Spezialluftkompressoren für das Laserschneiden: Warum sind sie ein Must-Have?
Stellen Sie sich vor, Sie könnten die Effizienz Ihres Laserschneidens steigern und gleichzeitig die Kosten erheblich senken - klingt verlockend, oder? Dieser Artikel befasst sich mit der entscheidenden Rolle von Druckluftkompressoren beim Laserschneiden und zeigt auf, wie sie die Präzision verbessern und die Betriebskosten senken. Sie erfahren, welche praktischen Vorteile der Einsatz von Druckluft im Vergleich zu anderen Gasen bietet, welche technischen Voraussetzungen erfüllt sein müssen und wie Sie den richtigen Kompressor für Ihre Anforderungen beim Laserschneiden auswählen.
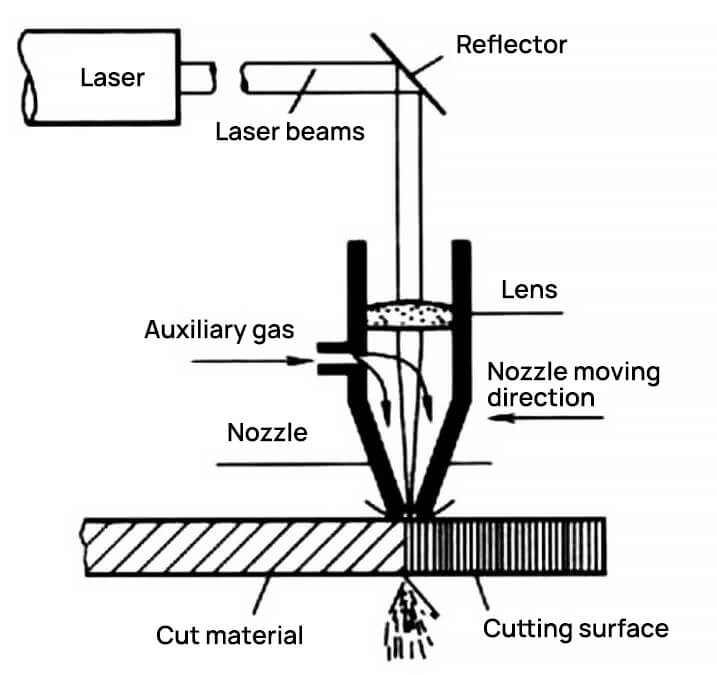
Beim Laserschneiden wird ein Laserstrahl mit hoher Leistungsdichte verwendet, um das Licht auf einen kleinen Punkt zu konzentrieren und das Material schnell zu erhitzen, bis es seinen Siedepunkt erreicht und verdampft und einen Hohlraum bildet. Der Laserstrahl bewegt sich dann entlang der Oberfläche des Materials, erzeugt einen Schnitt und schließt die Bearbeitung des Objekts ab.
Das Laserschneiden ist ein thermisches Schneidverfahren, das in vier Kategorien unterteilt werden kann: Laservergasungsschneiden, Laserschmelzschneiden, Laser-Sauerstoffschmelzschneiden und kontrolliertes Bruchschneiden.
Ausgezeichnete Schnittqualität: Der kleine Laserspot, die hohe Energiedichte und die hohe Schnittgeschwindigkeit führen zu einer besseren Schnittqualität.
Dünne und schmale Schnitte: Die mit dem Laser durchgeführten Schnitte Brennschneiden sind dünn und schmal, mit parallelen Seiten und einer guten Rechtwinkligkeit zur Oberfläche.
Glatte und attraktive Oberflächen: Die Schnittflächen sind glatt und optisch ansprechend und können in einigen Fällen als letzter Bearbeitungsschritt ohne zusätzliche Bearbeitung verwendet werden.
