1. Einleitung
Gegenwärtig befindet sich die Weltwirtschaft in einem Abschwung und die verarbeitende Industrie ist stark beeinträchtigt.
Als Teil des verarbeitenden Gewerbes ist die Blechindustrie in diesem wirtschaftlichen Klima einem intensiven Wettbewerb ausgesetzt.
Qualität ist für Unternehmen des verarbeitenden Gewerbes entscheidend, um in diesem intensiven Wettbewerb zu bestehen.
In vielen Blechfertigung Verfahren ist das Biegen ein entscheidender Schritt, der sich stark auf die Qualität des Endprodukts auswirkt.
Daher ist die Kontrolle der Biegegenauigkeit und -stabilität von großer Bedeutung für die Verbesserung der Qualität der Feinblech Teile.
2. Versagensformen von Teilen
Im Produktionsprozess können die folgenden Probleme auftreten:
Wenn eine neue Matrize zum Biegen von Blechteilen auf der Anlage verwendet wird AbkantpresseDie Teile entsprechen zunächst den auf der Zeichnung angegebenen Spezifikationen.
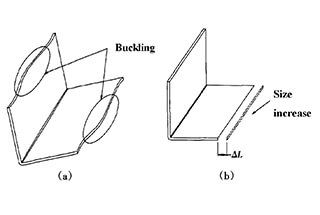
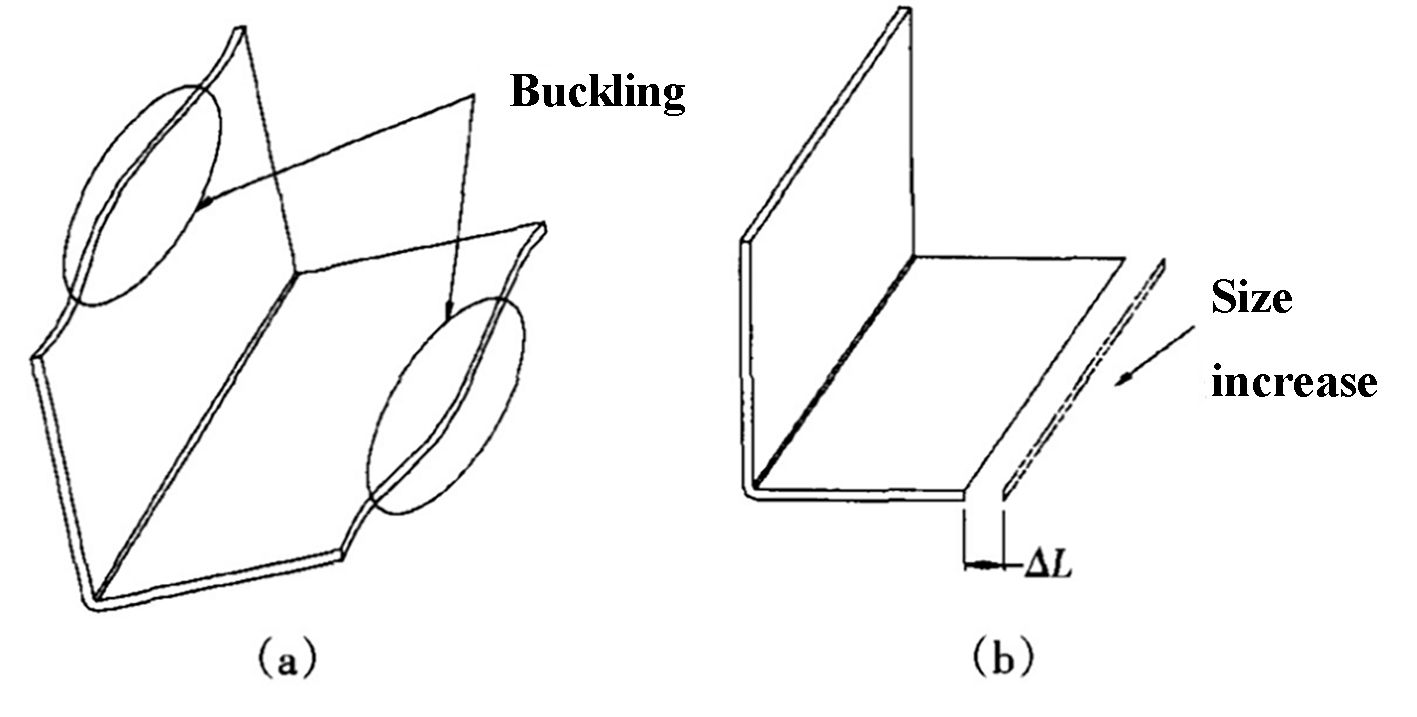
Nach einer gewissen Zeit der Produktion wird jedoch festgestellt, dass die mit derselben Matrize gebogenen Teile nicht mehr den in der Zeichnung angegebenen Spezifikationen entsprechen. Dies lässt sich vor allem an zwei Formen erkennen, die in Abbildung 1a und Abbildung 1b dargestellt sind.
