6 Fortgeschrittene neue Schweißtechniken in der modernen Fertigung
Haben Sie sich jemals gefragt, wie die schnittigen Autos, die stabilen Brücken und die modernen Flugzeuge von heute gebaut werden? Dieser Artikel befasst sich mit sechs hochmodernen Schweißtechnologien, die die Fertigung revolutionieren - vom Laserschweißen bis zum Ultraschallschweißen von Metallen. Lesen Sie, wie diese Methoden die Präzision, Geschwindigkeit und Festigkeit in verschiedenen Branchen verbessern.
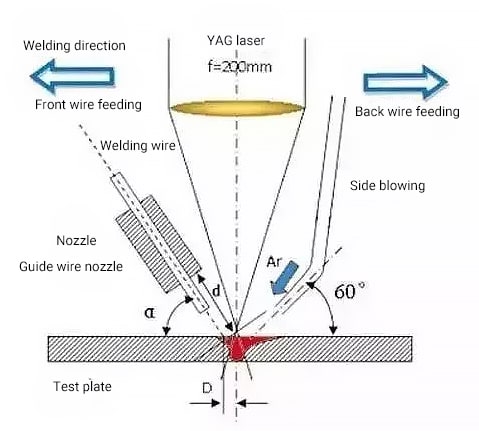
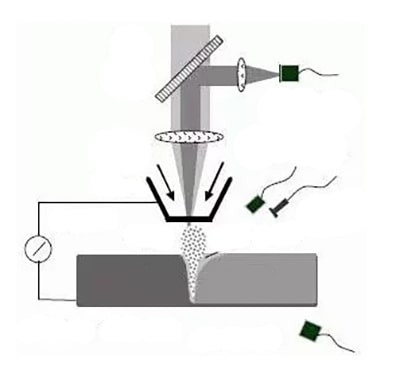
Beim Laserschweißen wird die Oberfläche des Materials durch Laserstrahlung erhitzt, wobei die Wärme durch Wärmeübertragung nach innen geleitet wird. Durch die Steuerung von Parametern wie Laserpulsdauer, -energie, -spitzenleistung und -wiederholfrequenz wird auf dem Werkstück ein spezifisches Schmelzbad gebildet.
Punktschweißen der Schweißnaht
Kontinuierliches Laserschweißen
Das Laserschweißen kann entweder mit einem kontinuierlichen oder einem gepulsten Laserstrahl erfolgen.
Das Prinzip des Laserschweißens lässt sich in zwei Kategorien unterteilen: Wärmeleitungsschweißen und Laser-Tiefschweißen Durchschweißung.
Wärmeleitfähiges Schweißen: Tritt auf, wenn die Leistungsdichte weniger als 10 % beträgt.10W cm2.
Laser-Durchstrahlschweißen: Tritt auf, wenn die Leistungsdichte 10 % übersteigt.10W cm2durch hohe Hitze "Löcher" im Metall bilden, gekennzeichnet durch hohe Geschwindigkeit und ein großes Verhältnis von Tiefe zu Breite.
Die Laserschweißtechnik ist in der Hochpräzisionsfertigung, z. B. bei Autos, Schiffen, Flugzeugen und Hochgeschwindigkeitsbahnen, weit verbreitet. Sie hat die Lebensqualität der Menschen erheblich verbessert und die Haushaltsgeräteindustrie in das Zeitalter der Präzisionsfertigung geführt.
Insbesondere die von Volkswagen entwickelte 42-Meter-Nahtschweißtechnik hat die Integrität und Stabilität der Karosserie erheblich verbessert.
Die Haier-Gruppe, ein führendes Haushaltsgeräteunternehmen, hat stolz die erste Waschmaschine auf den Markt gebracht, die mit der Technologie des nahtlosen Laserschweißens hergestellt wurde.
Die fortschrittliche Lasertechnologie hat das Potenzial, das Leben der Menschen entscheidend zu verändern.
