Entdecken Sie über 10 Lasertypen für verschiedene Anwendungen
Laser sind ein faszinierendes und vielfältiges Werkzeug der modernen Technik. Wussten Sie, dass es mehr als zehn verschiedene Arten von Lasern gibt, von denen jeder eine einzigartige Anwendung hat? Von medizinischen Verfahren bis hin zu hochmodernen Kommunikationssystemen werden diese Laser auf der Grundlage ihrer Arbeitsweise, Wellenlänge und Dotierungsmaterialien klassifiziert. In diesem Artikel gehen wir auf die besonderen Merkmale und Verwendungszwecke der verschiedenen Laser ein und geben Einblicke in die Vorteile, die jeder Lasertyp für unterschiedliche Branchen bietet. Seien Sie gespannt, wie diese Lichtstrahlen unsere Welt verändern!
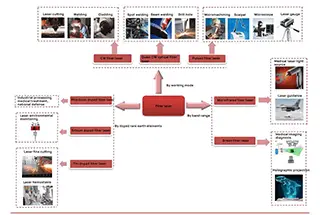
Faserlaser haben eine breite Palette von Anwendungen, und die Unterteilungstypen können spezielle Anforderungen erfüllen.
Es gibt viele Klassifizierungsmethoden für FaserlaserDie gebräuchlichsten unter ihnen werden nach Arbeitsweise, Bandbereich und mittelstark dotierten Seltenen Erden klassifiziert.
Laser werden in der Regel nach einer oder zwei dieser drei Kategorien benannt.
So wird beispielsweise die YLM-QCW-Serie von IPG in quasi kontinuierliche Ytterbium-dotierte Faserlaser umgesetzt.
Faserlaser haben eine breite Palette von Anwendungen.
Verschiedene unterteilte Laser haben unterschiedliche Eigenschaften und geeignete Anwendungsbereiche.
Der mittlere Infrarotbereich beispielsweise ist für das menschliche Auge ungefährlich und kann in Wasser stark absorbiert werden. Es ist eine ideale medizinische Laserquelle;
Die Erbium-dotierte Faser kann aufgrund ihrer geeigneten Wellenlänge das Fenster der Glasfaserkommunikation öffnen, die im Bereich der Glasfaserkommunikation weit verbreitet ist;
Aufgrund seiner Sichtbarkeit ist der grüne Laser in der Unterhaltung und Projektion unverzichtbar.
Abb. 1 Anwendungsschema der Laserunterteilung und Klassifizierung entsprechend der relevanten Branchen
Die Spitzenleistung des Pulslasers ist hoch und die Bearbeitungsgeschwindigkeit des quasi kontinuierlichen Lasers ist schnell.
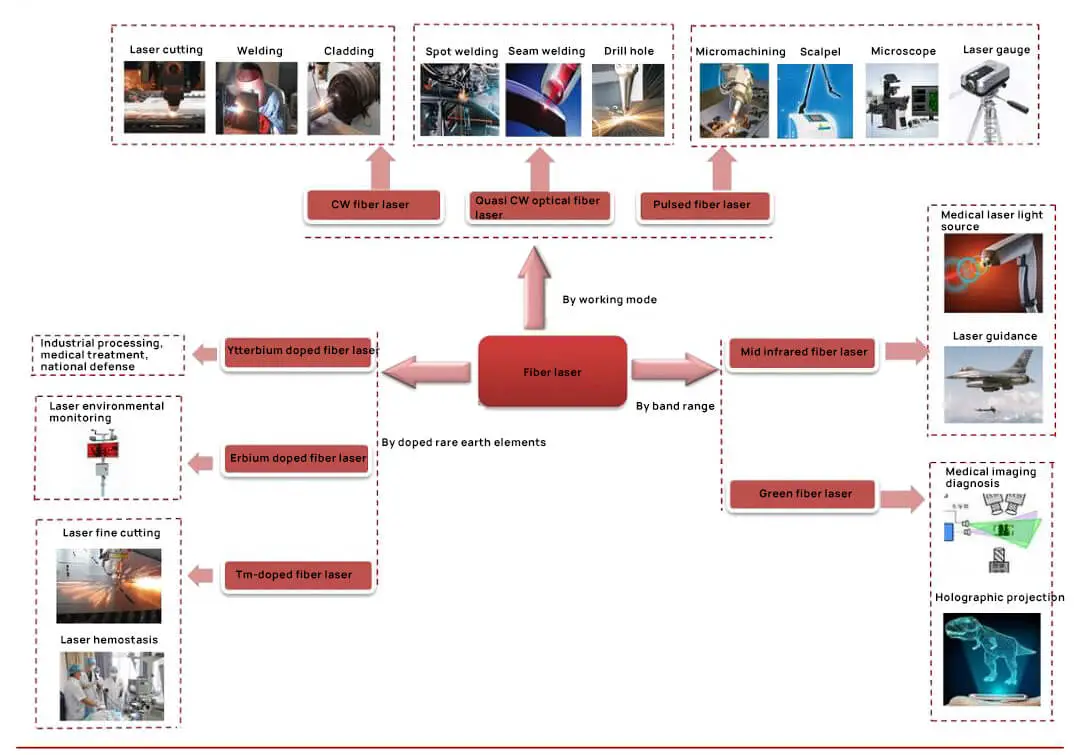
Je nach Arbeitsweise lassen sich Faserlaser in modengekoppelte Faserlaser, gütegeschaltete Faserlaser, quasi kontinuierliche Faserlaser und kontinuierliche Faserlaser unterteilen.