Minimale Auswirkungen auf Materialeigenschaften: Die Breite der Wärmeeinflusszone ist nach dem Laserschneiden gering, was bedeutet, dass die Materialeigenschaften in der Nähe des Schnitts kaum beeinträchtigt werden. Außerdem ist die Verformung des Werkstücks minimal, was eine hohe Schnittgenauigkeit gewährleistet.
Ein Vergleich der Schneidgeschwindigkeit zwischen Laserschneiden und anderen Schneidverfahren für Bleche aus kohlenstoffarmem Stahl ist in der nachstehenden Tabelle dargestellt.
Vergleich der Schneidgeschwindigkeit verschiedener Schneidverfahren:
Hohe Schneidgeschwindigkeit: Ein 2500-W-Laser kann zum Beispiel ein 1 mm dickes kaltgewalztes Kohlenstoffband schneiden. Stahlplatte mit einer Geschwindigkeit von 16-19 Metern pro Minute.
Berührungsloses Schneiden: Das Laserschneiden ist ein berührungsloses Verfahren, d. h. es gibt keinen physischen Kontakt zwischen der Düse und dem Werkstück, so dass man sich keine Gedanken über den Werkzeugverschleiß machen muss.
1. Auf das Laserschneiden entfallen 39% des Marktes für Laseranlagen
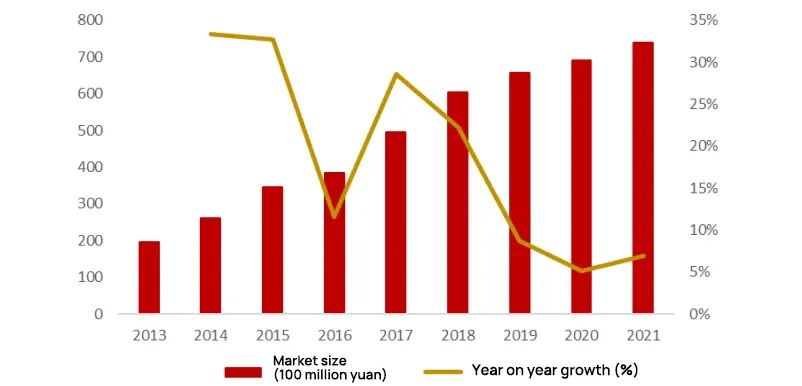
Der Lasermarkt verzeichnete im Jahr 2020 ein Wachstum, das sich jedoch im Vergleich zu den beiden Vorjahren verlangsamte. Der Marktumsatz mit Laseranlagen (einschließlich Einfuhren) über alle Branchen hinweg betrug 69,2 Mrd. Yuan, was einem Anstieg von 5,17% im Vergleich zum Vorjahr entspricht.
Aufgrund der unsicheren Entwicklung der Weltwirtschaft wird der Gesamtumsatz des chinesischen Marktes für Laserausrüstung im Jahr 2021 voraussichtlich 74,0 Mrd. Yuan betragen, was einem Anstieg von 6,94% gegenüber dem Vorjahr entspricht.
Auf dem Markt für industrielle Laseranlagen ist das Laserschneiden mit einem Anteil von 39% die am häufigsten verwendete Anwendung. An zweiter und dritter Stelle stehen das Markieren und Schweißen mit 19% bzw. 12% Marktanteil.
2. Vorstoß in Richtung hohe Leistung, hohe Präzision und großes Format
In den letzten Jahren hat die heimische Laserschneidtechnologie erhebliche Fortschritte gemacht und bewegt sich nun in Richtung höherer Leistung, höherer Präzision und größerer Formatmöglichkeiten.
Im Einklang mit Chinas Bestreben nach intelligenter Fertigung durchläuft der Industriesektor einen Wandel von der traditionellen Verarbeitung zur High-End-Fertigung. Infolgedessen wird erwartet, dass der chinesische Laserschneidesektor seinen rasanten Wachstumskurs fortsetzen wird.
3. Anwendung von Druckluft beim Laserschneiden
Laserschneidmaschinen sind in der Lage, die Anforderungen an das Schneiden einer breiten Palette von Materialien und komplizierte Formen. Neben einem Hochenergielaser sind auch Hilfsgase erforderlich, um den Schneidprozess abzuschließen.
