Kontrolle des Anziehens von Schweißmuttern und Schweißbolzen (Prüfung und Inspektion)
Haben Sie sich schon einmal gefragt, wie die Unversehrtheit von geschweißten Muttern und Schrauben in Ihrem Auto sichergestellt wird? In diesem Artikel erfahren Sie mehr über den sorgfältigen Prozess der Qualitätskontrollen und -prüfungen, die Ihr Fahrzeug sicher und zuverlässig machen. Erfahren Sie, wie verschiedene Tests und Normen angewendet werden, um die Festigkeit und Haltbarkeit dieser wichtigen Komponenten zu gewährleisten.
Die Anzugsvorrichtungen für Schweißmuttern und Schweißschrauben erfordern eine Qualitätssicherung während des Montageprozesses. Die Gewährleistung der Integrität dieser Komponenten ist entscheidend für die Aufrechterhaltung der allgemeinen Zuverlässigkeit und Sicherheit der montierten Struktur. Um die Qualität der Schweißnähte und die Zuverlässigkeit des Prozesses zu bewerten, muss die Montagefestigkeit während des gesamten Vorgangs überwacht werden. Diese kontinuierliche Überwachung hilft bei der Erkennung von Abweichungen oder Anomalien, die die Integrität der Schweißnaht beeinträchtigen könnten.
Um die Zuverlässigkeit des Installationsprozesses weiter zu untermauern, können zusätzliche Qualitätssicherungsmaßnahmen in den Produktionsablauf integriert werden. Diese Maßnahmen können Echtzeit-Datenerfassung und -Analyse, automatische Inspektionssysteme und statistische Prozesskontrolle (SPC) umfassen. Durch die Integration dieser fortschrittlichen Qualitätssicherungsmethoden können die Hersteller möglicherweise auf nachträgliche Prüfungen von Schweißmuttern und -schrauben verzichten und so den Produktionsprozess rationalisieren und eine gleichbleibende Qualität sicherstellen.
1. Überblick
Dieses Standarddokument behandelt das Anziehen von geschweißten Muttern und Bolzen auf Stahlplatten und umreißt das Montageverfahren für Bolzen. Es beschreibt die Bedingungen für die Schweißmontage für das gesamte Fahrzeug. Die entsprechenden Abteilungen sind für diese Kontrollen verantwortlich. Methoden, die in diesem Dokument nicht erwähnt werden, sollten nicht angewendet werden, da die Fertigungsabteilung eine Prozesskontrolle durchführen muss. Im Falle von Qualitätsproblemen kann die Qualitätsabteilung die Stichprobenkontrollen verstärken. Zur Verbesserung der Qualität und des Systems sowie als Reaktion auf Qualitätsprobleme ist eine zerstörende Prüfung des Fahrzeugrahmens erforderlich.
2. Andere anwendbare Dokumente
MBN 73B - Sechskantmuttern
MBN 73C - Vierkantmuttern
MBN 75 - Schweißbolzen mit Gewinde
MBN 10176 - Sechskantmuttern mit Flansch
MBN 10369 - Rundmuttern
MBN 10390 - Kalottenförmige Rundmuttern
MBN 10391 - Anschweißbolzen mit Anschweißring
N13008 - Flanschmuttern
DIN EN ISO 14270 - Probengrößen und Prüfverfahren für das mechanische Abtragen von Schweißpunkten und -nähten
DIN EN ISO 14272 - Probengrößen und Prüfverfahren für die Querzugprüfung von Schweißpunkten
DIN EN ISO 14273 - Probengrößen und Prüfverfahren für die Scherprüfung von Schweißpunkten und -nähten
3. Verwendung von Abkürzungen, Definitionen und Symbolen
Grenzschweißung: Bei einer Verbindungsschweißung handelt es sich um eine unvollständige Schmelzschweißung, bei der der Bolzen lediglich an dem Metallteil haftet, ohne die erforderliche Festigkeit zu besitzen.
4. Material- und Zyklusspezifikationen
Um Materialien und Zyklen zu kontrollieren, sollten alle Materialien, Methoden, Prozesse, Teile und Systeme den geltenden gesetzlichen Vorgaben entsprechen.
5. Beschreibung
Der folgende Inhalt kann nur auf Stahl angewendet werden Blechschweißen.
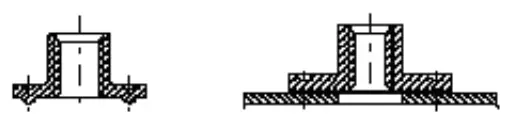
6. Installations-Kategorien
Stahlblechmuttern
Kategorie A
Kategorie B
Stile
Vierkantmutter (MBN 73C oder DIN 928)
Sechskantmutter (MBN 73B oder DIN 929)
Rundschweißmutter (MBN 10369)
Stil A Stil B
Sechskantmutter mit Flansch (MBN 10176)
Runde Mutter
Bolzen schweißen
Klasse A
Klasse B
Beispiel: MBN 75MBN 10391
7. Zerstörungsfreie Prüfung
7.1 Beschreibung des Verfahrensablaufs
Alle Schweißnähte, die durch Parameterüberwachung (z. B. Farbmarkierung) als fehlerhaft erkannt werden, müssen repariert werden. Von den vorgegebenen Stichproben müssen zusätzliche Prüfmuster abgetrennt werden, die hergestellt werden. Bei der Prüfung von Schweißbolzen und -muttern ist auf die entsprechenden Prozessdokumente zu verweisen. Die Prüfstelle muss den Prüfprozess detailliert protokollieren, einschließlich der Methoden, die zur Identifizierung von Fehlern an den Prüfstücken verwendet werden.
7.2 Visuelle Inspektion
7.2.1 Inspektionsverfahren
Visuelle Inspektionen müssen den festgelegten Bewertungsstandards entsprechen. Diese Inspektionen sollten von geschulten Inspektoren unter angemessenen Entfernungs- und Beleuchtungsbedingungen durchgeführt werden, um Genauigkeit und Konsistenz zu gewährleisten.