Zu den technischen Ansätzen zur Realisierung gepulster Faserlaser gehören vor allem die Güteschaltungstechnologie, die Modenverriegelungstechnologie und die Seed-Source-Hauptoszillationsleistungsverstärkung (MOPA-Technologie).
Die Mode-Locking-Technologie kann Folgendes erreichen Femtosekunde oder Pikosekunde Die Spitzenleistung des Impulses ist hoch, im Allgemeinen in der Größenordnung von Megawatt, aber die durchschnittliche Leistung des Ausgangsimpulses ist niedrig;
Geschaltete Faserlaser können Pulslaser mit einer Pulsbreite von Nanosekunden, einer Spitzenleistung von Kilowatt und einer Pulsenergie von Megajoule erzeugen.
Die Pulsbreite des quasi-kontinuierlichen Lasers beträgt Mikrosekunden, und der kontinuierliche Laser wird von der Pumpquelle kontinuierlich mit Energie versorgt, um über einen langen Zeitraum Laserleistung zu erzeugen.
Abb. 2 Arbeitsmodus und Pulsbreite des Faserlasers
Der CW-Faserlaser ist das Hauptprodukt des Hochleistungslasers.
Die Laserleistung des CW-Lasers ist kontinuierlich, was in den folgenden Bereichen weit verbreitet ist LaserschneidenSchweißen und Verkleiden.
Die Laserpumpquelle liefert kontinuierlich Energie und erzeugt über einen langen Zeitraum Laserleistung, so dass ein kontinuierlicher Laser entsteht.
Die Anzahl der Teilchen in jedem Energieniveau und das Strahlungsfeld im Hohlraum haben eine stabile Verteilung.
Seine Arbeitseigenschaft besteht darin, dass die Anregung des Arbeitsmaterials und die entsprechende Laserleistung in einem langen Zeitbereich kontinuierlich erfolgen kann.
Der durch eine kontinuierliche Lichtquelle angeregte Faserlaser ist ein kontinuierlicher Faserlaser.
Verglichen mit anderen Arten von LasernKontinuierliche Faserlaser können eine relativ hohe Leistung erreichen. IPG hat einen Singlemode-Faserlaser mit 20000 Watt Leistung hergestellt, der häufig in den Bereichen Laserschneiden, Schweißen und Beschichten eingesetzt wird.
Der Quasi-CW-Faserlaser kann in zwei Modi betrieben werden, wodurch sich die Bearbeitungsgeschwindigkeit deutlich erhöht
Quasi-CW-Laser können gleichzeitig im Dauerbetrieb und im Pulsbetrieb mit hoher Spitzenleistung arbeiten.
Laut der offiziellen Website von IPG sind die Spitzenleistung und die Durchschnittsleistung eines herkömmlichen CW-Lasers im CW- und CW/Modulationsmodus immer gleich, während die Spitzenleistung eines Quasi-CW-Lasers im Pulsmodus 10 Mal höher ist als die Durchschnittsleistung.
So können Mikrosekunden- und Millisekundenimpulse mit hoher Energie bei Wiederholfrequenzen von einigen zehn Hertz bis zu Tausenden von Hertz erzeugt werden, und es lassen sich Durchschnitts- und Spitzenleistungen von mehreren Kilowatt realisieren.
Quasi-CW-Faserlaser bieten eine höhere elektro-optische Umwandlungseffizienz und verbessern die Verarbeitungsgeschwindigkeit und Produktionseffizienz erheblich.
Im Vergleich zu anderen Lasersystemen kann der Quasi-CW-Faserlaser die photoelektrische Umwandlungseffizienz um das Zehnfache steigern und bei passiver Kühlung eine elektrooptische Umwandlungseffizienz von mehr als 30% erreichen.
Aufgrund seiner hohen durchschnittlichen Leistung und Pulsfolgefrequenz ist seine Verarbeitungsgeschwindigkeit 3-4 mal so hoch wie die der meisten Laser.
Die deutlich reduzierten Stromkosten, der Wegfall von Verbrauchsmaterialien und Ersatzteilen, der geringe Wartungsaufwand und die nicht erforderliche Vorwärmzeit führen zu einer Kostenoptimierung.
Gepulste Faserlaser können Energie komprimieren und Spitzenleistung abgeben.
Gepulste Faserlaser werden in gütegeschaltete Faserlaser und modengekoppelte Faserlaser unterteilt.
Bei der Q-Switching-Technologie wird die Laserenergie in einem kurzen Zeitintervall komprimiert, um einen Laserausgang mit hoher Spitzenleistung und geringer Pulsbreite zu erzeugen.
Das Prinzip der Güteschaltung besteht darin, dem Laser eine Vorrichtung zur Einstellung der Verluste hinzuzufügen.
In den meisten Zeitbereichen ist der Verlust des Lasers sehr groß und es wird fast kein Licht abgegeben.
Verringern Sie in kurzer Zeit den Verlust des Geräts, so dass der Laser einen kurzen Impuls mit hoher Intensität ausgibt.
Der Güteschalter ist das Kernstück der gütegeschalteten Technologie, mit der gütegeschaltete Faserlaser aktiv oder passiv realisiert werden können.
Der gütegeschaltete Pulsfaserlaser zeichnet sich durch eine hohe Spitzenleistung, eine hohe Einzelpulsenergie und einen optionalen Spotdurchmesser aus.