Zu den häufig verwendeten Hilfsgasen für das Laserschneiden gehören Sauerstoff (O2), Stickstoff (N2) und Druckluft. Druckluft ist im Vergleich zu Sauerstoff und Stickstoff die zugänglichste und günstigste Option. Sie wird häufig als Hilfsgas für das Laserschneiden verwendet.
Die Qualität der Druckluft hat einen direkten Einfluss auf die Qualität der Metall-Laserschneiden. Faktoren wie die Größe und Stabilität des Gasdrucks können das Schneidergebnis beeinflussen.
Bei der Auswahl der Größe des Luftkompressors, der zur Unterstützung der Laserschneidmaschine verwendet wird, ist es wichtig, die Konstruktion des Laserschneidkopfes, den erforderlichen Hilfsgasdruck und die Düsengröße zu berücksichtigen, um die beste Abstimmung zwischen dem Luftkompressor und der Laserschneidmaschine zu gewährleisten.
4. Vergleich des Laserschneidens mit verschiedenen Hilfsgasen
Beim Laserschneiden hängt die Wahl des Schneidgases von der Art des zu schneidenden Materials ab. Die Wahl des Schneidgases und seines Drucks kann die Qualität des Schneidens erheblich beeinflussen. Laserschneidverfahren.
Zu den am häufigsten verwendeten Hilfsgasen für das Laserschneiden gehören Sauerstoff (O2), Stickstoff (N2), Druckluft und in einigen Fällen Argon (Ar).
Das Schneidgas kann je nach Druck in Hochdruckgas und Niederdruckgas unterteilt werden.
Zu den wichtigsten Funktionen der Hilfsgase für das Laserschneiden gehören die Unterstützung der Verbrennung und der Wärmeableitung, die Entfernung der beim Schneiden entstehenden Schmelzrückstände, die Verhinderung des Rückpralls der Schmelzrückstände in die Düse und der Schutz der Fokussierlinse.
Die Wahl des Laserschneidverfahrens und des Hilfsgases hängt von dem zu schneidenden Material und der Leistung der Laserschneidmaschine ab.
Im Folgenden finden Sie eine Zusammenfassung der Merkmale, Verwendungszwecke und Anwendungsbereiche der verschiedenen Arten von Hilfsgasen:
(1) Sauerstoff (O2)
Sauerstoff wird hauptsächlich zum Schneiden verwendet Werkstoffe aus Kohlenstoffstahl. Die durch die chemische Reaktion zwischen Sauerstoff und Eisen erzeugte Wärme verstärkt das endotherme Schmelzen des Metalls, wodurch die Schneideffizienz verbessert und das Schneiden dickerer Materialien ermöglicht wird. Dadurch wird die Verarbeitungskapazität von Laserschneidanlagen erheblich gesteigert.
Das Vorhandensein von Sauerstoff führt jedoch zur Bildung einer Oxidschicht auf der Schnittfläche, die eine abschreckende Wirkung auf das umgebende Material hat und dessen Härte erhöht. Dies kann sich auf die nachfolgende Verarbeitung auswirken.
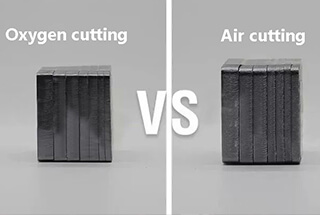
Die Schnittfläche von mit Sauerstoff geschnittenen Kohlenstoffstahlplatten ist in der Regel schwarz oder dunkelgelb. Diese Bleche werden in der Regel mit Niederdruck-Sauerstoff geschnitten und dann gestanzt.
(2) Nitrogen(N2)
Wenn Stickstoff als Hilfsgas für das Schneiden verwendet wird, erzeugt er eine Schutzatmosphäre um das geschmolzene Metall, die eine Oxidation verhindert und die Bildung eines Oxidfilms vermeidet. Das Ergebnis ist ein oxidationsfreies Schneiden.