7.2.2 Inspektionsprotokolle
Die Sichtprüfungen müssen in einer Checkliste genauestens festgehalten werden. Alle bestätigten Mängel, wie z. B. Schweißpunkte, die zur Kante hin tendieren, müssen sofort angegangen und innerhalb des Produktionssystems oder der Schweißausrüstung korrigiert werden, um ein erneutes Auftreten zu verhindern.
7.2.3 Bewertungsstandards
Bei der Prüfung von Schweißmuttern müssen die in der nachstehenden Tabelle aufgeführten Normen eingehalten werden. Diese Normen gewährleisten, dass alle Schweißnähte die erforderlichen Qualitäts- und Sicherheitskriterien erfüllen.
Seriennummer
Kriterien für die Bewertung:
Beispiel
1
Versäumte Schweißnähte von Bolzen/Muttern
2
Beschädigung oder Verunreinigung von Bolzen/Muttern (einschließlich Schweißspritzer und Gewindeschäden)
3
Die Lücke ist unangemessen h > 0,1m
4
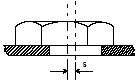
Abweichung von der Mittellage Die Muttern dürfen die Montage der Schrauben nicht behindern.
Referenzwerte: Bei Muttern mit M ≤ 5 sollte S ≤ 1mm sein. Bei Muttern mit M ≥ 6 sollte S ≤ 2 mm sein. Bei gebogenen Rundmuttern sollte S < 0,8 mm sein.
Durch die Einhaltung dieser Normen kann die Qualität und Zuverlässigkeit der Schweißnähte aufrechterhalten werden, was die Sicherheit und Leistungsfähigkeit des Endprodukts gewährleistet.
7.3 Prüfung des Drehmoments
7.3.1 Geschweißte Muttern
Externe Inspektion
Vor der Durchführung von Drehmomentprüfungen an geschweißten Muttern ist eine externe Prüfung zwingend erforderlich. Diese Prüfung muss den in Abschnitt 7.2.3 genannten Normen entsprechen. Der Zweck dieser Prüfung besteht darin, alle sichtbaren Defekte oder Unregelmäßigkeiten zu identifizieren, die die Integrität der Schweißnaht oder die Leistung der Mutter während der Drehmomentprüfung beeinträchtigen könnten.
Verfahren zur Prüfung des Drehmoments
Die Drehmomentprüfung ist ein entscheidender Schritt, um die Festigkeit und Zuverlässigkeit von geschweißten Muttern zu gewährleisten. Die folgenden Schritte skizzieren das richtige Verfahren:
Auswahl des Drehmomentschlüssels: Verwenden Sie einen Drehmomentschlüssel, der kalibriert ist und in den entsprechenden Prüfbereich für den zu prüfenden Typ der geschweißten Mutter fällt.
Anwendung des Drehmoments: Ziehen Sie die Mutter allmählich an. Es ist wichtig, das Drehmoment gleichmäßig zu erhöhen, um plötzliche Belastungen zu vermeiden, die zu einem vorzeitigen Ausfall führen könnten.
Beobachtung der Schweißnaht: Überwachen Sie die Schweißnaht während der Anwendung des Drehmoments sorgfältig. Das Hauptaugenmerk liegt darauf, Anzeichen von Scherung oder Rissbildung zu erkennen.
Bewertung der Stärke: Wenn die Schweißnaht abreißt oder reißt, bevor das vorgeschriebene Mindestdrehmoment erreicht ist, gilt die geschweißte Mutter als nicht ausreichend fest und besteht die Prüfung nicht.
Prüfnormen
Die detaillierten Normen und Verfahren für die Drehmomentprüfung von geschweißten Muttern sind in Abschnitt 7.3.3 aufgeführt. Diese Normen umreißen die spezifischen Drehmomentwerte, Prüfbedingungen und Abnahmekriterien, die erfüllt werden müssen, um sicherzustellen, dass die geschweißten Muttern für den Gebrauch geeignet sind.
Messung des Drehmoments
M4
6 Nm
M5
8 Nm
M6
14 Nm
M8
32 Nm
M10
70 Nm
M12
100 Nm
Hinweis: Bei Vierkant- und Sechskantmuttern muss eine Drehmomentkontrolle durchgeführt werden, während die Dicke der Stahlplatte muss bei bogenförmigen und runden Muttern nicht berücksichtigt werden.
7.3.2 Bolzen schweißen
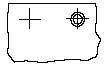
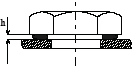
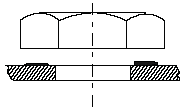
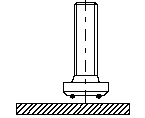
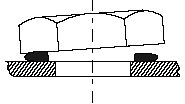
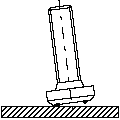
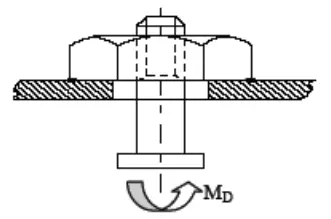
Bei der Drehmomentprüfung werden zunächst die beiden Muttern auf dem Schweißbolzen angezogen (siehe Abbildung 1) und dann mit einem geeigneten Drehmomentschlüssel ein vorgegebenes Mtest-Prüfdrehmoment aufgebracht, wodurch die Mutter einer Torsionsbelastung ausgesetzt wird (siehe Abbildung 2).