Es ist weit verbreitet in der Markierung, Präzisionsbearbeitung, grafische Markierung, tiefe Gravur, Blechpräzisionsschneiden, Bohren und anderen Bereichen der nicht-metallischen, Gold, Silber, Kupfer, Aluminium und nicht-high Reflexion verwendet Werkstoff Edelstahl.
In Bezug auf die Markierungsanwendung, verglichen mit CO2 Laser sind die Kosten niedriger und die Leistung ist stabiler.
Faserlaser mit Modenverriegelung erzeugen ultrakurze Pulse durch aktive oder passive Modenverriegelung.
Begrenzt durch die Reaktionszeit des Modulators ist die durch aktive Betriebsartverriegelung erzeugte Impulsbreite groß und liegt im Allgemeinen in der Größenordnung von Pikosekunden;
Bei der passiven Modenverriegelung werden passive Modenverriegelungsgeräte mit kurzer Ansprechzeit verwendet, die Femtosekundenpulse erzeugen können.
Das kurze Prinzip der Modenkopplung besteht darin, durch geeignete Maßnahmen dafür zu sorgen, dass die voneinander unabhängigen longitudinalen Moden im Resonator in einem bestimmten Phasenverhältnis zueinander stehen.
Selbst wenn die Phasendifferenz benachbarter longitudinaler Moden konstant ist, gibt der Laser Pulse mit extrem schmaler Pulsbreite und hoher Spitzenleistung ab.
Der modengekoppelte Pulslaser hat die Vorteile einer ausgezeichneten Strahlqualität, einer ultrakurzen Pulsbreite und einer hohen Pulsenergie.
Sie eignet sich für die Mikrobearbeitung verschiedener Materialien, darunter Metall, Glas, Keramik, Silizium und Kunststoffe.
Im medizinischen Bereich werden modengekoppelte Laser auch in Laserskalpellen oder in der Augenchirurgie eingesetzt.
So werden zum Beispiel photochemische Effekte auch für die Hautpflege genutzt.
Aufgrund der Eigenschaften kurzer Pulse und hoher Spitzenleistungen werden modengekoppelte Laser in verschiedenen Methoden der Bildgebung, Mikroskopie und Spektroskopie eingesetzt.
Sie werden auch in den Bereichen elektro-optische Abtastmessung, Abstandsmessung, Frequenzmessung und Zeitmessung in integrierten elektronischen Schaltungen eingesetzt.
Nahinfrarotlicht ist der Hauptstrom, und grünes Licht und Ferninfrarotlicht haben ihre eigenen Merkmale.
Der von einem Faserlaser direkt abgegebene Laser ist meist Nahinfrarotlicht mit einer Wellenlänge zwischen 960 nm und 2,05 μm.
Entsprechend der Reihenfolge der Wellenlängen von kurz bis lang umfasst die Laserkategorie alle Arten von Lasern von Röntgenstrahlen bis zum fernen Infrarot, mit Wellenlängen von 0,001 nm bis 1000 Mikrometer.
Der von Faserlasern direkt abgegebene Laser ist hauptsächlich im nahen Infrarotbereich angesiedelt.
Um jedoch den Anforderungen verschiedener Anwendungen gerecht zu werden, können Faserlaser durch Frequenzverdopplung sichtbares Licht ausgeben, und die Hauptanwendung ist grünes Licht;
Durch die Dotierung der Glasfaser mit Fluorid kann mittelinfrarotes Licht abgegeben werden.
Abb.3 Liste der verschiedenen Wellenlängen von Lichtwellenleitern
Faserlaser im mittleren Infrarotbereich sind für das menschliche Auge sicher und eignen sich ideal als medizinische Laserquelle.
Die Wellenlänge von Lasern im mittleren Infrarotbereich liegt hauptsächlich zwischen 23 und 3,9 Mikrometern, für deren Anregung ein mit Seltenen Erden dotiertes Fluorglasfasermedium erforderlich ist.
Aus dem Fluoreszenzspektrum, das durch den Infrarotübergang eines Faserlasers erzeugt wird, ist ersichtlich, dass holmiumdotierte Ionen (Ho3 +) und erbiumdotierte Ionen (Er3 +) direkt erzeugt werden können, wenn sie unter geeigneten Bedingungen angeregt werden.
Fluorid-Glasfaserlaser haben einen hohen Wirkungsgrad und eine hohe Ausgangsleistung im Bereich von 2,3 ~ 3,5μm, wobei die Wellenlänge mehr als 3,5μm beträgt.
Es gibt nur sehr wenige Materialien, die die niedrige Phononenenergie erreichen, die für die Übertragung von Lichtwellenleitern und die Strahlung von Seltenen Erden erforderlich ist.
Ein einfach dotierter Ho3+Fluorid-Faserlaser erzeugt bei niedriger Temperatur einen 3,9μm-Bandlaser, der derzeit die längste Wellenlänge der direkten Ausgabe hat.
Abb.4 Verhältnis zwischen maximaler Ausgangsleistung und Emissionswellenlänge verschiedener Seltenerdionen-Faserlaser
Aufgrund seiner Wellenlängeneigenschaften kann der Laser im mittleren Infrarotbereich das atmosphärische Fenster öffnen und findet breite Anwendung in der Laserführung, -positionierung und -messung.
Im militärischen Bereich erfordert die Anwendung der gerichteten Laserenergie und die Übertragung über große Entfernungen durch atmosphärische Sendefenster eine starke Strahlenergie.
