Stellen Sie sich vor, Sie schneiden Metall mit Präzision und minimaler Verformung - ist das möglich? Das Brennschneiden, eine gängige Methode in der Metallbearbeitung, birgt oft Herausforderungen wie hitzebedingte Verformungen und Spannungen. Dieser Artikel enthält Expertentipps zur Optimierung Ihres Brennschneidprozesses, um saubere Schnitte zu erzielen und die Verformung zu minimieren. Wenn Sie diese Richtlinien befolgen, lernen Sie, wie Sie Schnitte effektiv anordnen, die Wärmeverteilung steuern und die besten Startpunkte für Schnitte auswählen. Schöpfen Sie das Potenzial des Brennschneidens aus und verbessern Sie Ihre Metallbearbeitungsprojekte mit diesen praktischen Erkenntnissen.
Die entsprechende Schnittfolge gliedert sich in zwei Teile: das Schneiden des inneren Lochs des Bauteils und das Schneiden der Kante des Bauteils.
Die richtige Reihenfolge beim Schneiden von Innenlöchern in Bauteilen sollte dem Prinzip folgen, zuerst die Innenseite und dann die Außenseite zu schneiden, wobei mit kleineren Löchern vor größeren, mit runden Löchern vor unregelmäßig geformten und mit komplexeren Formen vor einfacheren begonnen werden sollte.
Innen vor außen
Bei Plattenbauteilen mit mehreren Löchern ist es ratsam, mit dem Schneiden des mittleren Lochs zu beginnen und sich dann Schritt für Schritt nach außen vorzuarbeiten. Dadurch wird sichergestellt, dass die Schneidewärme gleichmäßig nach außen abgestrahlt wird.
Klein vor groß
Das heißt, wenn die Größe der inneren Löcher unterschiedlich ist, wird empfohlen, zuerst die kleineren Löcher zu schneiden. Beim Schneiden der kleineren Löcher entsteht weniger Schneidewärme, was zu einer geringeren thermischen Belastung des Werkstücks führt.
Erst einkreisen und dann Platz
Beim Schneiden kreisförmiger Löcher ermöglicht die Gleichmäßigkeit des Kreises eine relativ ausgeglichene Wärmeabgabe nach außen. Bei quadratischen Löchern ist die Ausgewogenheit der Wärmeabgabe nach außen jedoch deutlich unzureichend.
Die thermischen Spannungen, die durch die Zerspanungswärme entstehen, haben einen erheblichen Einfluss auf die Verschiebung und Verformung der Bauteile.
Kreuzsprung
Beim Schneiden von dichten Löchern kann das Überspringen von Schnitten anstelle des kontinuierlichen Schneidens dazu beitragen, die Auswirkungen der durch die Schneidewärme erzeugten Spannungen auf die Bauteile zu verringern.
Komplex vor einfach
Beim Schneiden von Löchern verschiedener Formen in die Platte empfiehlt es sich, mit den komplex geformten Löchern zu beginnen und dann zu den einfacheren überzugehen.
Schneiden von Profil und Kante
Auswahl des Ausgangspunkts für den Profilschnitt
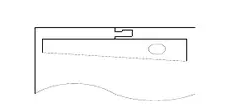
Die Wahl des Ausgangspunktes für den Profilschnitt steht in direktem Zusammenhang mit der Schnittfolge. Wenn die Bedingungen es zulassen, sollte der geschlossene Ringschnitt bevorzugt werden. Dies bedeutet, dass an der verbleibenden Materialkante keine Schnittöffnung vorhanden sein sollte.
In Fällen, in denen die Materialstärke groß ist und die Materialkante nicht geschnitten werden kann, kann eine Schnittlinie mit einer Kontrollfunktion verwendet werden. Durch die Einschränkung der Schnittlinien mit Kontrollfunktion wird die Verformung des Schnitts begrenzt.
Die Schneidlinien mit Kontrollfunktion haben ein geometrisches Merkmal, bei dem das Ende kleiner ist als die Vorderseite.
Wenn keine Kante vorhanden ist, sollten Maßnahmen ergriffen werden, um die Position der Schneidspitze und die Schneidrichtung zu wählen.
Abb. 1
Erzwungene Fixierung
Zwangsbefestigungsverfahren, wie z. B. Gewichtspressen, werden häufig beim Profilschneiden eingesetzt, um die Verschiebung von Bauteilen oder Rohmaterialien zu begrenzen.
Beim NC-Schneiden wird in der Regel die Methode der Anschlageisenbegrenzung verwendet, um das Phänomen der Verschiebung zu kontrollieren.
Beidseitiges gleichzeitiges Schneiden
Diese Methode ist geeignet für die gleichzeitige Brennschneiden von mehreren schmalen und langen Zuschnitten auf einer einzigen Stahlplatte. Es ist eine wirksame Methode zur Kontrolle der Biegeverformung während der Brennschneidverfahren.
Beidseitiges gleichzeitiges Schneiden
Diese Methode eignet sich für das gleichzeitige Schneiden mehrerer schmaler und langer Zuschnitte auf einer einzigen Stahlplatte durch Brennschneiden. Es ist eine wirksame Methode zur Kontrolle der Biegeverformung während des Brennschneidens.