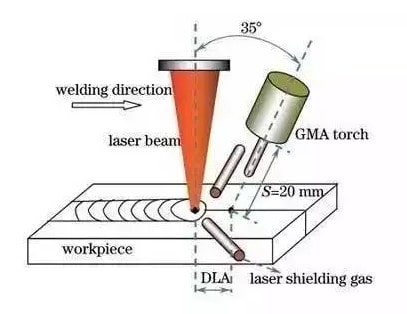
2. Laser-Hybrid-Schweißen
Das Laser-Hybridschweißen kombiniert das Laserstrahlschweißen mit der MIG-Schweißtechnologie (Metall-Inert-Gas), um optimale Schweißeffekte zu erzielen, die sich durch hohe Schweißgeschwindigkeiten und eine hervorragende Schweißnahtüberbrückung auszeichnen. Bei diesem Verfahren werden die Präzision und die hohe Energiedichte des Laserschweißens mit der Vielseitigkeit und den Zusatzwerkstoffmöglichkeiten des MIG-Schweißens kombiniert.
Vorteile des Laser-Hybrid-Schweißens
Das Laser-Hybridschweißen gilt aufgrund seiner zahlreichen Vorteile derzeit als eines der fortschrittlichsten Schweißverfahren:
Hohe Geschwindigkeit: Die Kombination von Laser- und MIG-Schweißen ermöglicht schnellere Schweißgeschwindigkeiten im Vergleich zu herkömmlichen Schweißverfahren.
Minimale thermische Verformung: Der konzentrierte Wärmeeintrag des Lasers reduziert die Gesamtwärmezufuhr und minimiert die thermische Verformung.
Kleine wärmebeeinflusste Zone (HAZ): Die präzise Steuerung des Lasers führt zu einer kleineren WEZ, wodurch die Metallstruktur und die mechanischen Eigenschaften der Schweißnaht erhalten bleiben.
Ausgezeichnete Schweißnahtqualität: Der hybride Ansatz verbessert die Schweißqualität, indem er die Tiefenwirkung des Laserschweißens mit den Möglichkeiten des MIG-Schweißens kombiniert.
Anwendungen des Laser-Hybrid-Schweißens
Das Laser-Hybridschweißen ist vielseitig und eignet sich für verschiedene Anwendungen, die über die Automobilblechstrukturen hinausgehen:
Autoindustrie: Ideal für das Schweißen von dünnen Blechen, die für Karosserien verwendet werden, und bietet hohe Präzision und Festigkeit.
Betonpumpen und Mobilkranausleger: In diesen Anwendungen wird häufig hochfester Stahl verwendet, und das Laser-Hybrid-Schweißen reduziert den Bedarf an zusätzlichen Prozessen wie dem Vorwärmen und senkt so die Kosten.
Schienenfahrzeuge: Sorgt für starke und dauerhafte Schweißnähte, die für die strukturelle Integrität von Schienenfahrzeugen erforderlich sind.
Konventionelle Stahlkonstruktionen: Anwendbar beim Bau von Brücken, Kraftstofftanks und anderen Stahlkonstruktionen, die robuste und zuverlässige Schweißnähte ergeben.
3. Reibrührschweißen
Das Rührreibschweißen (Friction Stir Welding, FSW) ist ein innovatives und hocheffektives Schweißverfahren, das Reibungswärme und plastische Verformungswärme als primäre Wärmequellen nutzt. Dieses Verfahren zeichnet sich besonders durch seine Fähigkeit aus, Werkstoffe zu verbinden, ohne sie zu schmelzen, wodurch ihre ursprünglichen Eigenschaften erhalten bleiben und Fehler minimiert werden.
Prozess-Übersicht
Beim FSW wird ein zylindrischer oder speziell geformter Stift, z. B. ein Gewindezylinder, in die Fuge des Werkstücks eingeführt. Der Schweißkopf, in dem sich der Stift befindet, rotiert mit hoher Geschwindigkeit und reibt an dem Material an der Verbindungsstelle. Durch diese Reibung entsteht Wärme, wodurch das Material erweicht und plastisch wird, ohne seinen Schmelzpunkt zu erreichen.
Die wichtigsten Schritte des Reibrührschweißens
Klemmen: Das Werkstück muss sicher auf einer Unterlage befestigt werden, um Bewegungen während des Schweißvorgangs zu verhindern.
Einsetzen und Drehen: Der Schweißkopf dreht sich mit hoher Geschwindigkeit, während der Stift in die Fuge eingeführt wird. Die Naht des Kantenwerkstücks bewegt sich relativ zum Schweißkopf.
