| Modus Schweißen | Ursache des Ereignisses | Vorbeugende Maßnahmen |
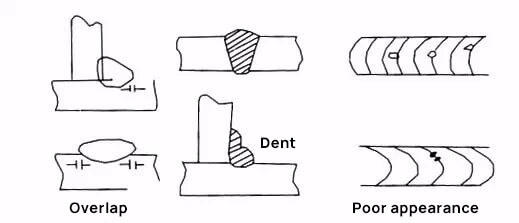
| Überlappung | (1) Der Strom ist zu niedrig.
(2) Die Schweißgeschwindigkeit ist zu langsam. | (1) Verwenden Sie geeigneten Strom.
(2) Verwenden Sie die angemessene Geschwindigkeit. |
| Schlechtes Aussehen und Form der Schweißraupe | (1) Schlechter Schweißdraht.
(2) Unsachgemäße Arbeitsweise.
(3) Der Schweißstrom ist zu hoch und der Elektrodendurchmesser ist zu dick.
(4) Überhitzung der Schweißnaht.
(5) In der Schweißraupe ist die Schmelzfüllmethode schlecht.
(6) Die leitfähige Düse ist verschlissen.
(7) Die Auszugslänge des Schweißdrahtes bleibt unverändert. | (1) Es sind Trockenelektroden von geeigneter Größe und guter Qualität auszuwählen.
(2) Wählen Sie eine einheitliche und angemessene Geschwindigkeit und Schweißreihenfolge.
(3) Schweißen mit geeignetem Strom und Durchmesser wählen.
(4) Reduzieren Sie den Strom.
(5) Mehr üben.
(6) Tauschen Sie die leitfähige Düse aus.
(7) Beibehaltung der festen Länge und des Leistungsniveaus. |
| Delle | (1) Unsachgemäße Verwendung von Schweißdrähten.
(2) Der Schweißdraht ist nass.
(3) Die Abkühlung des Grundmetalls erfolgt zu schnell.
(4) Unreine Elektrode und Entmischung der Schweißnaht.
(5) Der Kohlenstoff- und Mangangehalt der Schweißteile ist zu hoch. | (1) Verwenden Sie einen geeigneten Schweißdraht. Wenn dies nicht ausgeschlossen werden kann, verwenden Sie einen Schweißdraht mit niedrigem Wasserstoffgehalt.
(2) Verwenden Sie getrocknete Elektroden.
(3) Reduzieren Sie die Schweißgeschwindigkeit und vermeiden Sie ein Abschrecken. Am besten ist es, vor- oder nachzuwärmen.
(4) Verwenden Sie eine gute Elektrode mit niedrigem Wasserstoffgehalt.
(5) Es sind Elektroden mit hoher Basizität zu verwenden. |
| Bogenabweichung | (1) Beim Gleichstromschweißen ist das von der Schweißnaht erzeugte Magnetfeld ungleichmäßig, wodurch der Lichtbogen abgelenkt wird.
(2) Schlechte Position des Erdungsdrahtes.
(3) Der Nachlaufwinkel der Schweißpistole ist zu groß.
(4) Die Verlängerungslänge des Schweißdrahtes ist zu kurz.
(5) Die Spannung ist zu hoch und der Lichtbogen ist zu lang.
(6) Der Strom ist zu hoch.
(7) Die Schweißgeschwindigkeit ist zu schnell. | (1) Legen Sie einen Erdungsdraht auf eine Seite des Lichtbogens, oder schweißen Sie auf der anderen Seite, oder verwenden Sie einen kurzen Lichtbogen, oder korrigieren Sie das Magnetfeld, um es gleichmäßig zu machen, oder verwenden Sie Wechselstromschweißen
(2) Passen Sie die Position des Erdungsdrahtes an.
(3) Verringern Sie den Schleppwinkel der Schweißpistole.
(4) Erhöhen Sie die Verlängerungslänge des Schweißdrahtes.
(5) Reduzieren Sie die Spannung und den Lichtbogen.
(6) Angemessenen Strom einstellen und verwenden.
(7) Langsame Schweißgeschwindigkeit. |
| Durchbrennen | (1) Beim Schlitzschweißen ist der Strom zu groß.
(2) Der Schweißspalt ist zu groß, weil er schlecht geschlitzt ist. | (1) Reduzieren Sie den Strom.
(2) Schweißspalt verkleinern. |
| Ungleichmäßige Schweißraupe | (1) Die leitfähige Düse ist abgenutzt und der Schweißdrahtausstoß schwankt.(2) Ungeschickte Bedienung der Schweißpistole. | (1) Ersetzen Sie die Schweißdüse durch eine neue.(2) Üben Sie mehr. |
| Risse beim Schweißen | (1) Die Stromstärke ist zu groß und die Schweißgeschwindigkeit ist zu langsam.
(2) Der Lichtbogen ist zu kurz und die Schweißraupe ist zu hoch.
