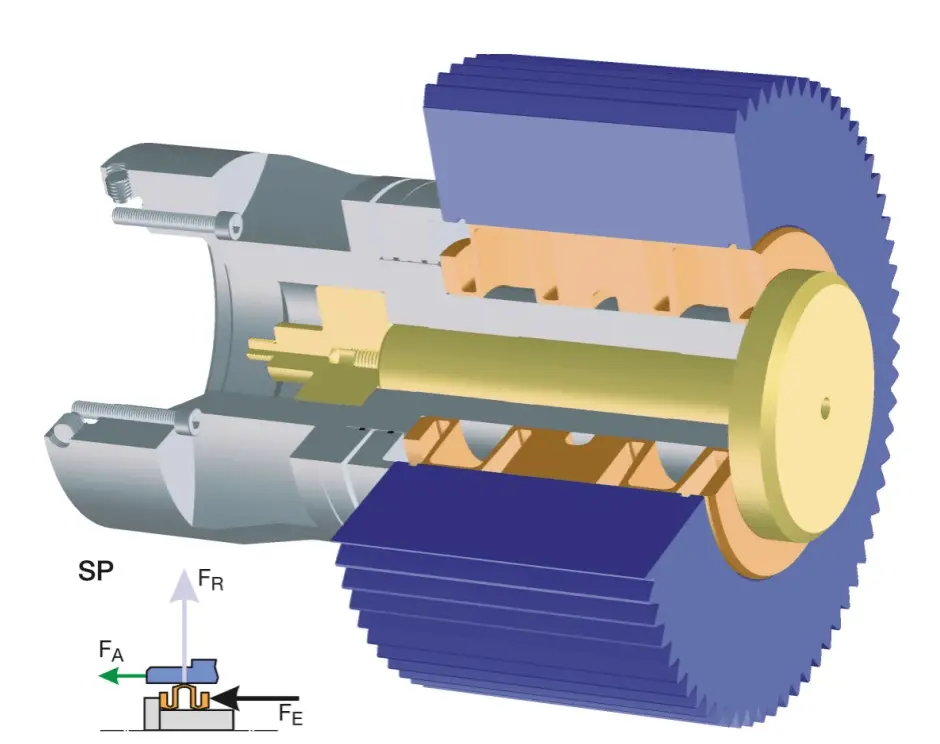
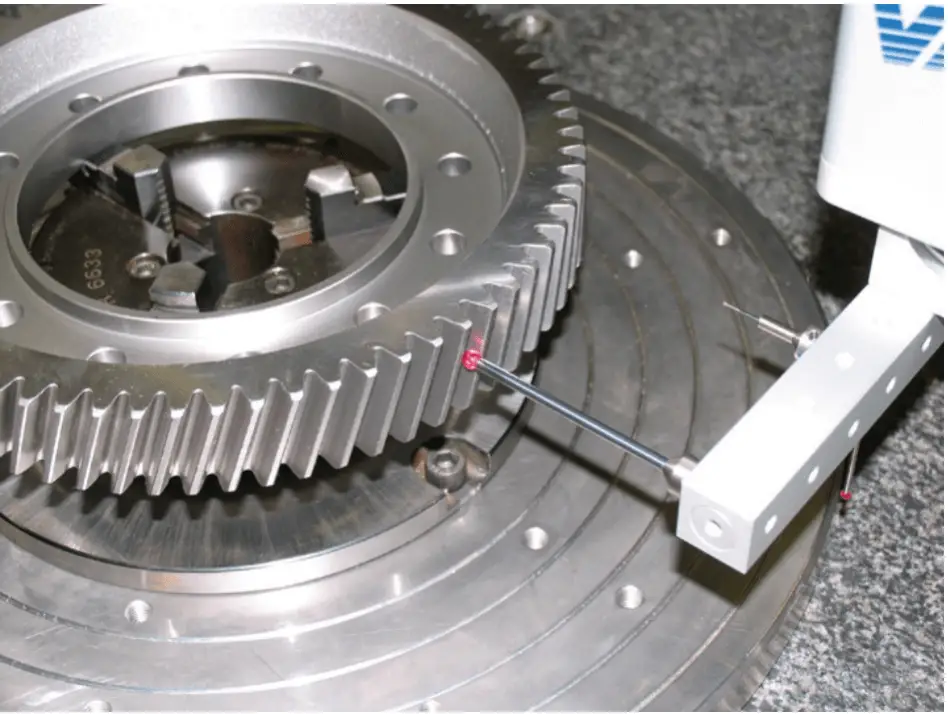
11. MBewertung
Die Prüfung von Zahnrädern ist umfassend und muss auf die verschiedenen Formen von Zahnrädern zugeschnitten sein. Bei der Bewertung von Zahnrädern werden die wichtigsten Parameter des Zahnrads durch Messung der Länge, des Winkels und der spezifischen Verzahnungstechniken bestimmt.
Beispiele für Messungen mit geflanschten SP-Klemmsystemen:
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie jemals über die versteckten Gefahren nachgedacht, die in Sauerstoffleitungen lauern? In diesem Artikel befassen wir uns mit dem kritischen Prozess der Entfettung von Sauerstoffleitungen, der zur Vermeidung von Explosionsgefahren unerlässlich ist. Sie werden...
Haben Sie sich schon einmal gefragt, wie Sie den perfekten Motor für Ihr Projekt finden? Der Schlüssel liegt im Verständnis der verschiedenen Motortypen - Gleichstrom-, Asynchron- und Synchronmotoren - und ihrer einzigartigen Vorteile. Dieser Artikel schlüsselt auf...
Hatten Sie jemals Probleme mit der genauen Messung der Dicke von Unterlegscheiben? Die Kenntnis der genauen Dicke von Unterlegscheiben ist für die Gewährleistung der Integrität und Funktionalität verschiedener mechanischer Baugruppen unerlässlich. Dieser Artikel bietet...
Haben Sie sich jemals gefragt, warum manche Zahnräder trotz sorgfältigen Schleifens versagen? Dieser Artikel befasst sich mit der versteckten Gefahr von Schleifbrand in Getriebezähnen. Er erklärt, wie hohe Temperaturen beim Schleifen...
Haben Sie sich schon einmal gefragt, wie die Unversehrtheit von geschweißten Muttern und Schrauben in Ihrem Auto sichergestellt wird? Dieser Artikel enthüllt den akribischen Prozess der Qualitätsprüfungen und Inspektionen, die Ihr Fahrzeug...
Haben Sie sich schon einmal Gedanken über die faszinierende Welt des Gießens gemacht? Dieses uralte und sich ständig weiterentwickelnde Herstellungsverfahren prägt unser tägliches Leben auf unzählige Arten. In diesem Blogbeitrag erkunden wir die...
Haben Sie sich jemals gefragt, wie die winzigen Nieten, die massive Strukturen zusammenhalten, eigentlich funktionieren? In diesem Artikel werden wir die faszinierende Welt der Nietverbindungen enträtseln und ihre Arten, Festigkeitsberechnungen und...
Haben Sie sich jemals gefragt, was unsere Gassysteme reibungslos und sicher funktionieren lässt? In diesem Artikel stellen wir die wichtigsten Hersteller von Gasdruckreglern vor und enthüllen ihre Innovationen und Beiträge zur Industrie....
Haben Sie jemals innegehalten, um die unbesungenen Helden hinter Ihren Lieblingsmöbeln zu würdigen? Kantenanleimmaschinen, die Arbeitspferde der holzverarbeitenden Industrie, spielen eine entscheidende Rolle bei der Herstellung...