Abb. 1 Biegeversagensformen
a: Knickverformung b: Größenzunahme
3. Fehlerursachenanalyse
3.1 Ursachen für den Verschleiß des Oberstempels
Der Grund für das in Abbildung 1 gezeigte Phänomen ist letztlich der Verschleiß der oberen Matrize der Abkantpresse.
Das Oberwerkzeug einer typischen Abkantpresse ist eine allgemeine Form, und ein Satz allgemeiner Abkantpressen-Oberwerkzeuge kann zum Biegen einer Vielzahl von Blechteilen verwendet werden.
Mit anderen Worten, die Oberwerkzeuge der Abkantpressen werden seltener ausgetauscht, und dieselbe Gruppe von Biegeoberwerkzeugen wird für allgemeine Biegearbeiten verwendet. In einigen kleinen Fabriken kann ein einziges Teil verwendet werden und die Abkantwerkzeug ändert sich nie.
Jedes Werkzeug unterliegt im Laufe der Zeit einem Verschleiß, aber die obere Matrize der Abkantpresse wird besonders häufig benutzt.
Der R-Winkel eines typischen Biegeoberwerkzeugs ist klein, normalerweise weniger als 0,5 mm.
Daher konzentriert sich der Druck während des Biegens vollständig auf den R-Winkel der oberen Matrize, was zu einer hohen Belastung an dieser Stelle führt und die obere Matrize anfällig für Verschleiß macht.
3.2. Analyse der "Größenzunahme"
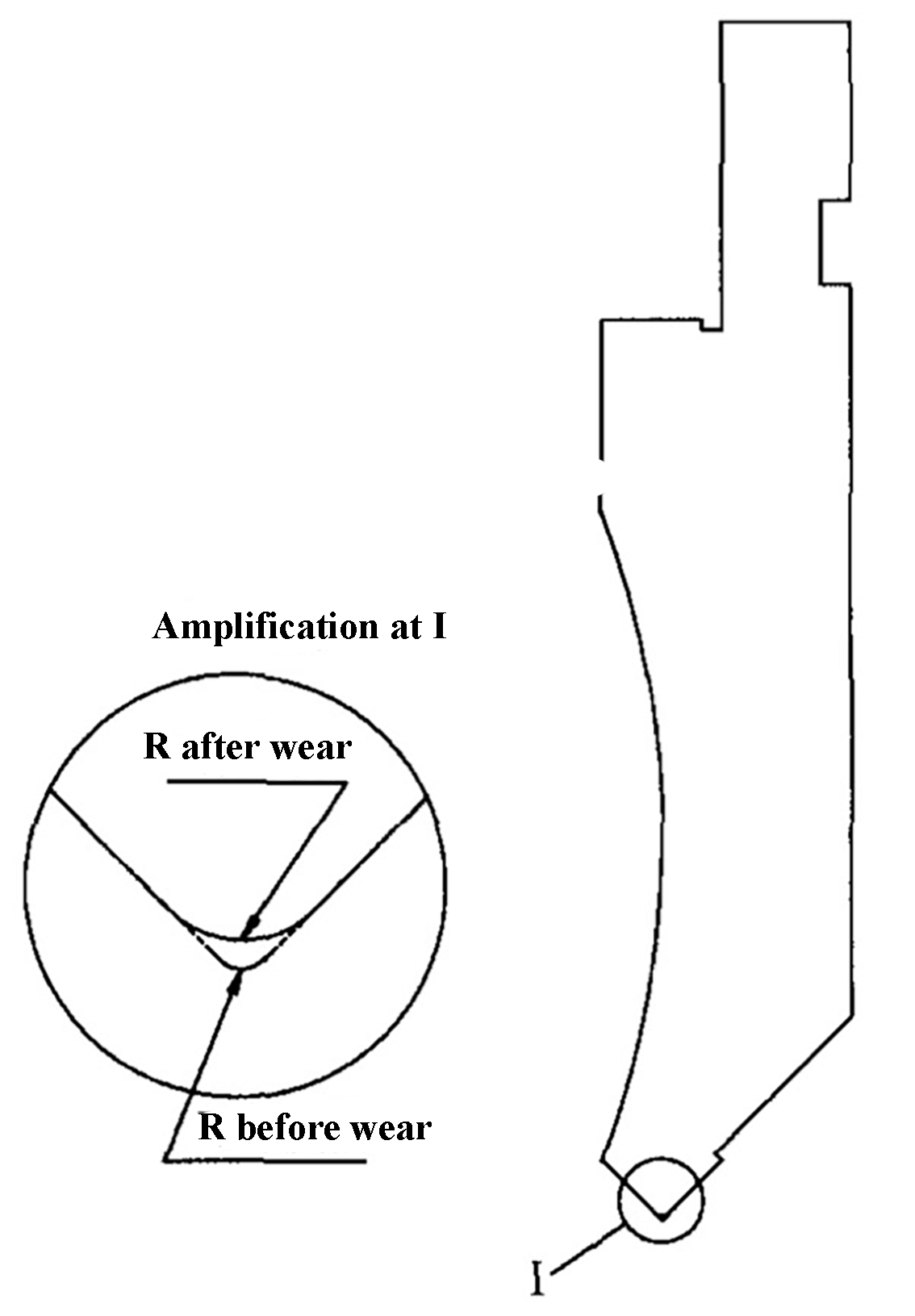
Wie in Abb. 2 dargestellt, führt der Verschleiß der oberen Matrize zu einer Vergrößerung des R-Winkels.
Bei der Berechnung der Entfaltung von Teilen ist die Größe des R-Winkels beim Biegen einer der Faktoren, die den Entfaltungsfaktor beeinflussen. Obwohl die diesbezüglichen Informationen eingeführt wurden, wurden sie in diesem Zusammenhang nicht im Detail erläutert.