Bei der Infrarot-Raketenabwehr kann der Laser im mittleren Infrarotbereich das atmosphärische Transmissionsfenster von 3 ~ 5μm erreichen.
Der mittelgroße Infrarot-Faserlaser mit mehreren Kilowatt Singlemode-Ausgangsleistung kann auch in Kriegsplattformen der Landesverteidigung eingesetzt werden, z. B. zur Abwehr von Marschflugkörpern, zur Raketensteuerung und zur Luftraumaufklärung durch Drohnen.
Faserlaser im mittleren Infrarotbereich werden wegen ihrer starken Richtwirkung und der Sicherheit für das menschliche Auge häufig im medizinischen Bereich eingesetzt.
Der Bereich des mittleren Infrarot-Lasers ist für das menschliche Auge ungefährlich und kann in Wasser stark absorbiert werden.
Aufgrund der starken Richtwirkung des Lasers kann die Eindringtiefe in das Gewebe gering und der Bereich der physischen Schädigung in der Laserchirurgie sehr klein sein, so dass eine hohe Präzision erreicht werden kann.
In der modernen Medizin wird der mittlere Infrarotlaser in der medizinischen Anwendung hauptsächlich zur Behandlung oder Abtragung von krankem Gewebe eingesetzt.
Es wurde in der Orthopädie, Gastroenterologie und Urologie weithin eingesetzt.
Er hat sich zu einer idealen medizinischen Laserlichtquelle für die Abtragung und das Schneiden von Harngewebe, die Dampfbehandlung und die Entfernung ausgefallener Organe entwickelt.
Beim Schneiden von fett-, knochen- und proteinreichem Gewebe verursacht der Einsatz eines mittleren Infrarotlasers geringfügige Schäden.
Grüner Faserlaser mit hoher spektraler Helligkeit und Umwandlungseffizienz von 84%
Faserlaser können durch Frequenzverdopplung eine grüne Lichtleistung erzielen.
Obwohl der frequenzverdoppelte grüne Faserlaser kein grüner Faserlaser im engeren Sinne ist, weil sein Aktivierungsmedium den 532-nm-Laserstrahl nicht direkt freisetzt, bietet diese Art von Faserlaser einen engen Bereich von Pulsdauer und Wiederholfrequenz bis zu 600 kHz.
Die Laserquelle mit hoher spektraler Helligkeit fördert eine effiziente Umwandlung und erreicht eine Umwandlungseffizienz von 84% und eine elektrooptische Umwandlungseffizienz von mehr als 20%.
Ein Upgrade auf hohe Leistung bei 355 und 266 nm ist möglich.
Der grüne Laser findet breite Anwendung in den Bereichen Druck, medizinische Behandlung, Datenspeicherung, Militär, Biologie und anderen Bereichen.
Der grüne Faserlaser von IPG kann beispielsweise in den Bereichen Partikelabbildung, Geschwindigkeitsmessung / Strömungsvisualisierung, Bilddiagnose und Chirurgie, optische Erfassung / optische Pinzette, Solarzellenherstellung, Fertigungsinspektion und Qualitätskontrolle, Holografie und Interferometrie, Unterhaltung und Projektion usw. eingesetzt werden.
Ytterbium-dotierte Fasern dominieren, und Erbium-dotierte Thulium-dotierte Fasern haben ihre eigene Arbeitswellenlänge.
Der Faserlaser verwendet hauptsächlich mit Seltenen Erden dotierte Fasern als Verstärkungsmedium, und verschiedene Seltene Erden entsprechen verschiedenen Arbeitswellenlängen.
Bei dotierten Fasern werden dem Faserkern Verunreinigungen, wie z. B. Seltene-Erden-Ionen, hinzugefügt, was zu einer Veränderung der Faser führt und einen Lasereffekt bewirkt.
Das Funktionsprinzip besteht darin, dass das Pumplicht zunächst über das Kopplungssystem in das mit Seltenerd-Ionen dotierte Verstärkungsmedium eingekoppelt wird, woraufhin die Seltenerd-Ionen im dotierten Kern die Energie des Pump-Photons absorbieren und einen Energieniveauübergang erzeugen.
Beispielsweise können Seltene Erden wie Erbium (Er3 +), Praseodym (Pr3 +), Thulium (Tm3 +), Neodym (Nd3 +) und Ytterbium (Yb3 +) als Dotierstoffe zur Herstellung von Lichtleitfasern verwendet werden, aus denen dann dotierte Faserverstärker (XDFA) und Faserlaser (XDFL) entstehen.
Verschiedene Seltene Erden arbeiten in unterschiedlichen Wellenlängenbereichen, aber sie liegen im nahen Infrarotbereich.
Abb. 5 Betriebswellenlängen von Seltenerd-Ionen in häufig dotierten Kernen.
Ytterbium-dotierte Faserlaser sind die führende Kraft in der Laserindustrie.
Ytterbium-dotierte Faserlaser haben sich aufgrund ihrer hohen Stabilität, guten Strahlqualität und hohen Steigungseffizienz rasch entwickelt.
Ytterbium-dotierte Fasern haben viele Vorteile.
Der mit Ytterbium dotierten Fasern entwickelte Faserlaser hat eine hohe Steigungseffizienz und optische Umwandlungseffizienz und kann eine hohe Laserleistung im 1m-Band erzielen.
Daher hat sie große Aufmerksamkeit auf sich gezogen und sich schnell entwickelt.