Reibung und Rühren: Der vorstehende Teil des Schweißkopfes ragt in das Material hinein, erzeugt Reibung und rührt das erweichte Material. Die Schulter des Schweißkopfes reibt an der Oberfläche des Werkstücks und erzeugt zusätzliche Wärme. Dadurch wird ein Überlaufen des Kunststoffs verhindert und die Oxidschicht an der Oberfläche entfernt.
Schlüsselloch-Formation: Am Ende des Schweißvorgangs bleibt in der Regel ein Schlüsselloch an der Austrittsstelle des Schweißkopfes zurück. Dieses Schlüsselloch kann bei Bedarf entfernt oder mit einem anderen Schweißverfahren verschlossen werden.
Vorteile des Reibrührschweißens
Hochwertiges Schweißen: FSW erzeugt starke, hochwertige Schweißnähte mit minimalen Fehlern.
Vielseitigkeit: Es kann eine Vielzahl von unterschiedlichen Materialien schweißen, darunter Metalle, Keramik und Kunststoffe.
Leichte Mechanisierung und Automatisierung: Das Verfahren eignet sich gut für die Mechanisierung und Automatisierung, was zu einer gleichbleibenden Qualität führt.
Kosteneffizienz: FSW ist ein kosteneffizientes Verfahren aufgrund seiner hohen Effizienz und geringen Fehlerquote.
Anwendungen
Das Rührreibschweißen ist in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie, dem Schiffbau und der Eisenbahn weit verbreitet, wo hochfeste, qualitativ hochwertige Verbindungen unerlässlich sind. Seine Fähigkeit, unterschiedliche Materialien zu verbinden, macht es auch bei Fertigungsanwendungen wertvoll, die die Kombination verschiedener Materialeigenschaften erfordern.
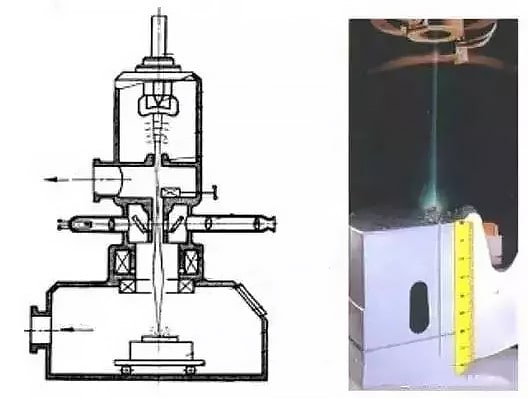
4. Elektronenstrahlschweißen (EBW)
Das Elektronenstrahlschweißen (EBW) ist eine hochentwickelte Schweißtechnik, bei der die von einem beschleunigten und fokussierten Elektronenstrahl erzeugte Wärmeenergie genutzt wird. Dieser Strahl beschießt das zu schweißende Material entweder in einer Vakuum- oder Nicht-Vakuum-Umgebung, um die gewünschte Schweißnaht zu erzielen.
Anwendungen
EBW wird in verschiedenen Hochpräzisionsindustrien eingesetzt, z. B:
Luft- und Raumfahrt
Atomenergie
Landesverteidigung und Militär
Automobilbau
Elektrische Instrumente
Die Technik wird wegen ihrer zahlreichen Vorteile bevorzugt, wie z. B. dem Fehlen von Elektroden, der geringeren Oxidation, der hervorragenden Wiederholbarkeit des Prozesses und der minimalen thermischen Verformung.
Arbeitsprinzip
Elektronenemission: Die Elektronen werden von der Kathode der Elektronenkanone emittiert.
Beschleunigung: Unter dem Einfluss einer Beschleunigungsspannung werden diese Elektronen auf das 0,3- bis 0,7-fache der Lichtgeschwindigkeit beschleunigt und gewinnen dabei erhebliche kinetische Energie.
Fokussierung: Der hochdichte Elektronenstrahl wird durch elektrostatische und elektromagnetische Linsen in der Elektronenkanone fokussiert.