Je größer der R-Winkel für dasselbe Teil ist, desto kürzer ist die Abwicklungsgröße.
In der Regel gibt es zwei Methoden zur Auswahl des Biegeausdehnungskoeffizienten in Fabriken:
- Auswahl des Expansionskoeffizienten aus einer empirischen Tabelle auf der Grundlage des R-Winkels des neuen Oberstempels.
- Bestimmung des Ausdehnungskoeffizienten durch Probebiegen des neuen Oberstempels, um tatsächliche Daten zu erhalten.
Die erste Methode ist am weitesten verbreitet, da sie schnell und bequem für das Biegen allgemeiner Teile ist.
Die zweite Methode wird in der Regel für Teile mit hoher Biegegenauigkeit und mehreren Biegewinkeln verwendet, da die gewonnenen Daten präziser sind.
Unabhängig von der Methode, mit der der Ausdehnungskoeffizient ermittelt wird, wird er in der Regel verfestigt, sobald er bestimmt ist.
Wird zum Beispiel das neue Oberwerkzeug zum Biegen von SPCC mit einer Materialstärke von t = 1,0 mm verwendet, so ist der aus der empirischen Tabelle ausgewählte Ausdehnungskoeffizient 0,4. Dieser Ausdehnungskoeffizient wird für alle Materialien mit einer Dicke von t = 1,0 mm, die mit diesem Oberwerkzeug gebogen werden, bei 0,4 bleiben.
Wenn der R-Winkel-Verschleiß der oberen Matrize zunimmt, wird die Größe des Teils, das vor dem Verschleiß mit dem Ausdehnungskoeffizienten ausgedehnt wurde, nach dem Biegen zwangsläufig größer, wie in Abb. 1b gezeigt.