Er ist zur wichtigsten treibenden Kraft in der Laserindustrie geworden und hat gute Anwendungsmöglichkeiten in der industriellen Verarbeitung, der medizinischen Behandlung, der nationalen Verteidigung und anderen Bereichen.
Die meisten Laserprodukte von Ruike Laser verwenden Ytterbium-dotierte Fasern.
Tabelle 2. Vergleich der wichtigsten spiegeldotierten Glasfaserprodukte in- und ausländischer Unternehmen
Unternehmen
Technologie übernehmen
Produktstatus/Preis
Kerndurchmesser( μ m)
Durchmesser der Ummantelung
Numerische Kernapertur NA
Nufern
Super large mode field mirror dotierte Faser (drei Mantel)
VerkaufenUSD 1030 / M
290.0±20.0
400±18
0.110±0.010
NIcht
Doppelmantel-Ytterbium-dotierte Faser mit großem Modenfeld
Verkaufen
20.0±1.5
400±10.0
0.070±0.005
Changfei optische Faser
Doppelt ummantelte Ytterbium-Faser mit großem Modenfeld
Verkaufen
20.0±2.0
400±15.0
0.06±0.01
Leuchtturm-Technologie
Doppelt ummantelte Ytterbium-dotierte Faser
Verkaufen
20.0±2.0
400±5.0
0.075±0.005
Wuhan Ruixin
Doppelmantel-Ytterbium-dotierte Faser mit großem Modenfeld
Verkaufen
20.0±1.5
400.0±10.0
0.065±0.005
Ytterbium-dotierte Faserlaser werden hauptsächlich für Dauerlaser und gepulste gütegeschaltete Laser eingesetzt.
Aufgrund der einfachen Energieniveau-Struktur des Ytterbium-Ions und des geringen Teilchenverlusts hat der Laser eine hohe Umwandlungseffizienz und einen geringen thermischen Effekt bei hoher Leistung, und die Verstärkungsbandbreite ist groß (975nm ~ 1200nm).
Gleichzeitig ist die Lebensdauer von Ytterbium-Ionen im oberen Bereich relativ lang, in der Regel etwa 1 Millisekunde.
Diese Faktoren begünstigen die Q-Switching-Technologie.
Daher wurde eine ultrakurze Pulsausgabe in einem Pulslaser realisiert.
Im Bereich der CW-Laser hat die Ausgangsleistung von Ytterbium-dotierten Faserlasern die Größenordnung von 10000 Watt erreicht.
Der Erbium-dotierte Faserlaser ist ein einzigartiges Glasfaser-Kommunikationsfenster
Erbium-dotierte Faserlaser zeichnen sich durch eine sichere Wellenlänge und eine extrem hohe Pulsenergie aus. Erbium-dotierte Faserlaser können Single-Mode-Betrieb, mit extrem schmaler Linienbreite, gute Monochromatizität und Stabilität zu realisieren.
Erbium-Ionen haben eine große Verstärkungsbandbreite, die die Multimode-Oszillation in der Laserkavität verstärken kann, um einen Ultrakurzpulslaser zu realisieren.
Aufgrund seiner einzigartigen Eigenschaften für die Sicherheit des menschlichen Auges ("Sicherheit für das menschliche Auge" bedeutet, dass der Laser mit einer Wellenlänge von 1,5 μm deutlich unter der Schwelle für die Schädigung des menschlichen Auges liegt) hat er eine breite Palette praktischer Anwendungen in den Bereichen optische Kommunikation im freien Raum, Lidar, Umwelterkennung, Werkstückkalibrierung und industrielle Verarbeitung.
Erbium-dotierte Fasern sind aufgrund ihrer geeigneten Wellenlänge in der Glasfaserkommunikation weit verbreitet.
Da die Erbium-dotierte Faser bei einer Wellenlänge von 1550 nm eine hohe Verstärkung aufweist, entspricht ihr spektrales Verstärkungsprofil von etwa 40 nm dem besten Fenster für geringe Verluste in der Glasfaserkommunikation, was einen potenziellen Anwendungswert hat.
Thulium-dotierte Faserlaser können die Absorptionseigenschaften von wässrigen Materialien verbessern
Thulium-dotierte Faserlaser zeichnen sich durch eine niedrige Schwelle, hohe Effizienz und gute Strahlqualität aus.
Thulium-dotierter Faserlaser ist der Forschungs-Hotspot der Faserlaser im Bereich der sicheren Wellenlänge für menschliche Augen, und Thulium-dotierter Faserlaser kann im S-Band (150 - 75mm) arbeiten.
Sie spielt eine sehr wichtige Rolle bei der Erschließung des Frequenzraums potenzieller Kommunikationsressourcen und der Verbesserung der Kapazität von Glasfaserkommunikationssystemen.
Gütegeschaltete und kontinuierliche thuliumdotierte Faserlaser haben sich in den letzten Jahren zu höheren Durchschnittsleistungen entwickelt.
Inzwischen gibt es eine Reihe von Anbietern, die kommerzielle Pulslaser mit einer durchschnittlichen Leistung von 10 W anbieten.
Thulium-dotierte Faserlaser finden breite Anwendung in der medizinischen Laserbehandlung, Lidar, Weltraumlicht-Fernerkundung und anderen Bereichen.
Die Ausgangswellenlänge des thuliumdotierten Faserlasers beträgt etwa 2μm.
Die starke Absorptionsbande von flüssigem Wasser liegt bei ca. 1950 nm, was nahe an der Wellenlänge von Standard-Thulium-Faserlasern liegt, so dass die Absorptionseigenschaften deutlich verbessert werden.