Abbildung 1: Seitenansicht des Schweißbolzens
Abbildung 2: Inspektionsausrüstung (Schweißbolzen, zwei Muttern, Drehmomentschlüssel)
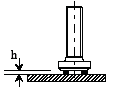
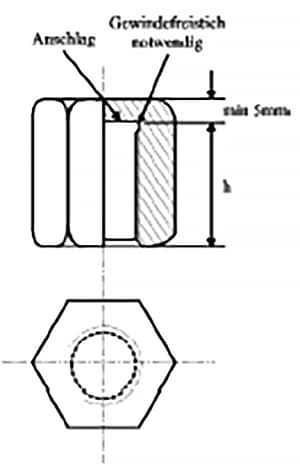
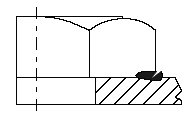
Entfernen Sie anschließend die beiden Muttern. Es ist plausibel, eine geeignete Mutter zu verwenden (wie in Abbildung 3 dargestellt). Montieren Sie die Mutter vollständig und führen Sie dann eine Drehmomentprüfung durch.
Abbildung 3: Wählbare Mutter (h: abhängig von den tatsächlichen Bedingungen)
7.3.3 Bewertungskriterien
Nach der Überprüfung des Anzugsdrehmoments muss der Einbau der Schrauben und Muttern anhand der Beschreibungen in der nachstehenden Tabelle beurteilt werden.
Seriennummer
Kriterien für die Bewertung
Beispiel
1
Schrauben oder Muttern dürfen nicht lose sein
2
Schweißnähte können keine Trennung aufweisen
3
Schweißnähte dürfen nicht beschädigt sein (Risse)
7.3.4 Drehmomentprüfung von Rundmuttern MBN 10369 und MBN 10390 (Bogenmuttern)
Vor der Durchführung von Drehmomentprüfungen an den Rundmuttern muss zunächst eine Sichtprüfung gemäß Abschnitt 7.2.3 durchgeführt werden. Drehen Sie zunächst eine Schraube mit einem Drehmomentschlüssel mit entsprechendem Drehmomentbereich in die Rundmutter ein.
Bei der Prüfung wird die Mutter durch die Schraube mit einem Drehmoment belastet. Tritt vor Erreichen des Mindestdrehmoments ein Riss an der Naht auf, gilt die Festigkeit als unzureichend. Die Prüfnorm findet sich in Abschnitt 7.3.3.
Mindestdrehmoment für M5 Rundmutter: 8Nm
Mindestdrehmoment für M6 Rundmutter: 14Nm
Mindestdrehmoment für M8 Rundmutter: 32Nm
Mindestdrehmoment für M10 Rundmutter: 70Nm
Minimales Drehmoment für M20 Rundmutter: 100Nm
7.3.5 Drehmomentprüfung von Erdungsmuttern
Vor der Durchführung von Drehmomentprüfungen müssen zunächst Sichtprüfungen durchgeführt werden, wie in Abschnitt 7.2.3 beschrieben. Drehen Sie zunächst eine Schraube mit einem Drehmomentschlüssel mit entsprechendem Drehmomentbereich in die Grundmutter ein.
Bei der Prüfung wird die Mutter von der Schraube mit einem Drehmoment belastet. Tritt vor Erreichen des Mindestdrehmoments ein Riss an der Naht auf, gilt die Festigkeit als nicht ausreichend. Die Prüfnorm findet sich in Abschnitt 7.3.3.
Drehmoment für M6 Erdungsmutter: 14Nm
Drehmoment für M8 Erdungsmutter: 27Nm
7.3.6 Drehmomentprüfung von unzugänglichen Muttern
Bei Muttern, die in Hohlräumen installiert sind, die keine regelmäßige Prüfung erfordern, können sie mit Madenschrauben geprüft werden. Schrauben Sie die Madenschraube in die Mutter und verwenden Sie dann einen Drehmomentschlüssel mit einem geeigneten Drehmomentbereich, um das Drehmoment der Mutter zu prüfen.
Tritt ein Riss in der Mutter auf, bevor das Mindestdrehmoment erreicht ist, gilt die Festigkeit als nicht ausreichend. Die Prüfnorm findet sich in Abschnitt 7.3.3.
Messung des Drehmoments
M4
4 Nm
M5
5 Nm
M6
8 Nm
M8
20 Nm
M10
50 Nm
M12
80 Nm
Hinweis: Falls erforderlich, können verstärkte Schrauben verwendet werden.
8. Zerstörende Prüfung
Die zerstörende Prüfung ist eine spezielle Inspektionsmethode, die an Fahrzeugrahmen durchgeführt wird, um die Qualität zu verbessern und Qualitätsprobleme zu untersuchen. Bei dieser Art von Prüfung wird das Bauteil absichtlich beschädigt oder zerstört, um seine Leistung und Integrität unter Belastung zu beurteilen.
8.1 Zerstörungsfreie Prüfung von Erdungsmuttern
Vor der Durchführung von zerstörenden Prüfungen an Erdungsmuttern muss eine Sichtprüfung gemäß Abschnitt 7.3.3 durchgeführt werden.
Vorbereitung: Verwenden Sie geeignete Werkzeuge, um die geschweißte Stahlplatte von der Erdungsmutter zu entfernen.
Inspektion: Prüfen Sie, ob 80% oder mehr des Schweißumfangs geschweißt ist.
Hinweis80%-Schweißen wird als ausreichend für Erdungszwecke angesehen.
8.2 Zerstörende Drehmomentprüfung
Bei der zerstörenden Drehmomentprüfung wird ein Drehmomentschlüssel mit einem geeigneten Drehmomentbereich verwendet, um das zum Abschrauben der Mutter erforderliche Drehmoment zu ermitteln. Das minimale Trennmoment der Schweißnaht ist in Tabelle 6.6 aufgeführt.
8.2.1 Zerstörende Drehmomentprüfung von Rundmuttern MBN 10369 und MBN 10390 (Bogenmuttern)
Verfahren: Die Prüfmethode für runde Muttern ist ähnlich der zerstörungsfreien Prüfung (siehe Abschnitt 7.2.3).