Rechtzeitige Kühlung
Durch rechtzeitiges Abkühlen kann die Verformung wirksam kontrolliert werden.
Wenn das NC-Schneiden an einer Q235 Bei einem Blech mit einer Dicke von 6 mm, einer Länge von 6 m und einer Breite von 50 mm kann die Anwendung einer Kühlmethode mit Wasser etwa 50 mm hinter dem Abstandshalter die Biegeverformung erheblich verringern.
Es ist wichtig, die Methode der Wasserkühlung sofort anzuwenden, wobei auch die Empfindlichkeit von Gasschnittstahl gegenüber Wasserabschreckung um Risse oder verhärtete Strukturen zu vermeiden, die durch übermäßige Bewässerung verursacht werden.
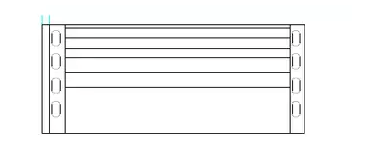
Grenzwertmethode beenden
Beim manuellen oder halbautomatischen Schneiden langer und schmaler Streifen aus einer Stahlplatte wird empfohlen, an beiden Enden der Schnittlinie Langlöcher von (3-5)mm * (50-80)mm zu schaffen. Diese Vorbereitung trägt dazu bei, die Biegeverformung der Streifenschneideteile zu verringern und ermöglicht einen präziseren Schnitt entlang der vorgesehenen Linie.
Abb. 2
Beulen und Dellen
Wenn die Dicke der Brennschneidplatte auf 8 mm oder weniger abnimmt, werden die Schrumpfung und die Verformung der Schneidkante immer deutlicher. Um die Ausbeulung oder Vertiefung während des Schneidvorgangs zu minimieren, können schwere Gegenstände auf die Platte gelegt werden, um diese Effekte zu unterdrücken und zu kontrollieren.
Intervallabschaltung
Beim Intervallschneiden wird nach dem Schneiden einer bestimmten Länge eine Länge von 10 bis 30 mm stehen gelassen, bevor ein weiterer Schnitt erfolgt. Diese Methode ist sehr effektiv bei der Kontrolle der Verschiebung während des Schneidens.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wollten Sie schon immer wissen, wie man perfekte Brennschnitte in der Metallbearbeitung durchführt? Dieser Leitfaden setzt den Standard für manuelle, halbautomatische und automatische Brennschneidarbeiten. Sie lernen die wichtigsten Verfahren, Qualitätsanforderungen und...
Plasmaschneiden ist eine Schneidetechnik, bei der ein Hochtemperatur-Plasmalichtbogen mit hoher Energiedichte verwendet wird, um das Material an der Schneidstelle zu erhitzen und schnell zu verschmelzen. Dieses Schneiden...
Was ist das Geheimnis hinter makellosen Schweißnähten und präzisen Schnitten beim Gasschweißen und -schneiden? Alles hängt von der Flamme ab. Dieser Artikel befasst sich mit den verschiedenen Flammenarten, die...
Haben Sie sich jemals gefragt, wie massive Stahlkonstruktionen mit solcher Präzision geschnitten werden? Das Brennschneiden, ein bemerkenswertes, aber oft unbesungenes Verfahren, hat die Metallverarbeitungsindustrie revolutioniert. In diesem Artikel,...
Haben Sie sich jemals gefragt, wie Hersteller beim Schneiden von rostfreiem Stahl Präzision und Effizienz erreichen? In diesem Artikel werden sechs fortschrittliche Techniken für das Schneiden von rostfreiem Stahl vorgestellt und ihre Vorteile und Anwendungen hervorgehoben....
Stellen Sie sich vor, Sie schneiden mit Präzision und Geschwindigkeit durch dickes Metall und erstellen mühelos komplizierte Designs. Das Plasmaschneiden macht dies möglich, indem ionisiertes Gas und ein elektrischer Lichtbogen eingesetzt werden. Dieser Artikel befasst sich mit...
Haben Sie sich schon einmal gefragt, wie Sie Ihren Umgang mit einer Autogenschneidmaschine perfektionieren können? Dieser Artikel enthält wichtige Tipps zur Optimierung Ihrer Schneidetechnik. Von der Wahl des richtigen Brenngases bis zur Einstellung...
Effizientes und kostengünstiges Schneiden von Metall ist in der Fertigung von entscheidender Bedeutung. Aber welche Methode sollten Sie wählen: Gas- oder Plasmaschneiden? In diesem Artikel werden die Kosten, die Effizienz und die Qualität der beiden Verfahren aufgeschlüsselt...
Stellen Sie sich vor, Sie schneiden durch Metall wie ein Messer durch Butter, aber unterwegs. Tragbare Plasmaschneider revolutionieren Branchen von der Automobil- bis zur Luft- und Raumfahrtindustrie, indem sie präzise Hochgeschwindigkeits-Schneidfunktionen zu einem Bruchteil...