Auswirkungen und Wärmeentwicklung: Wenn der Elektronenstrahl auf die Oberfläche des Werkstücks trifft, wird seine kinetische Energie in Wärmeenergie umgewandelt, wodurch das Metall schnell schmilzt und verdampft.
Schlüsselloch-Formation: Der unter hohem Druck stehende Metalldampf erzeugt auf der Oberfläche des Werkstücks ein kleines Loch, ein so genanntes Keyhole.
Schweißnaht-Bildung: Während sich der Elektronenstrahl und das Werkstück relativ zueinander bewegen, fließt das flüssige Metall um das Schlüsselloch herum und erstarrt, wodurch die Schweißnaht auf der Rückseite des Schweißbads entsteht.
Wichtigste Merkmale
Durchdringung und Leistungsdichte: Der Elektronenstrahl hat eine starke Eindringtiefe und eine hohe Leistungsdichte, was zu einem großen Tiefe-Breite-Verhältnis der Schweißnaht führt, das bis zu 50:1 betragen kann. Dies ermöglicht das Schweißen von Materialien mit großer Dicke in einem einzigen Durchgang, mit einer maximalen Schweißdicke von bis zu 300 mm.
Erreichbarkeit und Geschwindigkeit: EBW bietet eine hervorragende Zugänglichkeit und hohe Schweißgeschwindigkeiten, im Allgemeinen über 1 m/min.
Wärmebeeinflusste Zone: Das Verfahren erzeugt eine kleine Wärmeeinflusszone, was zu minimaler Schweißverformung und hoher struktureller Präzision führt.
Vielseitigkeit: Die Energie des Elektronenstrahls kann so eingestellt werden, dass ein breites Spektrum an Metalldicken von 0,05 mm bis 300 mm möglich ist, ohne dass eine Rille erforderlich ist. Dies macht EBW zu einer vielseitigen Option im Vergleich zu anderen Schweißverfahren.
Kompatibilität der Materialien: EBW eignet sich zum Schweißen einer Vielzahl von Werkstoffen, insbesondere von Aktivmetallen, Refraktärmetallen und hochwertigen Werkstücken.
5. Metallschweißen mit Ultraschall
Das Ultraschallschweißen von Metallen ist ein einzigartiges und fortschrittliches Verfahren zum Verbinden gleichartiger oder unterschiedlicher Metalle durch die Nutzung der mechanischen Schwingungsenergie der Ultraschallfrequenz. Im Gegensatz zu herkömmlichen Schweißverfahren ist beim Ultraschallmetallschweißen kein elektrischer Strom oder eine Hochtemperaturwärmequelle erforderlich, die auf das Werkstück einwirken.
Arbeitsprinzip
Beim Ultraschallschweißen von Metallen wird die Schwingungsenergie des Ultraschallwandlers unter statischem Druck in Reibungsarbeit, Verformungsenergie und einen begrenzten Temperaturanstieg umgewandelt. Dieser Prozess führt zu einer metallurgischen Verbindung zwischen den Fugen und schafft eine feste Schweißnaht, ohne die Grundmetalle zu schmelzen. Die mechanischen Schwingungen bewirken, dass die Metalloberflächen aneinander reiben, wodurch Oberflächenoxide und Verunreinigungen abgebaut werden und sich die sauberen Metalloberflächen auf molekularer Ebene verbinden können.
Vorteile
Das Ultraschallschweißen von Metallen bietet mehrere Vorteile:
Geschwindigkeit: Der Schweißvorgang ist schnell, oft in einem Bruchteil einer Sekunde abgeschlossen.
Energie-Effizienz: Im Vergleich zu herkömmlichen Schweißverfahren verbraucht es weniger Energie.
Hohe Fusionsfestigkeit: Die erzeugten Schweißnähte sind stark und haltbar.
Gute Leitfähigkeit: Bei diesem Verfahren bleibt die elektrische und thermische Leitfähigkeit der Materialien erhalten.
Mangel an Funken: Es gibt keine Funkenbildung, was es sicherer und sauberer macht.
Kalte Verarbeitung: Das Verfahren ähnelt der Kaltumformung, bei der thermische Verformungen und Eigenspannungen minimiert werden.