Anmeldung: Ziehen Sie die Mutter mit einer Schraube an, bis die Schweißnaht versagt.
Werkzeug: Verwenden Sie denselben Drehmomentschlüssel wie in Abschnitt 9 angegeben.
8.2.2 Zerstörende Drehmomentprüfung am Schweißbolzen
Verfahren: Das Prüfverfahren für Schweißbolzen ist ähnlich wie die zerstörungsfreie Prüfung (siehe Abschnitt 7.3.2).
Anmeldung: Ziehen Sie die Mutter mit einer Schraube an, bis die Schweißnaht versagt.
Werkzeug: Verwenden Sie denselben Drehmomentschlüssel wie in Abschnitt 9 angegeben.
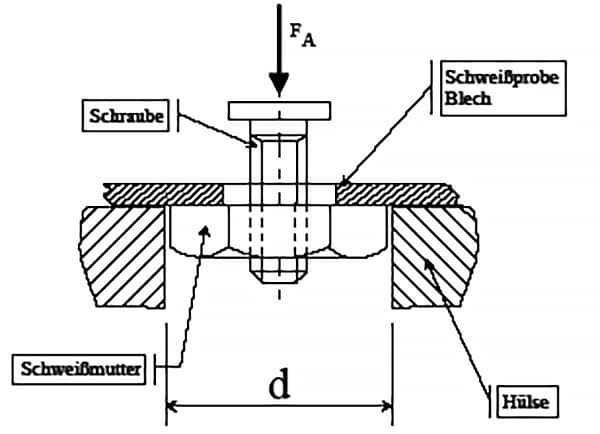
8.3 Kompressionstest
8.3.1 Testsequenz
Ausrüstung: Die Druckfestigkeit des Prüfgeräts muss ausreichen, um die abgetrennte Schweißnaht zu messen.
Vergleich: Die Kraft $$ F_A $$ muss mit dem in Tabelle 8.4 aufgeführten Mindestkraftwert verglichen werden.
Bewertung: Zusätzlich muss die Bruchfläche bewertet werden, um festzustellen, ob sich ein vollständiger Schweißpunkt gebildet hat.
8.3.2 Prüfgeräte
Sechskantmutter
Vierkantmutter
Durchmesser (mm)
Blechdicke (mm)
Länge (mm)
M3
10
2
40
M4
M4
12
M5
M5
13
M6
M6
14
M8
18
M8
21
M10
23
M12
M10
27
M14
M12
31
M16
M14
33
Für nicht in der Tabelle aufgeführte Bauteile, wie z. B. runde Schrauben oder Muttern, müssen die Prüfmittel ähnlich wie die oben genannten sein.
8.4 Inspektionsliste erzwingen
Die in Abschnitt sechs genannten Komponenten.
Gewinde-Durchmesser
Dicke der Platte
Druckkraft
M4
0.75 1.0 1.5
>1,3kN
M5
0.75 1.0 1.5
>2,0kN
M6
1.0 1.5 2.5
>2,5kN
M8
1.0 2.0 3.0
>3,0kN
M10
1.25 2.0 3.0
>4,0kN
7/16''
1.25 2.0 3.0
>5,0kN
M12
1.5 2.0 3.0
>6,0kN
Übermäßiger Druck, der über den Rahmen hinausgeht, muss mit den zuständigen Abteilungen abgesprochen werden.
8.5 Peel-Test-Inspektion
Die Schälprüfung ist eine wichtige Methode zur Bewertung der Unversehrtheit von geschweißten Stahlblechmuttern. Bei dieser Methode wird die Mutter mit geeigneten Werkzeugen wie Hammer, Meißel oder einem Zugprüfgerät von der Stahlplatte abgezogen. Ziel ist es, sicherzustellen, dass die Schweißpunkte nach dem Schweißen ihre Abmessungen und Unversehrtheit beibehalten.
Verfahren:
Schälen der Nuss: Lösen Sie die Mutter mit geeignetem Werkzeug vorsichtig von der Stahlplatte.
Inspektion von Schweißpunkten: Prüfen Sie jeden Schweißpunkt, um sicherzustellen, dass die Abmessungen des Schweißpunkts auf dem geschälten Stahlblech mit den Abmessungen vor dem Schweißen übereinstimmen. Zum Beispiel:
Ein Schweißpunkt mit einem Durchmesser von 24 mm vor der Schweißung sollte nach der Schweißung einen Mindestdurchmesser von 24 mm behalten.
Ein Schweißpunkt mit einer Vorabmessung von 3x8 mm sollte nach der Schweißung eine Mindestabmessung von 3x8 mm haben.
Kriterien für die Akzeptanz:
Punktschweißungen: Die Schweißnähte gelten als akzeptabel, wenn sie die folgenden Bedingungen erfüllen:
3 von 4 Schweißpunkten erfüllen die Anforderungen.
2 von 3 Schweißpunkten erfüllen die Anforderungen.
8.6 Spezielle Metall-Querschnittsuntersuchung
In bestimmten Fällen wird eine Metallquerschnittsprüfung eingesetzt, um den Befestigungszustand von Schrauben und Muttern zu beurteilen. Diese Methode bietet einen detaillierten Einblick in die innere Struktur und Integrität der Befestigung.
Verfahren:
Besondere Ausbildung: Diese Inspektion muss von Fachpersonal durchgeführt werden, das eine spezielle Ausbildung erhalten hat.
Leitlinien für die Ausbildung: Die Ausbildung muss von einem zugelassenen Schweißfachingenieur oder einem zertifizierten Schweißfachmann durchgeführt werden.
Wichtigkeit:
Diese Prüfmethode ist von entscheidender Bedeutung für die Gewährleistung der Zuverlässigkeit und Sicherheit der Befestigung bei Anwendungen, bei denen die Standardprüfmethoden nicht ausreichen.