Stickstoff reagiert jedoch nicht mit Metall, was zu einem Mangel an Reaktionswärme und einer schwächeren Schneidfähigkeit im Vergleich zu Sauerstoff führt. Außerdem ist der Stickstoffverbrauch beim Schneiden mit Stickstoff um ein Vielfaches höher als mit Sauerstoff, was zu höheren Schneidkosten führt.
Zu den Vorteilen des nichtoxidativen Schneidens gehören das direkte Schweißen, die Beschichtung und die hohe Korrosionsbeständigkeit. Die Schnittfläche hat eine weiße Farbe.
Stickstoff wird in der Regel verwendet für Schneiden von rostfreiem Stahlverzinkte Bleche, Aluminium und Bleche aus Aluminiumlegierungen, Messing und andere Materialien. Es können sowohl Niederdruck-Perforations- als auch Hochdruck-Schneidverfahren eingesetzt werden.
Der Gasfluss hat einen erheblichen Einfluss auf das Schneiden beim Stickstoffschneiden. Um ein optimales Schneiden zu gewährleisten, ist es wichtig, einen ausreichenden Gasfluss aufrechtzuerhalten und gleichzeitig den Schneidgasdruck sicherzustellen.
(3) Pressluft
Druckluft ist leicht zu beschaffen und viel billiger als Sauerstoff und Stickstoff, da sie direkt von einem Luftkompressor bereitgestellt werden kann.
Obwohl Luft nur etwa 20% Sauerstoff enthält, was zu einer geringeren Schneidleistung im Vergleich zum Sauerstoffschneiden führt, ist ihre Schneidfähigkeit ähnlich der von Stickstoff und etwas höher als beim Stickstoffschneiden.
Die Schnittfläche von Luftschneiden hat eine gelbe Farbe.
Wenn keine strengen Anforderungen an die Oberflächenfarbe des geschnittenen Materials gestellt werden, ist die Verwendung von Druckluft zum Schneiden im Vergleich zur Verwendung von Stickstoff die wirtschaftlichste und praktischste Option.
(4) Argon (Ar)
Argon ist ein Inertgas, das häufig beim Laserschneiden verwendet wird, um Oxidation und Nitrifikation zu verhindern. Es kann auch bei Schweißverfahren verwendet werden. Es ist jedoch zu beachten, dass die Kosten für Argon höher sind als für Stickstoff, so dass es für typische Anwendungen weniger kosteneffizient ist. Laserschneidanwendungen.
Das Argonschneiden wird hauptsächlich zum Schneiden von Titan und Titanlegierungen, und die Stirnfläche des durch Argonschneiden erzeugten Schnitts ist weiß.
Derzeit liegt der Marktpreis für Flüssigstickstoff bei etwa 1400 Yuan pro Tonne. Bei der Verwendung von flüssigem Stickstoff für das LaserschneidenEs werden Dewar-Dosen benötigt, wobei eine typische Dose 120 kg fasst. Die Kosten für 1 kg Flüssigstickstoff betragen mehr als 3 Yuan.
Rechnen wir mit 1400 Yuan pro Tonne.
120×1,4=168 Yuan, und das spezifische Gewicht von Stickstoff im Standardzustand beträgt 1,25 kg/m3Der maximale Verbrauch von Flüssigstickstoff in einem Dewar-Tank beträgt also etwa 120 / 1,25=96Nm.3die in Stickstoffkosten pro nm umgerechnet werden: 168/96=1,75 Yuan /Nm3.
Wird ein Haushaltskompressor verwendet, um 16 bar Druckluft zu erzeugen, werden 1,27 m3 pro Minute beträgt die Eingangsleistung dieses Kompressortyps bei Volllast 13,4 kW.