Wasser kommt im Allgemeinen in vielen organischen und anorganischen Verbindungen vor, was bedeutet, dass eine große Anzahl von Materialien die Absorptionseigenschaften im 2μm-Spektralbereich verbessert.
Daher gelten thuliumdotierte Faserlaser als ideale Lichtquellen für die Medizin, die Augensicherheit, die ultraschnelle Optik, die Fernerkundung im Nahbereich und die Biologie und haben eine gute Entwicklungsperspektive.
Gleichzeitig hat der thuliumdotierte Faserlaser in der Medizin viele Anwendungsmöglichkeiten, wie z. B. die beschleunigte Verdampfung, die ultrafeine Schneidetechnik und die Blutstillung in der Medizin.
Thulium-dotierte Hochleistungs-Faserlaser können nicht nur für die sichere Wellenlänge des menschlichen Auges und als Lidar-Lichtquelle verwendet werden, sondern auch als Pumpquelle für Festkörper-Kristalllaser, um die Ausgabe von Infrarot-Lasern mit längerer Wellenlänge zu realisieren.
Abb. 6 Absorptionseigenschaften von flüssigem Wasser bei verschiedenen Wellenlängen
Faserlaser haben herausragende Leistungsvorteile und einen deutlichen Substitutionseffekt.
Kohlendioxidlaser haben eine geringe Lichtumwandlungseffizienz und hohe Kosten.
Der Kohlendioxidlaser ist eine Art Molekularlaser.
Er ist einer der häufigsten Hochleistungs-CW-Laser.
Das Hauptmaterial ist ein Kohlendioxidmolekül.
Die Hauptstruktur von CO2 Laser umfasst Laserröhre, optischen Resonator, Stromversorgung und Pumpe.
Das Hauptmerkmal ist, dass die Ausgangsleistung groß ist und kontinuierlich gearbeitet werden kann, aber die Struktur ist komplex, das Volumen ist groß und die Wartung ist schwierig.
Abb. 7 Aufbau eines Kohlendioxidlasers
Die Teilchenzahlinversion ist der Schlüssel zur Lumineszenz des Kohlendioxidlasers.
Zu den Arbeitsstoffen im Kohlendioxidlaser gehören Kohlendioxid, Stickstoff und Helium. Nach Einspeisung der Gleichstromversorgung werden die Stickstoffmoleküle im Mischgas durch Elektronenstoß angeregt.
Wenn die angeregten Stickstoffmoleküle mit Kohlendioxidmolekülen zusammenstoßen, übertragen sie Energie auf die Kohlendioxidmoleküle, so dass die Kohlendioxidmoleküle von einem niedrigen Energieniveau in ein hohes Energieniveau übergehen, eine Teilchenzahlinversion bilden und einen Laser aussenden.
Abb.8 Schematische Darstellung des Emissionsprozesses eines Kohlendioxidlasers
Glasfaser- und Kohlendioxidlaser haben ihre eigenen Vorteile, so dass je nach Bedarf unterschiedliche Werkzeuge gewählt werden sollten.
Von den derzeit weit verbreiteten Schneidtechnologien sind Faserlaser und CO2 Laser haben ihre eigenen Vor- und Nachteile im Hinblick auf die spezifischen Anwendungsanforderungen.
Sie können einander nicht vollständig ersetzen, sondern müssen sich ergänzen und nebeneinander bestehen.
Bei der Bearbeitung von Materialtypen sind Faserlaser aufgrund des Absorptionseffekts nicht zum Schneiden von nichtmetallische Werkstoffewährend herkömmliche CO2 Laser eignen sich nicht zum Schneiden von stark reflektierenden Materialien wie Kupfer und Aluminium;
In Bezug auf die Schnittgeschwindigkeit ist die CO2 hat Vorteile bei Blechen mit einer Dicke > 6 mm, während der Faserlaser das Blech schneller schneidet;
Das Werkstück muss vor dem Laserschneiden durchdrungen werden, und die Perforationsgeschwindigkeit von CO2 ist wesentlich schneller als die des Faserlasers;
Im Hinblick auf die Qualität des Schnittes ist die CO2 Laser besser ist als der Faserlaser als Ganzes.
Tabelle 3. Vergleich zwischen Faserlaser und Kohlendioxidlaser
Faserlaser
Kohlendioxid-Laser
Material schneiden
Nichtmetallische Materialien können nicht geschnitten werden
Stark reflektierende Materialien haben eine schlechte Anpassungsfähigkeit
Schnittgeschwindigkeit
Offensichtliche Vorteile unter 3 mm
Kohlendioxid ist im Vorteil, wenn es größer als 6 mm ist.
Effizienz der Durchdringung
Die Geschwindigkeit ist relativ langsam
Je größer die Dicke, desto deutlicher der Vorteil
Qualität der Sektion
Geringfügig schlechter
Bessere Rauheit und Vertikalität
Faserlaser haben eine höhere Lichtumwandlungseffizienz und niedrigere Kosten.
Nach der Berechnung, die Kosten für die Nutzung von Faser-Laser ist 23,4 Yuan / Stunde, die Kosten für die Nutzung von Kohlendioxid-Laser ist 39,1 Yuan / Stunde, unter denen die Macht Kosten der Faser-Laser ist 7 Yuan / Stunde, die Wasserkühlung Kosten ist 8,4 Yuan / Stunde, und andere Kosten sind 8 Yuan / Stunde;
Die Stromkosten für Kohlendioxid-Laser ist 21 Yuan / Stunde, die Wasserkühlung Kosten 12,6 Yuan / Stunde, und andere Kosten sind 5,5 Yuan / Stunde.