Dieser Unterschied mag bei einem einzelnen Biegewinkel nicht auffallen, aber wenn ein Teil mehrfach in dieselbe Richtung gebogen wird, summiert sich der Unterschied. Wird ein Teil beispielsweise sechsmal in dieselbe Richtung gebogen, beträgt der Unterschied beim Entfalten 1,2 mm, was sich nach dem Biegen zu einem Dimensionsunterschied von 2 mm summiert.
Um Kosten zu sparen, verwenden viele Fabriken für die Herstellung von Biegeoberwerkzeugen Stahl mit mittlerem Kohlenstoffgehalt, der eine geringe Verschleißfestigkeit aufweist. Nach der Verwendung mehrerer Matrizen kann der R-Winkel von 0,5 mm auf fast 1 mm ansteigen.
3.3 "Knick"-Analyse
Die Standardlänge eines einzelnen Oberwerkzeugs für eine Abkantpresse beträgt 835 mm, die je nach Art der Abkantpresse normalerweise in einer Gruppe verwendet wird.
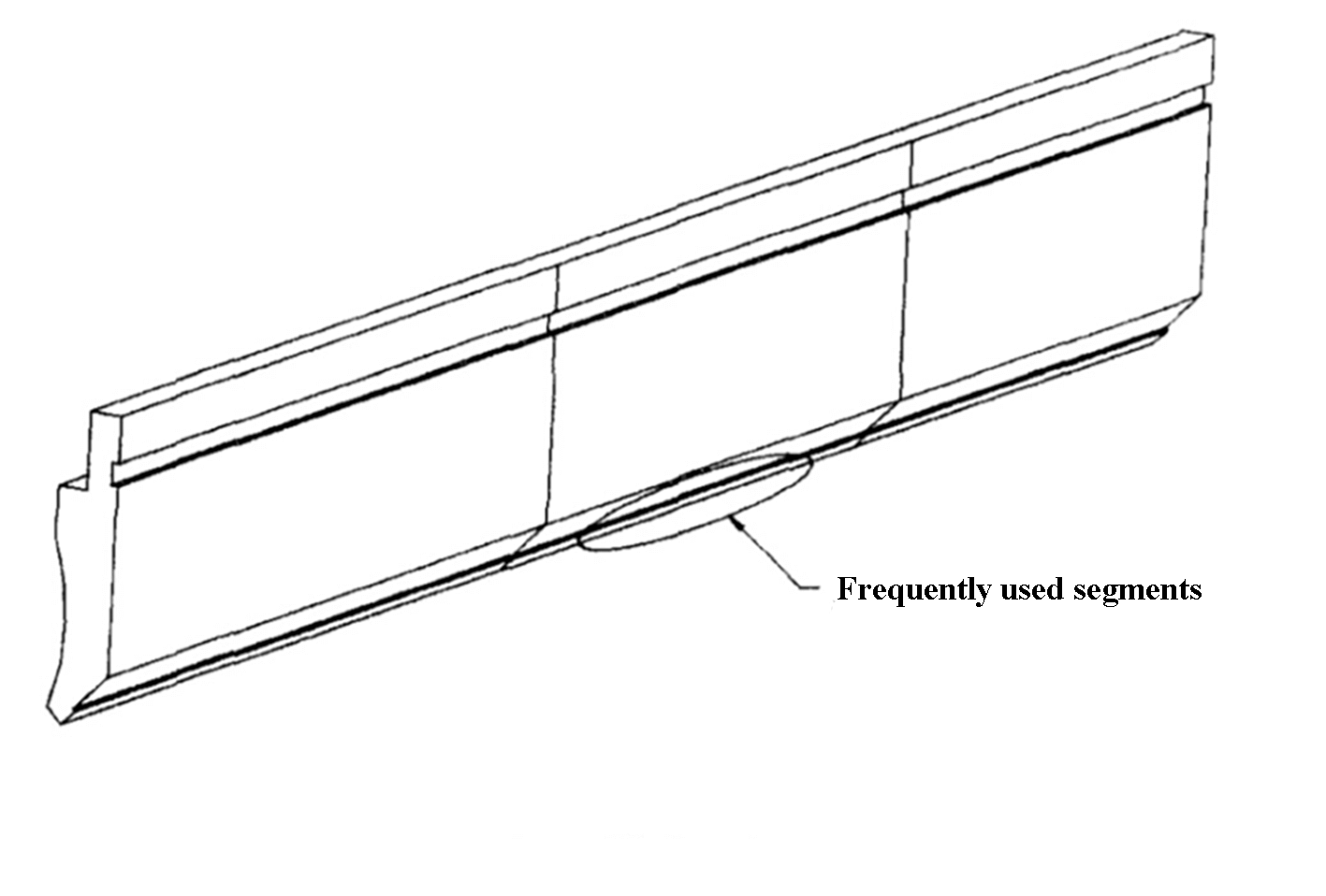
Wie in Abb. 3 dargestellt, besteht eine Gruppe von Biegeoberwerkzeugen in der Regel aus drei Werkzeugen.