(3) Falsche Ausrichtung des Schweißdrahtes. (beim Kehlnahtschweißen) | (1) Wählen Sie den richtigen Strom und die richtige Schweißgeschwindigkeit.
(2) Vergrößern Sie die Bogenlänge.
(3) Der Schweißdraht darf nicht zu weit von der Kreuzung entfernt sein. |
| Übermäßiger Funkenspritzer | (1) Schlechter Schweißdraht.
(2) Der Bogen ist zu lang.
(3) Der Strom ist zu hoch oder zu niedrig.
(4) Die Lichtbogenspannung ist zu hoch oder zu niedrig.
(5) Der Schweißdraht ragt zu weit heraus.
(6) Die Schweißpistole neigt sich zu stark und der Schleppwinkel ist zu groß.
(7) Übermäßige Feuchtigkeitsaufnahme des Schweißdrahtes.
(8) Die Schweißmaschine ist in schlechtem Zustand. | (1) Verwenden Sie einen geeigneten trockenen Schweißdraht.
(2) Verwenden Sie einen kürzeren Bogen.
(3) Verwenden Sie geeigneten Strom.
(4) Richtig einstellen.
(5) Befolgen Sie die Anweisungen der verschiedenen Schweißdrähte.
(6) Halten Sie das Gerät so senkrecht wie möglich und vermeiden Sie übermäßiges Kippen.
(7) Achten Sie auf die Lagerbedingungen im Lagerhaus.
(8) Reparieren Sie und achten Sie auf die Wartung an Wochentagen. |
| Die Schweißraupe ist serpentinenförmig. | (1) Der Schweißdraht ist zu lang.
(2) Der Schweißdraht ist verdrillt.
(3) Schlechter linearer Betrieb. | (1) Es sollte eine angemessene Länge gewählt werden, wie z.B. ein massiver Schweißdraht, der sich bei hohem Strom um 20 bis 25 mm verlängert. Beim Schutzgasschweißen beträgt die Auszugslänge etwa 40 ~ 50mm.
(2) Ersetzen Sie den Schweißdraht durch einen neuen oder korrigieren Sie die Verformung.
(3) Bei geradlinigem Betrieb ist die Schweißpistole senkrecht zu halten. |
| Instabilität des Lichtbogens | (1) Die leitfähige Düse am vorderen Ende der Schweißpistole ist viel größer als der Kerndurchmesser des Schweißdrahtes.
(2) Die leitfähige Düse ist verschlissen.
(3) Der Schweißdraht kräuselt sich.
(4) Der Schweißdrahtförderer dreht sich nicht gleichmäßig.
(5) Die Rille des Schweißdrahttransportrades ist abgenutzt.
(6) Das Druckrad ist nicht gut gepresst.
(7) Der Widerstand der Rohrverbindung ist zu hoch. | (1) Der Kerndurchmesser des Schweißdrahtes muss mit der leitenden Düse übereinstimmen.
(2) Tauschen Sie die leitfähige Düse aus.
(3) Den Schweißdraht aufrollen und ausrichten.
(4) Füllen Sie Öl in die Förderwelle, um die Rotation zu schmieren.
(5) Tauschen Sie das Förderrad aus.
(6) Der Druck sollte angemessen sein, zu locker, schlechte Drahtförderung, zu fest, und der Schweißdraht ist beschädigt.
(7) Wenn das Rohr zu stark gebogen ist, muss die Biegung reduziert werden. |
| Lichtbogen zwischen Düse und Grundmetall | (1) Kurzschluss zwischen Düse, Rohrleitung oder leitender Düse. | (1) Übermäßige Funken und Spritzer, die an der Düse haften, müssen entfernt werden, oder es muss das Keramikrohr mit Isolierschutz der Schweißpistole verwendet werden. |
| Überhitzung der Schweißpistolendüse | (1) Das Kühlwasser kann nicht vollständig abfließen.
(2) Übermäßiger Strom. | (1) Die Kühlwasserleitung ist verstopft. Wenn die Kühlwasserleitung verstopft ist, muss sie entfernt werden, damit der Wasserdruck steigt und das Wasser normal fließt.
(2) Die Schweißzange muss innerhalb des zulässigen Strombereichs und der zulässigen Auslastung verwendet werden. |
| Der Schweißdraht klebt an der leitenden Düse | (1) Der Abstand zwischen der leitfähigen Düse und dem Grundmetall ist zu gering.
(2) Übermäßiger Leitungswiderstand und schlechte Drahtführung.
(3) Der Strom ist zu gering und die Spannung ist zu hoch. | (1) Verwenden Sie den entsprechenden Abstand oder etwas mehr, um den Bogen zu beginnen, und stellen Sie dann den entsprechenden Abstand ein.
(2) Das Innere des Rohrs muss frei sein, um eine reibungslose Lieferung zu ermöglichen.
(3) Stellen Sie den entsprechenden Strom- und Spannungswert ein. |