9. Drehmomenttest-Tabelle
Wie in Abschnitt 6 erwähnt, für die Teile.
Zerstörende Prüfung
Zerstörungsfreie Prüfung
Gewinde-Durchmesser
Dicke der Platte
Die Drehmomenteinstellung im Schweißsystem.
Überwachung des Drehmoments während der Teileprüfung, das mit der Dicke des Blechs zusammenhängt.
M4
0.7 1.25 1.5
13 Nm 13 Nm 16 Nm
6 Nm 8 Nm 8 Nm
M5
0.7 1.25 1.5
20 Nm 29 Nm 29 Nm
8 Nm 10 Nm 10 Nm
M6
0.8 1.5 2.0
24 Nm 33 Nm 34 Nm
14 Nm 20 Nm 20 Nm
M8
1.0 2.0 3.0
58 Nm 61 Nm 60 Nm
32 Nm 38 Nm 38 Nm
M107/16''
1.25 2.0 3.0
112 Nm 133 Nm 125 Nm
70 Nm 90 Nm 90 Nm
M12
>1.5
140 Nm
100 Nm
Anmerkung: Die Prüfnorm in 6.2.3 gilt speziell für dünne Stahlbleche.
10. Inspektionsdokument
Über die Kontrolle der Stichproben ist ein Protokoll zu führen. Die Ergebnisse der Stichprobenkontrollen müssen während eines bestimmten Zeitraums aufbewahrt werden.
10.1 Maßnahmen zur Mängelbeseitigung
Werden bei der Inspektion Mängel festgestellt, müssen diese unverzüglich behoben werden. Zusätzlich müssen die entsprechenden Systeme überprüft oder korrigiert werden.
Alle Fahrzeuge, bei denen derzeit die gleichen Probleme auftreten, müssen repariert werden. Defekte Einnietmuttern müssen entfernt werden, und um neue Schrauben oder Muttern zu befestigen, muss die Oberfläche der Platte sauber und eben gehalten werden.
Für Einzelfälle, in denen Schrauben und Muttern nicht ersetzt werden können, müssen geeignete Reparaturmethoden durch QPQ (Quench-Polish-Quench) und EP/CSV (Elektropolieren/Chemische Oberflächenbehandlung) festgelegt werden.
11. Inspektionswerkzeuge
Die Inspektionsabteilung muss auch die Kontrollinstrumente überprüfen.
Die verwendeten Drehmomentschlüssel müssen die folgenden Bedingungen erfüllen:
Drehmoment-Arbeitsdifferenz innerhalb von 10% des Prüfbereichs
Sichtbare Inspektionsergebnisse
Häufig gestellte Fragen
Nachstehend finden Sie Antworten auf einige häufig gestellte Fragen:
Was sind die besten Praktiken für die Montage von Schweißmuttern?
Die besten Praktiken für die Installation von Schweißmuttern umfassen eine sorgfältige Vorbereitung, präzise Schweißtechniken und gründliche Tests, um eine starke und zuverlässige Verbindung zu gewährleisten.
Wählen Sie zunächst den geeigneten Typ der Schweißmutter und die Installationsmethode. Die beiden wichtigsten Verfahren sind das Buckelschweißen und das kapazitive Entladungsschweißen. Das Buckelschweißen ist das gängigste Verfahren, bei dem Muttern mit Vorsprüngen verwendet werden, die durch elektrischen Strom erhitzt werden, bis sie zusammenfallen und mit dem Blech verschmelzen. Beim kapazitiven Entladungsschweißen wird ebenfalls elektrischer Strom verwendet, es ist jedoch weniger verbreitet.
Die richtige Positionierung und Oberflächenvorbereitung sind entscheidend. Stellen Sie sicher, dass die Schweißmutter korrekt auf das Loch im Blech ausgerichtet ist. Die Oberfläche sollte eben, sauber und frei von Verunreinigungen sein, um eine zuverlässige Schweißung zu erzielen. Bei Muttern mit Vorsprüngen sollten diese in direktem Kontakt mit dem Gegenblech sein.
Während des Schweißvorgangs muss die Stromstärke ausreichen, um die Vorsprünge auf Schweißtemperatur zu erwärmen, ohne dass es zu Metallauswurf kommt. Die Elektrodenkraft sollte ausreichend sein, um das Befestigungselement in Kontakt mit dem Blech zu bringen, ohne dass die Vorsprünge vorzeitig zusammenfallen. Beim Schweißen innerhalb eines Rohrs oder eines geschlossenen Raums ist ein Drahtschweißgerät zu verwenden, das durch das Loch hindurch direkt auf die Mutter schweißt und das Schweißen des Lochs selbst vermeidet. Vergewissern Sie sich, dass das Rohr oder Blech senkrecht steht, um die Schwerkraft zu Ihrem Vorteil zu nutzen.
Führen Sie nach dem Schweißen bei kritischen Anwendungen Durchzugsprüfungen durch, um sicherzustellen, dass die Schweißmutter den erwarteten Belastungen standhält. Zur Sicherstellung der Qualität können auch zerstörende Prüfungen an Unterbaugruppen erforderlich sein.
Berücksichtigen Sie das Material der Mutter und des Blechs. Verwenden Sie Muttern aus kompatiblen Materialien, z. B. Muttern der Güteklasse A307 oder A563, die nicht wärmebehandelt sind. Die Dicke und das Material des Blechs können die Festigkeit der Schweißnaht beeinflussen, wobei dickere Bleche und Materialien wie verzinktes DP600 stärkere Schweißnähte ergeben.
In Fällen, in denen Schweißen nicht möglich ist, können Sie Alternativen wie Blindnietmuttern in Erwägung ziehen, die eine schnelle und einfache Montage ermöglichen, ohne dass beide Seiten des Materials zugänglich sein müssen. Kundenspezifische Lösungen mit gebohrten, mit Gewinde versehenen und geschweißten Muttern aus Stangenmaterial können für bestimmte Anforderungen ebenfalls in Betracht gezogen werden.
