Beim Laserschneiden wird ein Laserstrahl mithilfe einer Fokussierungslinse auf die Oberfläche eines Materials gerichtet. Dadurch wird das Material geschmolzen, verdampft und verbrannt.
Gleichzeitig bläst ein zum Laserstrahl koaxiales Druckgas das geschmolzene Material weg.
Durch die Bewegung des Laserstrahls relativ zum Material entlang einer bestimmten Trajektorie wird ein Schnitt mit einer bestimmten Form erzeugt, wodurch das Material geschnitten wird.
Das Laserschneiden bietet Vorteile wie hohe Präzision, enge SchnittspaltGlatte Schnittflächen, hohe Geschwindigkeiten und überragende Bearbeitungsqualität bei einer Vielzahl von Materialien.
Derzeit wird die Laserschneidtechnik in verschiedenen Bereichen umfassend eingesetzt. Aufgrund der niedrigen Bearbeitungskosten, der hohen Effizienz und der Vielseitigkeit bei der Bearbeitung von Materialien hat sich das Laserschneiden zu einer gängigen Methode in der Feinblech Industrie.
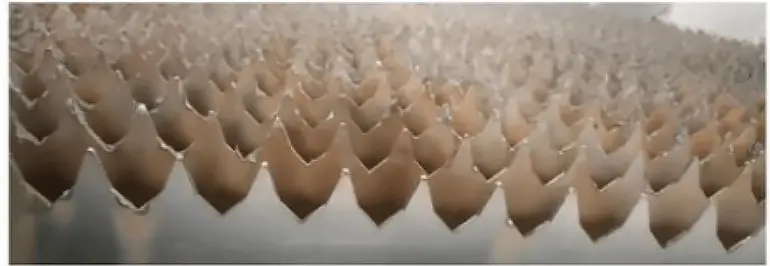
Es gibt jedoch auch Probleme, wie z. B. geschmolzene Schlacke und Grate, die während der Verarbeitung am Material haften und den Verantwortlichen vor Ort Probleme bereiten. Die Grate an den Werkstücken sind in Abbildung 1 dargestellt.
Grate beim Laserschneiden
Gratbildung ist nach wie vor ein Problem beim Laserschneiden, das die Qualität und Präzision von Metallkomponenten erheblich beeinträchtigt. Dieses Phänomen, das in der Theorie des Metallschneidens noch immer nicht vollständig geklärt ist, kann die Maßgenauigkeit, die geometrische Integrität und die Oberflächengüte der bearbeiteten Werkstücke beeinträchtigen.
Das Auftreten von Graten beim Laserschneiden wird durch ein komplexes Zusammenspiel von Faktoren beeinflusst, darunter Laserparameter, Materialeigenschaften und Schneidbedingungen. Diese Vorsprünge oder Unregelmäßigkeiten entlang der Schnittkante können zu erhöhten Nachbearbeitungsanforderungen, verminderter Teilefunktionalität und möglichen Montageproblemen führen.
Für die Optimierung des Laserschneidens ist es entscheidend, die Ursachen für die Gratbildung zu verstehen und wirksame Strategien zur Abhilfe zu entwickeln. Dieser Artikel befasst sich mit den allgemeinen Faktoren, die zur Gratbildung beitragen, und untersucht innovative Lösungen zur Minimierung ihrer Auswirkungen, um die Gesamtqualität der Teile und die Fertigungseffizienz zu verbessern.
Zu den wichtigsten Aspekten, die wir untersuchen werden, gehören:
- Primäre Mechanismen der Gratbildung beim Laserschneiden
- Materialspezifische Überlegungen zur Gratkontrolle
- Optimierung von Laserschneidparametern zur Reduzierung von Graten
- Fortschrittliche Techniken und Technologien zur Gratminimierung
- Nachbearbeitungsmethoden zur Entgratung, falls erforderlich
Ursachen und Lösungen für Grate beim Laserschneiden.
Ursache 1: Versetzte Position von Laserstrahl-Fokus
- Problem: Der Fokus des Laserstrahls, der von der Laserschneiden Maschine eine Abweichung zwischen ihrer oberen und unteren Position aufweist, was dazu führt, dass die Energie nicht genau auf das Werkstück konzentriert wird und eine unvollständige Verdampfung verursacht. Dies führt zu einer erhöhten Menge an geschmolzener Schlacke und Gratbildung.
- Lösung: Stellen Sie die Position des Laserstrahlfokus auf der Grundlage der Offset-Position optimal ein.