Tabelle 4. Kostenvergleich zwischen Faserlaser und Kohlendioxidlaser
YAG-Laser hat eine geringe Energieumwandlungseffizienz oder wird nach und nach ersetzt.
YAG-Laser bezieht sich im Allgemeinen auf Nd. YAG-Laser (rubidiumdotierter Yttrium-Aluminium-Granat-Kristall) gehört zu Festkörperlaser.
Der Gehalt an Rubidiumatomen im Kristall beträgt 0,6 ~ 1,1%, wodurch gepulste oder kontinuierliche Laser erzeugt werden können, und das emittierte Licht ist infrarot mit einer Wellenlänge von 1,064μm.
Nd. Bei YAG-Lasern wird häufig eine Krypton- oder Xenonlampe als Pumplampe verwendet, da nur einige wenige Wellenlängen des Pumplichts von den Nd-Ionen absorbiert werden und der größte Teil der Energie in Wärmeenergie umgewandelt wird.
Im Allgemeinen ist die Energieumwandlungseffizienz von YAG-Lasern gering.
Abb. 9 Einfacher Aufbau eines Nd:YAG-Lasers
Mit der Entwicklung des Faserlasers kann der YAG-Laser allmählich ersetzt werden.
YAG-Laser wird hauptsächlich zum Schneiden und Schweißverfahren in der Industrie, aber mit der Entwicklung des Faserlasers kann der YAG-Laser allmählich durch den Faserlaser ersetzt werden.
Im Bereich des Schneidens hat der YAG-Laser niedrige Anschaffungskosten und kann hochreflektierende Materialien schneiden, aber er hat eine geringe Verarbeitungsleistung, einen hohen Energieverbrauch und langsames Schneiden Geschwindigkeit, während Faserlaser eine hohe Leistungseffizienz haben und keine Anpassung und Wartung erfordern;
Auf dem Gebiet des Schweißens, nach dem Aufkommen der quasi kontinuierliche Faser-Laser, begann es schnell zu ersetzen gepulsten Nd: YAG-Laser.
Im Vergleich zu YAG-Lasern können Quasi-CW-Faserlaser Pulsenergien von einigen Joule bis zu mehreren zehn Joule bei Pulsbreiten von Mikrosekunden bis Millisekunden liefern.
Die hohe Durchschnittsleistung und die hohe Impulsfolgefrequenz verbessern die Verarbeitungsgeschwindigkeit und die Produktionseffizienz erheblich.
Es ist gleichbedeutend mit den Vorteilen von Bohren und Schweißen von YAG-Lasern und die Schneidfähigkeit von CO2 Laser zur gleichen Zeit.
Niedrige Anschaffungskosten, geeignet zum Schneiden hochreflektierender Materialien
Die Schneidleistung ist hoch, die Effizienz ist schnell und die hohe Leistung kann in einem kleinen Paket realisiert werden.
Kostenperspektive
Ausgereifte Technologie ist relativ billig
Mit der schrittweisen Entwicklung der Technologie ist der Stromverbrauch gering.
Wartungswinkel
Keine optische Linse, justierungs- und wartungsfrei
Der Halbleiterlasertechnologie sind in diesem Stadium noch Grenzen gesetzt
Halbleiterlaser, auch bekannt als Laserdioden, verwenden Halbleitermaterialien als Arbeitsmittel.
Zu den gängigen Arbeitsmaterialien gehören Galliumarsenid und Cadmiumsulfid.
Es gibt drei Anregungsarten: elektrische Injektion, Elektronenstrahlanregung und optisches Pumpen.
Die Hauptvorteile von Halbleiterlasern sind das geringe Volumen, der niedrige Wirkungsgrad und der hohe Energieverbrauch.
Sie finden breite Anwendung in der Laserkommunikation, Lasertherapie und anderen Bereichen.
Darüber hinaus werden in der Regel Halbleiterlaser als Pumpquelle für Faserlaser verwendet.
Am Beispiel des Halbleiterlasers mit elektrischer Injektion werden dem Halbleitermaterial in der Regel GaAS (Galliumarsenid), InAS (Indiumarsenid), Insb (Indiumantimonid) und andere Materialien hinzugefügt, um eine Halbleiterdiode mit Oberflächenübergang herzustellen.
Wenn ein ausreichend großer Strom in die Diode eingespeist wird, verbinden sich die Elektronen (negativ geladen) und Löcher (positiv geladen) im mittleren aktiven Bereich spontan und geben die überschüssige Energie in Form von Photonen ab.
Nach der Abschirmung und Verstärkung des Resonators wird der Laser gebildet.
Abb. 10 Schematische Darstellung des einfachen Aufbaus eines Halbleiterlasers
Direkte Halbleiterlaser haben offensichtliche Eigenschaften und ein breites Spektrum an nachgeschalteten Anwendungen.
Direkte Halbleiterlaser haben eine kompakte Struktur, niedrige Wartungskosten und eine elektro-optische Umwandlungseffizienz von bis zu 47%. Er wird hauptsächlich in der Industrie zum Schweißen und Beschichten eingesetzt.
Halbleiterlaser mit niedriger Leistung werden hauptsächlich zum Kunststoff- und Zinnschweißen eingesetzt.