Anwendungen
Diese Schweißtechnik ist vielseitig und kann für Folgendes verwendet werden:
Ein-Punkt-Schweißen: Ideal für kleine, präzise Schweißnähte.
Mehrpunktschweißen: Geeignet für Anwendungen, die mehrere Schweißpunkte erfordern.
Schweißen von kurzen Bändern: Geeignet zum Verbinden von kurzen Metallbändern.
Zu den Materialien, die üblicherweise mit Ultraschall geschweißt werden, gehören:
Kupfer
Silber
Aluminium
Nickel
Andere Drähte und Bleche aus Nichteisenmetallen
Die Technologie wird in verschiedenen Branchen für Anwendungen wie z. B:
Schweißen von SCR-Leitungen (siliziumgesteuerter Gleichrichter)
Sicherungen
Elektrische Leitungen
Lithium-Batterie-Polstücke
Polzapfen
Beschränkungen
Trotz seiner Vorteile hat das Ultraschallschweißen von Metallen einige Einschränkungen:
Dicke: Die Dicke der geschweißten Metallteile sollte im Allgemeinen 5 mm nicht überschreiten.
Schweißpunktgröße: Der Schweißpunkt sollte nicht zu groß sein.
Druckanforderung: Um eine erfolgreiche Schweißung zu erreichen, muss ein ausreichender Druck ausgeübt werden.
6. Abbrennstumpfschweißen
Das Abbrennstumpfschweißen ist ein spezielles Schweißverfahren, bei dem zwei Metallteile durch Erhitzen mit elektrischem Widerstand und anschließende Druckausübung zusammengeschmiedet werden. Dieses Verfahren eignet sich besonders gut für die Verbindung von Metallen mit hoher elektrischer Leitfähigkeit und ist in verschiedenen industriellen Anwendungen weit verbreitet, z. B. bei der Herstellung von Eisenbahnschienen, Rohren und Strukturbauteilen.
Prinzip des Abbrennstumpfschweißens
Das Prinzip des Abbrennstumpfschweißens besteht darin, die beiden Enden der Metallteile mit einer Stumpfschweißmaschine in Kontakt zu bringen. Hier finden Sie eine detaillierte Beschreibung des Verfahrens:
Erstkontakt und Heizung:
Die beiden zu verschweißenden Metallteile werden von zwei Zangenelektroden festgehalten, die an eine Stromquelle angeschlossen sind.
Es werden eine niedrige Spannung und ein hoher Strom angelegt, wodurch sich das Metall an der Kontaktstelle aufgrund des elektrischen Widerstands erhitzt.
Wenn die bewegliche Klemme bewegt wird, berühren sich die beiden Endflächen der Teile leicht, wodurch sie elektrisiert und erhitzt werden.
Bildung eines Blitzes:
Durch die Erhitzung erreicht das Metall an der Kontaktstelle einen geschmolzenen Zustand, was zur Bildung eines Funkens oder Blitzes führt, wenn das flüssige Metall explodiert.
Dieser Blitzvorgang setzt sich fort, wenn sich die bewegliche Vorrichtung bewegt und beide Enden der Teile weiter erhitzt.
Schmieden und Schweißen:
Sobald das Metall die gewünschte Temperatur erreicht hat und ausreichend erweicht ist, werden die Enden der beiden Werkstücke zusammen extrudiert.
Der Schweißstrom wird abgeschaltet, und es wird schnell axialer Druck ausgeübt, um die Teile zusammenzuschmieden und die Verbindung zu verfestigen.
Die Widerstandsfähigkeit der Verbindung trägt dazu bei, dass die Hitze erhalten bleibt und eine starke Schweißnaht entsteht.
Detaillierte Prozessbeschreibung
Klemmen und Leistungsanwendung:
Die Metallteile werden durch Klemmelektroden sicher gehalten.
Die Stromversorgung wird aktiviert, und ein hoher Strom fließt durch die Kontaktstelle, wodurch Widerstandswärme entsteht.
Erhitzung und Blitzbildung:
Der anfängliche leichte Kontakt zwischen den Metallteilen führt zu einer lokalen Erwärmung.
Wenn sich das Metall erhitzt und einen geschmolzenen Zustand erreicht, entsteht aufgrund der Explosivität des flüssigen Metalls an der Kontaktstelle ein Blitz.