Wenn der Industriestrompreis mit 1,0 Yuan/kWh berechnet wird, sind die Luftkosten pro m3 beträgt 13,4×1,0/ (1,27×60) =0,176 Yuan / m3.
Wenn der tatsächliche Verbrauch von 0,5 Mio.3 Gas pro Minute und die Laserschneidmaschine arbeitet 8 Stunden pro Tag. Die täglichen Kosten, die durch die Verwendung von Luftschneiden im Vergleich zum Schneiden mit Stickstoff eingespart werden, betragen: (1,75-0,176) x8x60x0,5=378 Yuan.
Wenn die Laserschneidmaschine 300 Tage im Jahr in Betrieb ist, betragen die eingesparten Gaskosten pro Jahr: 378×300=113400 Yuan.
Es liegt auf der Hand, dass die Verwendung von Druckluft anstelle von Stickstoff zum Schneiden eine wirtschaftlichere und praktischere Option darstellt. In den letzten Jahren hat die Laserschneidtechnologie erhebliche Fortschritte gemacht, wobei der Schwerpunkt auf hoher Leistung, hoher Präzision und Großformatigkeit liegt.
Im Zuge der Entwicklung Chinas hin zu einer intelligenten Fertigung vollzieht sich im Industriesektor ein Wandel von der traditionellen Verarbeitung zur High-End-Fertigung.
Es wird erwartet, dass der Markt für das Laserschneiden in China sein schnelles Wachstum fortsetzen wird, was reichlich Marktchancen für Laserluftkompressoren bietet.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Stellen Sie sich vor, Sie könnten Ihre Kosten für das Laserschneiden senken und gleichzeitig die Effizienz mit einer einfachen Änderung steigern. In diesem Artikel wird untersucht, wie die Verwendung von Luft als Hilfsgas beim Laserschneiden genau das erreichen kann....
Wie können sich verschiedene Gase auf die Effizienz des Laserschneidens auswirken? In diesem Artikel wird die Leistung von Luft, Sauerstoff und Stickstoff als Schneidgase untersucht und ihre Auswirkungen auf verschiedene Metalle verglichen. Sie werden...
Das Laserschneiden hat die Fertigung revolutioniert, aber wussten Sie, dass der Druckluftkompressor eine entscheidende Rolle für den Erfolg spielt? In diesem Blogbeitrag gehen wir auf die Feinheiten bei der Auswahl des...
Stellen Sie sich die katastrophalen Folgen einer vernachlässigten Wartung von Laserschneidmaschinen vor. Lassen Sie nicht zu, dass Ihr Unternehmen Opfer von kostspieligen Ausfallzeiten und Reparaturen wird! In diesem Blogbeitrag gehen wir auf die wichtigsten...
Haben Sie sich jemals mit der Wahl der richtigen Laserschneiddüse für Ihr Projekt schwer getan? Die Auswahl der optimalen Düse ist entscheidend für saubere, präzise Schnitte und eine maximale Effizienz. In diesem...
Haben Sie sich jemals gefragt, wie eine Laserschneidmaschine tickt? In diesem Blog-Beitrag tauchen wir tief in das Innenleben dieser hochpräzisen Maschinen ein, die die Branche revolutioniert haben...
Haben Sie sich jemals gefragt, wie ein Laser durch Metall schneiden kann wie ein heißes Messer durch Butter? In diesem faszinierenden Artikel erforschen wir die Wissenschaft hinter der Faserlaserschneidetechnik....
Sind Sie neugierig auf die Spitzentechnologie, die die Fertigung revolutioniert? In diesem Blogbeitrag tauchen wir in die Welt der Laserschneidmaschinen ein, erkunden ihre Vorteile und die führenden Hersteller, die die...
Das Laserschneiden hat die Fertigung revolutioniert, doch selbst bei den fortschrittlichsten Maschinen treten Probleme auf. In diesem Blogbeitrag gehen wir auf häufige Probleme ein, mit denen Laserschneidmaschinen konfrontiert sind, und bieten Schritt-für-Schritt...