Durch das Lichtwellenleiter-Ausgangsschweißen ist eine berührungslose Fernsteuerung möglich, die sich gut in eine automatische Produktionslinie integrieren lässt;
Direkte Halbleiter der Kilowattklasse können zum Auftrags- und Beschlagschweißen verwendet werden.
Sie zeichnet sich durch einen großen Lichtfleck und eine hohe elektro-optische Umwandlungsrate aus.
Außerhalb der Industrie sind Halbleiterlaser auch in den Bereichen Militär, Information, Medizin und Biowissenschaften weit verbreitet.
Tabelle 6. Direkte Halbleiterlaseranwendungen
Feld
Antrag auf Unterteilung
Anwendungsszenario
Industrie
Schweißen
Kunststoffverarbeitung, Hardware-Schweißen
Verkleidung
Stahl, Luft- und Raumfahrt
Militär
Radar
Lidar-System, automatisches Identifizierungs- und Korrektursystem
Lenkung und Zündung
Laserstrahlführung, Laserzielen und Warnzielen
Informationen
Signalübertragung
Lichtquelle für faseroptische Kommunikation
Informationsrecherche
Spektralanalyse, optische Datenverarbeitung und optisches neuronales Netz
Medizinische Versorgung
Klinischer Betrieb
Weichteilresektion und Gewebevereinigung
Biowissenschaftliche Forschung
Optische Pinzette
Halbleiterlaser haben das Potenzial für Bearbeitungsanwendungen, sind aber durch technische Mängel eingeschränkt.
Die Forschung zeigt, dass der direkte Halbleiterlaser ein großes Potenzial für die Materialbearbeitung hat und eine bessere Schnittgeschwindigkeit und Schnittqualität als Faserlaser und Kohlendioxidlaser aufweist.
Der größte Nachteil von Halbleiterlasern ist jedoch ihre geringe Strahlqualität bei hohen Laserleistung.
Gegenwärtig sind industrielle Halbleiterlaser auf einige wenige Bearbeitungen, wie z. B. die Galvanisierung, beschränkt, Hartlöten und mehr und mehr Hochleistungsschweißen.
Es ist daher unwahrscheinlich, dass Halbleiterlaser in den nächsten Jahren den gesamten Bereich der Materialbearbeitung revolutionieren oder andere Lichtquellen ersetzen werden.
Tabelle 7. Vergleich der Schneidprozesse von direktem Halbleiterlaser, Faserlaser und Kohlendioxidlaser
Nach der obigen Analyse sind wir der Ansicht, dass im Vergleich zu CO2 Laser und YAG-Laser, Faserlaser hat offensichtliche Kosten- und Anwendungsvorteile, oder wird schrittweise ersetzt werden.
Gleichzeitig sind die Halbleiterlaser immer noch durch den technischen Engpass begrenzt.
Gegenwärtig sind ihnen noch Grenzen gesetzt, und es ist unwahrscheinlich, dass sie in den nächsten Jahren andere Lichtquellen ersetzen werden.
Daher gibt es einen großen Spielraum für die Verbesserung der Durchlässigkeit von Faserlasern.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie die Giganten der Werkzeugmaschinenindustrie unsere Welt gestalten? In diesem Artikel stellen wir Ihnen die sechs größten Werkzeugmaschinenhersteller in den Vereinigten Staaten vor. Sie werden entdecken...
In diesem Artikel befassen wir uns mit den wichtigsten Formeln für Trigonometrie, Schnittgeschwindigkeit, Vorschubraten und mehr. Sie erhalten praktische Einblicke, um Ihre Bearbeitungseffizienz und -genauigkeit zu verbessern. Machen Sie sich bereit, die...
In diesem Artikel erkunden wir die Welt der japanischen Werkzeugmaschinenhersteller, der unbesungenen Helden hinter vielen industriellen Innovationen. Entdecken Sie ihre Spitzentechnologien, ihr bewährtes Know-how und ihre bedeutenden Beiträge zu verschiedenen...
Haben Sie sich jemals gefragt, welche Unternehmen in der Fräsmaschinenindustrie führend sind? Dieser Artikel stellt die Top 10 Fräsmaschinenhersteller des Jahres 2024 vor und hebt ihre Innovationen, ihren globalen Einfluss und ihren Beitrag zur...
Haben Sie sich jemals über die faszinierende Geschichte der Drehmaschine gewundert, einer Werkzeugmaschine, die die Fertigung revolutioniert hat? In diesem fesselnden Blogbeitrag nehmen wir Sie mit auf eine Reise durch...
Haben Sie sich jemals gefragt, wer in Chinas Fräsmaschinenindustrie führend ist? In diesem Artikel werden die 10 größten Hersteller von Fräsmaschinen in China vorgestellt, darunter Branchenriesen wie WZ Wuhan...
Haben Sie sich jemals über die Giganten der CNC-Maschinenindustrie gewundert? In diesem faszinierenden Blogbeitrag tauchen wir tief in die Welt der CNC-Fertigung ein und erforschen die...
In der sich schnell entwickelnden Welt der Fertigung sind CNC-Maschinen unverzichtbar geworden. Doch wie wählt man angesichts der zahlreichen Hersteller, die um Aufmerksamkeit buhlen, die besten aus? Als erfahrener Maschinenbauingenieur,...
Stellen Sie sich eine Welt vor, in der Präzision auf Kunstfertigkeit trifft, in der sich Metall dem Willen visionärer Köpfe beugt. Im Bereich der Werkzeugmaschinen hat sich China zu einem Kraftzentrum entwickelt, das eine...