Wenn Sie sich an diese bewährten Verfahren halten, können Sie sicherstellen, dass Schweißmuttern korrekt installiert werden und eine zuverlässige Befestigungslösung für verschiedene Anwendungen darstellen.
Welche Werkzeuge sind für die Montage von Schweißmuttern erforderlich?
Für die Montage von Schweißmuttern sind mehrere wichtige Werkzeuge erforderlich, um eine starke und zuverlässige Verbindung zu gewährleisten. Zu den wichtigsten Werkzeugen gehören:
Projektionsschweißmaschine: Diese Maschine wird üblicherweise zum Schweißen von Muttern verwendet, indem elektrischer Strom zum Erhitzen und Verschmelzen von Vorsprüngen an der Mutter mit dem umgebenden Material eingesetzt wird.
Ausrüstung zum Kapazitätsentladungsschweißen: Ähnlich wie beim Buckelschweißen werden bei diesem Gerät die Vorsprünge der Mutter durch elektrische Entladung geschmolzen und mit dem Metallteil verschmolzen.
Elektroden: Die Elektroden sind für die Stromführung beim Schweißen erforderlich und müssen auf beiden Seiten des Bauteils richtig positioniert werden.
Bohreinsätze: Präzisionsbohrer sind unerlässlich, um Löcher in das Blech zu bohren, in die die Schweißmutter eingesetzt werden soll. Die Größe des Bohrers sollte etwas kleiner sein als die der Schraube, um eine Überdimensionierung des Lochs zu vermeiden.
Wasserhähne: Zur Wiederherstellung oder Schaffung neuer Gewinde, wenn das Gewinde der Schweißmutter beschädigt ist, besonders nützlich in engen Räumen.
Kundenspezifische Werkzeuge oder Schraubenschlüssel: Zum Festhalten der Mutter und zur Verhinderung des Verdrehens während des Schweißens, vor allem in engen oder beengten Räumen.
Klemmen und Vorrichtungen: Diese Werkzeuge gewährleisten die richtige Ausrichtung und sichern die Mutter während des Schweißvorgangs, was für Präzisionsanwendungen entscheidend ist.
Persönliche Schutzausrüstung (PSA): Eine Schutzbrille, Handschuhe und ein Schweißerhelm sind unerlässlich, um sich vor den Gefahren des Schweißens wie Funken, UV-Strahlung und Stromschlag zu schützen.
Die Verwendung dieser Werkzeuge in Verbindung mit der richtigen Technik gewährleistet eine effiziente und effektive Montage von Schweißmuttern, was zu einer starken und zuverlässigen Verbindung für verschiedene Anwendungen führt.
Wie stelle ich die richtige Ausrichtung bei der Montage der Schweißmutter sicher?
Um eine ordnungsgemäße Ausrichtung bei der Montage von Schweißmuttern zu gewährleisten, sollten mehrere kritische Faktoren und Techniken berücksichtigt werden:
Erstens müssen die Maschine und die Elektrodeneinstellung präzise sein. Die Schweißmaschine sollte für das zu schweißende Verbindungselement angemessen dimensioniert sein, und die Schweißbedingungen sollten innerhalb des normalen Betriebsbereichs der Maschine liegen. Der Rahmen der Schweißmaschine und die Elektrodenbaugruppe müssen starr sein, um Biegungen und Ausrichtungsfehler unter Last zu vermeiden. Es muss sichergestellt werden, dass die Elektrodenkraft in der Lage ist, jeden Vorsprung während der anfänglichen Schweißperiode fest gegen das Stanzteil zu halten, da dies den Austritt von Metall verhindert, bevor die Teile zusammengefügt werden.
Die Pflege und Ausrichtung der Elektroden ist ebenfalls von entscheidender Bedeutung. Die Oberflächen der Elektroden müssen flach, gut ausgerichtet und frei von Öl, Schmutz oder Film sein. Die oberen Elektroden sollten auf der gleichen Mittellinie liegen. Die Verwendung von Elektroden aus einer Kupferlegierung der Klasse 2 oder härteren Wolfram-Kupfer-Einsätzen kann dazu beitragen, den Elektrodenverschleiß zu minimieren. Der Schweißstift der unteren Elektrode sollte aus einem gut isolierten Material (z. B. Keramik) bestehen und feder- oder luftbelastet sein, um das Abkühlen der Schweißnaht und das Austreiben von Schweißspritzern zu unterstützen.
Die Konstruktion der Schweißmutter selbst kann die Ausrichtung erheblich erleichtern. Selbstlokalisierende Schweißmuttern mit einem Ausrichtring können verhindern, dass Schweißspritzer in den Gewindebereich gelangen, und richten sich selbst in Standardlochgrößen aus. Verschiedene Ausführungen, wie z. B. Schweißmuttern mit Laschenvorsprung oder Sechskant-3-Vorsprung, bieten mehrere Vorsprünge, die zu starken und zuverlässigen Schweißnähten beitragen.
Vorbereitung und Einbau sind gleichermaßen wichtig. Es müssen genaue Bohrungen in das Metallteil eingebracht werden, die den Abmessungen der Schweißmutter entsprechen. Die Verwendung einer auf den Kerndurchmesser abgedrehten Schraube kann helfen, die Mutter im Loch zu positionieren und eine konzentrische Ausrichtung zu gewährleisten. Die Sauberkeit der Elektroden, des Blechmaterials und der Schweißmuttern ist von entscheidender Bedeutung; alle Komponenten sollten vor dem Einbau frei von Fett, Rost, Graten oder anderen Verunreinigungen sein.