Diese Abkühlung setzt sich fort, wenn die bewegliche Klammer vorrückt, so dass beide Enden ausreichend erwärmt werden.
Endgültiges Schmieden und Erstarren:
Wenn die optimale Temperatur erreicht ist, wird die Schweißleistung abgeschaltet.
Durch axialen Druck werden die Metallteile zusammengeschmiedet, wodurch eine solide und starke Schweißverbindung entsteht.
Beispiel: Abbrennstumpfschweißen von Stahl
Beim Abbrennstumpfschweißen von Stahl werden zwei Stahlstäbe in eine Stumpfnaht eingefügt. Der durch die Kontaktstelle fließende Schweißstrom erzeugt Widerstandswärme, die das Metall zum Schmelzen bringt und einen starken Funken erzeugt. Dieser Funken setzt Spurenmoleküle frei und wird oft von einem stechenden Geruch begleitet. Der Schweißvorgang wird durch schnelles Aufbringen der Schmiedekraft abgeschlossen, was zu einer robusten und dauerhaften Schweißnaht führt.
Vorteile des Abbrennstumpfschweißens
Hochwertige Gelenke: Erzeugt starke und zuverlässige Schweißnähte mit hervorragenden mechanischen Eigenschaften.
Wirkungsgrad: Das Verfahren ist relativ schnell und kann für hohe Produktionsraten automatisiert werden.
Vielseitigkeit: Geeignet für eine breite Palette von Metallen und Anwendungen, einschließlich industrieller Großprojekte.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Stellen Sie sich vor, die Produktionslinie Ihrer Fabrik kommt plötzlich wegen eines Lecks in einer wichtigen Rohrleitung zum Stillstand. Wie können Sie das Problem beheben, ohne weitere Schäden oder Ausfallzeiten zu riskieren? Diese...
Warum ist das Hartlöten von Sinterkarbid eine solche Herausforderung? In diesem Artikel werden die Grundlagen des Hartlötens dieses unglaublich harten Werkstoffs erläutert und die Verfahren, Werkstoffe und Techniken beschrieben, die erforderlich sind, um starke,...
Wussten Sie, dass Schweißen versteckte Spannungen hinterlassen kann, die Strukturen schwächen? In diesem Artikel werden sechs wirksame Methoden zur Beseitigung von Schweißeigenspannungen vorgestellt, die die Haltbarkeit und Sicherheit von...
Haben Sie sich jemals gefragt, was Schweißdrähte aus Aluminiumlegierungen so wichtig für starke, leichte und korrosionsbeständige Schweißnähte macht? In diesem Artikel werden die Eigenschaften dreier beliebter Schweißdrähte aus Aluminiumlegierungen...
Warum versagen manche Bewehrungskonstruktionen trotz sorgfältiger Planung? Schweißfehler könnten der Grund dafür sein und erhebliche strukturelle Probleme verursachen. Dieser Artikel befasst sich mit sechs häufigen Schweißfehlern im Betonstahlbau,...
Um eine einwandfreie Schweißnaht zu erzielen, ist mehr als nur Geschicklichkeit erforderlich; es kommt darauf an, das Zusammenspiel von Spannung und Strom zu beherrschen. Diese beiden Parameter sind das Lebenselixier des Schweißens und bestimmen alles, von der...
Haben Sie sich jemals gefragt, wie Wolkenkratzer hoch stehen oder Autos zusammengeschweißt bleiben? Dieser Blog enthüllt die Magie hinter elektrischen Schweißgeräten. Erfahren Sie mehr über Top-Hersteller wie Lincoln Electric und Miller Welds,...
Haben Sie sich jemals gefragt, welche Schweißgerätehersteller heute in der Branche führend sind? Dieser Artikel befasst sich mit den zehn führenden Schweißgeräteherstellern und hebt ihre Innovationen, globale Präsenz und einzigartigen Stärken hervor....
Haben Sie sich jemals gefragt, was die Zahlen und Buchstaben auf Schweißdrähten bedeuten? Dieser Artikel entmystifiziert das Kodierungssystem für Kohlenstoff- und Edelstahlschweißdrähte und hilft Ihnen, ihre Zugfestigkeit,...