Ursache 2: Unzureichende Ausgangsleistung
- Problem: Die Ausgangsleistung der Laserschneidmaschine ist unzureichend, was zu einer unzureichenden Verdampfung des Metalls und zu übermäßiger Schlacken- und Gratbildung führt.
- Lösung: Prüfen Sie, ob die Laserschneidmaschine ordnungsgemäß funktioniert. Wenn es irgendwelche Störungen gibt, reparieren und warten Sie sie umgehend. Wenn die Maschine normal funktioniert, überprüfen Sie, ob der Ausgabewert korrekt ist.
Ursache 3: Langsames Schneiden Liniengeschwindigkeit
- Problem: Die Schneidliniengeschwindigkeit der Laserschneidmaschine ist zu langsam, was zu schlechter Oberflächenqualität und Gratbildung führt.
- Lösung: Stellen Sie die Geschwindigkeit der Schnittlinie ein und verbessern Sie sie, um den normalen Wert zu erreichen.
Ursache 4: Verunreinigtes Hilfsgas
- Problem: Die Reinheit des in der Laserschneidmaschine verwendeten Hilfsgases entspricht nicht dem geforderten Standard, was zu Gratbildung am Werkstück führt.
- Lösung: Ersetzen Sie das Hilfsgas durch ein Gas mit höherem Reinheitsgrad.
Ursache 5: Verlängerte Betriebszeit
- Problem: Die Laserschneidmaschine war zu lange in Betrieb, wodurch sie in einen instabilen Zustand geriet und sich Grate bildeten.
- Lösung: Schalten Sie die Laserschneidmaschine aus und starten Sie sie nach einer gewissen Zeit neu, damit sie sich vollständig erholen kann.
Ursache 6: Unzulänglichkeiten bei der Laserschneidausrüstung
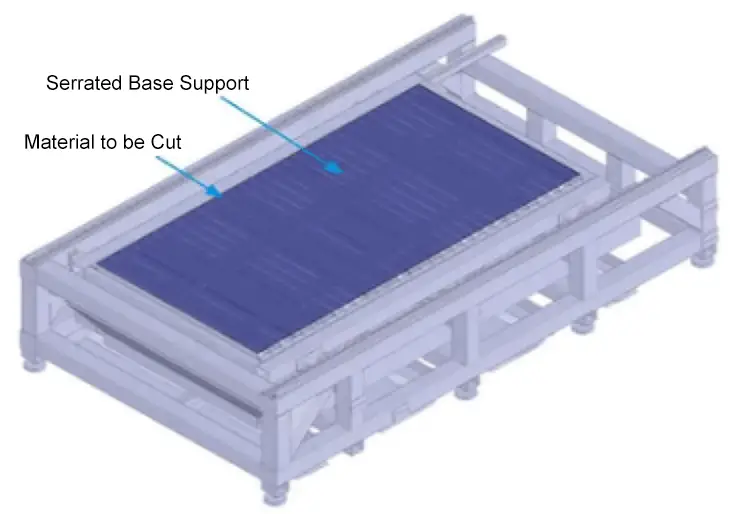
So ist beispielsweise die Sägezahntiefe der Sägezahnwanne des Lasersockels gering und ihre Verjüngung unzureichend, was zu einem übermäßigen Kontakt mit dem Blech führt.
Dies führt zu Hindernissen beim Einstechen des Lasers und zu einer Blockierung des Gasflusses, was dazu führt, dass geschmolzene Schlacke anhaftet, zurückprallt und Grate bildet, wie in Abbildung 2 dargestellt.
Grate an Werkstückkanten können die spätere Biege-, Schweiß- und Montagegenauigkeit erheblich beeinträchtigen. Außerdem stellen sie ein potenzielles Sicherheitsrisiko für das Bedienpersonal dar.
Werkstücke mit Graten, die auf Gasschränken in Ringnetzen angebracht sind, können die Luftdichtheit erheblich beeinträchtigen.
In elektrischen Systemen können Grate Kurzschlüsse verursachen oder das Magnetfeld beschädigen, wodurch der reguläre Betrieb des Systems beeinträchtigt oder andere Schäden verursacht werden.
Methoden zur Vermeidung von Graten bei der Laserbearbeitung
1. Einstellen der Geräteparameter:
Je nach dem zu bearbeitenden Material müssen Leistung, Luftdruck, Durchflussmenge, Brennweite und Vorschubgeschwindigkeit wiederholt angepasst werden, um optimale Bedingungen zu erreichen.