Während des Schweißvorgangs ist es wichtig, die vorgeschriebenen Schritte zu befolgen und dabei die Art der Mutter oder des Bolzens, die Größe und Lage der Vorsprünge sowie die Dicke und Materialqualität des Stanzteils zu berücksichtigen. Die Festlegung des optimalen Schweißplans, einschließlich Elektrodenkraft, Schweißzeit und Schweißstrom, ist entscheidend. Durch die Durchführung von zerstörenden Prüfungen wie Abdrück- oder Schälversuchen kann überprüft werden, ob das angegebene Mindestdrehmoment mit den gewählten Parametern erreicht wird.
Schließlich ist die Behebung allgemeiner Probleme, die die Ausrichtung und Schweißqualität beeinträchtigen können, von entscheidender Bedeutung. Probleme wie hohe Elektrodenkraft, niedrige Stromstärken, verschmutzte Platten oder Muttern, nicht zentrierte Muttern, uneinheitliche Druckregelung und falsche Schweißzeiten sollten umgehend erkannt und behoben werden.
Durch die Einhaltung dieser Richtlinien können Verarbeiter Fehler minimieren und eine erfolgreiche und zuverlässige Installation von Schweißmuttern gewährleisten.
Was sind die häufigsten Probleme bei der Montage von Schweißmuttern und wie kann ich sie lösen?
Bei der Montage von Schweißmuttern können mehrere allgemeine Probleme auftreten, für die es jeweils spezifische Lösungen gibt, um ein erfolgreiches und zuverlässiges Schweißen zu gewährleisten.
Ein häufiges Problem sind Schweißspritzer und Gewindeverzug. Um diese zu vermeiden, sollten Sie sicherstellen, dass die Elektrodenoberflächen eben, gut ausgerichtet und frei von Öl, Schmutz oder Filmen sind. Die Verwendung eines luftunterstützten Stifts in der unteren Elektrode kann dazu beitragen, die Schweißnaht zu kühlen und Schweißspritzer auszutreiben, so dass diese nicht am Führungsstift haften bleiben und der Verschleiß der Elektrodenkappe minimiert wird.
Kalte Schweißnähte sind ein weiteres häufiges Problem, das auftritt, wenn die Schweißbedingungen nicht richtig eingestellt sind. Stellen Sie sicher, dass die Schweißmaschine für das zu schweißende Verbindungselement richtig dimensioniert ist und die erforderlichen Schweißbedingungen in den normalen Betriebsbereich der Maschine fallen. Die Elektrodenkraft muss jeden Vorsprung in der Anfangsphase der Schweißzeit fest gegen das Stanzteil drücken und gute Nachführeigenschaften haben, wenn die Vorsprünge während des Schweißvorgangs zusammenfallen.
Eine Fehlausrichtung der Bohrung kann verhindert werden, indem sichergestellt wird, dass die obere Elektrode die Vorsprünge des Befestigungselements genau auf dem gestanzten Metallteil festhält. Der Rahmen der Schweißmaschine und die Elektrodenbaugruppe müssen starr sein, um Biegung und Fehlausrichtung unter Last zu vermeiden.
Bei hochfesten, wärmebehandelten Schrauben und Muttern kann es zu Problemen mit der Wärmebehandlung kommen, da die schnelle Erhitzung und Abkühlung beim Heftschweißen Risse verursachen oder die Materialeigenschaften verändern kann. Um dies zu vermeiden, sollten Sie Muttern verwenden, die nicht wärmebehandelt sind, z. B. Muttern der Güteklasse A307 oder A563. Alternativ können Sie auch Materialien wie A36-Stangenmaterial oder andere vorqualifizierte Materialien verwenden, die sich zum Schweißen eignen.
Ein schlechter Einbrand der Schweißnaht, insbesondere bei punktgeschweißten Muttern, kann dazu führen, dass sich die Muttern mit der Zeit lösen. Stellen Sie den richtigen Einbrand sicher, indem Sie die Schweißparameter anpassen und die richtige Elektrodenkraft verwenden. Bei bereits vorhandenen schlechten Schweißnähten kann die Reparatur oder der Austausch der Schweißmuttern das Bohren neuer Löcher und die Verwendung eines Schraubenschlüssels und einer Mutter auf der Rückseite beinhalten, was jedoch wegen der möglichen Beschädigung des Rahmens weniger wünschenswert ist.
Durch die Befolgung der richtigen Einrichtungsrichtlinien, die Auswahl geeigneter Materialien, die Anwendung korrekter Schweißtechniken, die Durchführung regelmäßiger Prüfungen nach dem Schweißen und die Bereitschaft zur Reparatur und zum Austausch, wenn dies erforderlich ist, können Verarbeiter häufige Probleme im Zusammenhang mit der Montage von Schweißmuttern verringern und so zuverlässige und hochwertige Schweißnähte gewährleisten.
Wie unterscheiden sich Rivnuts und Plus Nuts von herkömmlichen Schweißmuttern?
Beim Vergleich von Rivnuts und Plus Nuts mit herkömmlichen Schweißmuttern sind mehrere Schlüsselfaktoren zu berücksichtigen, darunter Installationsmethode, Anwendungseignung, Festigkeit und Benutzerfreundlichkeit.
Installationsmethode: Schweißmuttern werden mit Hilfe einer Schweißmaschine an ein anderes Metallteil geschweißt. Dieses Verfahren erfordert eine spezielle Ausrüstung und gewährleistet eine starke, dauerhafte Verbindung. Das Schweißverfahren bedeutet jedoch, dass Schweißmuttern in der Regel unbeschichtet sind und zum Schutz vor Korrosion eine nachträgliche Beschichtung oder Lackierung erforderlich sein kann.
Nietmuttern (auch Blindnietmuttern genannt) werden mit einem Handwerkzeug oder einem Druckluftwerkzeug angebracht und können vollständig von einer Seite aus verankert werden. Dies macht sie besonders nützlich für Anwendungen, bei denen der Zugang zu beiden Seiten des Materials nicht möglich ist. Die Nietmuttern werden eingesetzt und wölben sich beim Anziehen des Befestigungselements auf der Rückseite auf, so dass die Baugruppe fest sitzt.