Viele Blechverarbeitung Fabriken stellen verschiedene Teile unterschiedlicher Größe her, und die Biegebreite kann stark variieren.
Typischerweise machen Blechteile mit einer geringen Biegebreite die Mehrheit aus. Infolgedessen wird der mittlere Teil der Matrize häufig zum Biegen verwendet, wie in Abb. 3 dargestellt, was zu einem erheblichen Verschleiß im mittleren Teil führt.
Wenn diese Gruppe von Würfeln verwendet wird, um Biegeblech Bei Metallteilen mit großer Breite ist der Druck auf die beiden Enden des gebogenen Innenwinkels größer als der Druck auf den mittleren Verschleißteil, so dass der Innenwinkel R des mittleren Teils größer ist als die Winkel an den beiden Enden.
Die Erhöhung des Drucks pro Flächeneinheit und die Verringerung des Biegewinkels R sind wirksame Mittel zur Reduzierung der Rückfederung.
Der mittlere Abschnitt weist jedoch zwei Faktoren auf, die günstig sind für Rückfederung. Da die Rückfederung im mittleren Abschnitt größer ist als an den beiden Enden, kann es im mittleren Abschnitt zu einem "Knick" kommen, wie in Abb. 1 dargestellt.
Abb. 2 Verschleißdiagramm des Oberstempels
Abb. 3 Biegen der oberen Matrize
4. Kontrollmethode
Der Werkzeugverschleiß lässt sich nicht gänzlich vermeiden, aber durch die Analyse seiner Ursachen und die Umsetzung geeigneter Maßnahmen können die beiden in Abb. 1a und Abb. 1b dargestellten Ausfallerscheinungen wirksam kontrolliert werden.
Auf der Grundlage von Produktionserfahrungen wurden die folgenden fünf Methoden zusammengefasst:
- Auswahl von Werkstoffen mit guter Verschleißfestigkeit, wie Cr12MoV und SKD-11, um durch Wärmebehandlung eine hohe Härte zu erreichen.
- Verbesserung der Verschleißfestigkeit durch Aufkohlung oder nitrieren (für Materialien mit geringer Verschleißfestigkeit).
- Regelmäßiges Reparieren und Schleifen des R-Winkel-Teils der Matrize, wobei die Häufigkeit auf der Grundlage des Verschleißzustands der Matrize festgelegt wird, z. B. halbjährlich oder einmal pro Jahr.
- Ausgleich der Nutzung der kombinierten Oberstempel durch Austausch und Rotation, um sicherzustellen, dass die gleiche Gruppe von Oberstempeln einen ausgeglichenen R-Winkel-Verschleiß aufweist.
- Regelmäßige Überprüfung des Entwicklungskoeffizienten, wobei die Häufigkeit auf der Grundlage der Abnutzung der Matrize festgelegt wird, z. B. halbjährlich oder einmal jährlich.
Diese fünf Methoden können je nach der tatsächlichen Situation des Unternehmens ausgewählt werden, und die Wirksamkeit der einzelnen Methoden kann variieren. Die beste Methode ist diejenige, die den größtmöglichen Nutzen für die Fabrik bringt.
5. Schlussfolgerung
Das in diesem Artikel besprochene Phänomen des Blechversagens ist in der blechverarbeitenden Industrie häufig anzutreffen. Es ist zu hoffen, dass durch diesen Artikel mehr Blechverarbeitungsunternehmen die notwendigen Schritte unternehmen, um unnötige Verluste zu verhindern und zu vermeiden.