Speichern Sie die Daten für eine spätere Stapelverarbeitung. Wenn Sie sich ausschließlich auf die von der Maschine bereitgestellten Parameter verlassen, können Sie keine qualitativ hochwertigen Werkstücke herstellen.
2. Wählen Sie Hilfsgas:
Die Wahl des Hilfsgases beeinflusst die Verarbeitungsqualität. Unterschiedliche Materialien erfordern unterschiedliche Gase.
Zum Beispiel, wenn Schneiden von rostfreiem Stahlwird Stickstoff empfohlen. Stickstoff, der oft als Inertgas bezeichnet wird, verhindert nicht nur explosive Punkte beim Laserschneiden, sondern sorgt auch dafür, dass das erhitzte Ende nicht sofort oxidiert, was zu einem glatteren und helleren Schnitt führt.
Auch die Reinheit des Gases ist von entscheidender Bedeutung; entscheiden Sie sich immer für hochreine Gase.
3. Komponenten der Ausrüstung inspizieren:
Ältere Geräte können aufgrund von Verschleiß oder Verschmutzung wichtiger Komponenten Grate erzeugen. Probleme wie mit Ölflecken verunreinigte Linsen, kleine Risse und beschädigte Schneiddüsen können die Laserleistung Übertragung.
Sie können dies daran erkennen, ob der gebildete Lichtfleck abgerundet ist. Ein runder Lichtfleck deutet auf eine gleichmäßige Energieverteilung und eine hohe Schnittqualität hin.
Die regelmäßige Überprüfung der wichtigsten Komponenten kann die Schnittqualität sicherstellen.
4. Optimieren Sie die Struktur der Ausrüstung:
Je nach dem zu bearbeitenden Werkstück können Sie die Struktur der Ausrüstung verbessern.
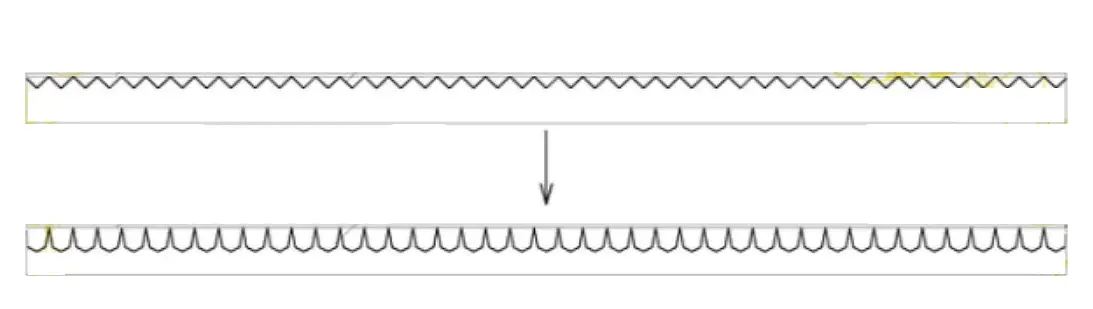
Wenn z. B. die sägezahnförmige Schale des Lasers über einen großen Bereich mit dem Blech in Kontakt kommt und Grate erzeugt, können Sie die Anpassung an die jeweiligen Umstände vornehmen, indem Sie die Verjüngung verringern oder die Zahntiefe erhöhen, wie in Abbildung 3 dargestellt, um Störungen bei der Bearbeitung zu vermeiden.
Die verbesserte Basis ist in Abbildung 4 dargestellt.
5. Optimieren Sie die Werkstückkanten:
In der Praxis zeigt sich, dass zu stark strukturierte Werkstückkanten die Bearbeitungsqualität beeinträchtigen. Quadratische Übergänge sind im Vergleich zu abgerundeten oder abgeschrägten Übergängen anfälliger für Gratbildung, wie in Abbildung 5 dargestellt.
Es ist ratsam, wenn möglich abgerundete oder abgeschrägte Übergänge zu verwenden, um Spannungskonzentrationen zu verringern.
Schlussfolgerung
Bei Graten handelt es sich um übermäßige Restpartikel auf der Oberfläche von Metallwerkstoffen.
Wenn die Laserschneidmaschine ein Werkstück bearbeitet, bewirkt die Energie des Laserstrahls, der auf die Oberfläche des Werkstücks trifft, dass die Oberfläche verdampft und verdunstet, wodurch der Schneidzweck erreicht wird.
Wenn ein Material Grate aufweist, kann es als minderwertig angesehen werden; je mehr Grate vorhanden sind, desto geringer ist die Qualität.
Deshalb müssen wir bei der künftigen Bearbeitung besonders auf diesen Punkt achten!