Plus-Muttern werden zwar nicht ausdrücklich beschrieben, funktionieren aber im Allgemeinen ähnlich wie Nietmuttern, können aber spezifische Konstruktionsvarianten aufweisen. Es gilt das allgemeine Prinzip, dass sie eingeführt und dann durch eine mechanische Aktion (wie das Ausbeulen) gesichert werden.
Eignung für die Anwendung: Einschweißmuttern sind ideal für Anwendungen, die eine möglichst starke Verbindung erfordern, insbesondere bei dünnen Blechen oder wenn hohe Festigkeit und Haltbarkeit entscheidend sind. Sie werden häufig bei schweren und kritischen Anwendungen eingesetzt, bei denen die Integrität der Befestigung von größter Bedeutung ist.
Nietmuttern sind vielseitig einsetzbar und eignen sich für eine breite Palette von Materialien, einschließlich Blechen, laminierten Materialien und spröden Substraten, bei denen ein normales Gewindeschneiden nicht machbar ist. Sie sind besonders nützlich bei Anwendungen, bei denen der Zugang zu beiden Seiten des Materials eingeschränkt ist.
Stärke und Langlebigkeit: Schweißmuttern bieten aufgrund des Schweißverfahrens, bei dem die Mutter mit dem Metall verschmilzt, die stärkste Verbindung unter den drei Optionen. Dadurch eignen sie sich für Anwendungen mit hoher Beanspruchung und hoher Last.
Nietmuttern sind zwar stabil, erreichen aber im Allgemeinen nicht die Festigkeit von Schweißmuttern. Sie bieten jedoch eine zuverlässige und sichere Befestigungslösung, insbesondere in Fällen, in denen Schweißen nicht möglich oder praktisch ist.
Benutzerfreundlichkeit und Kosten: Einschweißmuttern erfordern spezielle Schweißgeräte und können arbeitsintensiver sein. Dies erhöht die Kosten und die Komplexität des Installationsprozesses. Außerdem müssen Schweißmuttern in der Regel nach dem Einbau beschichtet oder lackiert werden, um sie vor Korrosion zu schützen.
Nietmuttern lassen sich leichter mit Handwerkzeugen oder Druckluftwerkzeugen einbauen, die im Vergleich zu Schweißgeräten relativ kostengünstig sind. Dies macht Rivnuts zu einer leichter zugänglichen und kostengünstigen Option für viele Anwendungen.
Zusammenfassung: Schweißmuttern bieten die stärkste Verbindung und eignen sich für Anwendungen mit hoher Beanspruchung, erfordern jedoch spezielle Ausrüstung und sind arbeitsintensiver und kostspieliger zu installieren. Nietmuttern hingegen sind einfacher zu montieren, eignen sich für verschiedene Materialien und begrenzte Zugangsmöglichkeiten und sind eine kostengünstigere und vielseitigere Lösung, auch wenn sie nicht an die Festigkeit von Schweißmuttern heranreichen. Bei der Wahl zwischen diesen Optionen sollten Sie die spezifischen Anforderungen Ihrer Anwendung berücksichtigen, einschließlich der erforderlichen Festigkeit, der einfachen Montage und der verwendeten Materialien.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, warum manche Stahlkonstruktionen den Test der Zeit bestehen, während andere ins Wanken geraten? Dieser Artikel untersucht die Welt der geschraubten und geschweißten Verbindungen in Stahlkonstruktionen und beleuchtet...
Haben Sie jemals über die unbesungenen Helden nachgedacht, die unsere Maschinen zusammenhalten? In diesem Artikel erkunden wir die faszinierende Welt der mechanischen Verbindungen, von der einfachen Niete bis zur mächtigen Schweißnaht....
Stellen Sie sich vor, Sie verwandeln Ihre alltäglichen Kunststoffgegenstände in langlebige, hochfeste Komponenten, indem Sie einfach winzige Kupfermuttern einbetten. Dieser Blog-Beitrag erforscht die faszinierende Welt der Hotmelt-Kupfermuttern und enthüllt ihre...
Warum werden in Flugzeugen Nieten anstelle von Schweißnähten verwendet? Die Antwort liegt in den einzigartigen Herausforderungen der Luft- und Raumfahrttechnik. Nieten bieten mehr Stabilität und Zuverlässigkeit, was für die dünnen, leichten Materialien unerlässlich ist...
Haben Sie sich jemals gefragt, worauf es bei der Auswahl der perfekten Wasserpumpe ankommt? In diesem Blogbeitrag tauchen wir in die Welt der Pumpenhersteller ein und erkunden die wichtigsten...
Wie wählt man zwischen einem Blenden-Durchflussmesser und einem Keil-Durchflussmesser? Beide dienen der Durchflussmessung, haben aber unterschiedliche Vor- und Nachteile. Blenden-Durchflussmessgeräte sind bekannt für ihre...
1. Schleifen Das Hauptziel des Schleifens von Schweißnähten aus rostfreiem Stahl ist die Beseitigung von Schweißspuren und das Erreichen einer Oberflächenrauheit von R10um auf dem Werkstück, als Vorbereitung für das Glanztauchen....
Hatten Sie schon einmal Probleme damit, perfekte Gewinde in Ihren Werkstücken zu erzeugen? Dieser Artikel lüftet die Geheimnisse des Gewindeschneidens, eines entscheidenden Prozesses bei der Bearbeitung. Erfahren Sie, wie Sie die Leistung des Gewindeschneiders verbessern,...
Haben Sie sich jemals gefragt, wie wichtig Gleitringdichtungen sind, um Leckagen zu verhindern und den reibungslosen Betrieb von Maschinen zu gewährleisten? In diesem Blogbeitrag tauchen wir in die Welt der Gleitringdichtungen...