Grundlagen der Schweißverbindungen: Ein vollständiger Leitfaden
Haben Sie sich schon einmal gefragt, wie das Schweißen einzelne Metallteile in ein einheitliches Ganzes verwandelt? Dieser Artikel erforscht die faszinierende Welt der Schweißverbindungen und untersucht ihre Arten, mechanischen Eigenschaften und die entscheidenden Faktoren bei ihrer Konstruktion. Entdecken Sie, wie diese Verbindungen die Festigkeit und Haltbarkeit von Metallkonstruktionen beeinflussen.
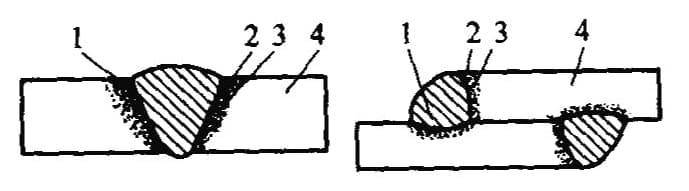
Lichtbogenschweißverbindungen sind komplexe Strukturen, die sich aus vier verschiedenen Bereichen mit jeweils einzigartigen Merkmalen und Eigenschaften zusammensetzen:
Schweißnaht: Der zentrale Teil der Verbindung, in dem der Schweißzusatzwerkstoff und die Grundmetalle zusammengeschmolzen und erstarrt sind. Dieser Bereich weist in der Regel die höchste Festigkeit auf, kann aber bei unsachgemäßer Ausführung auch anfällig für Fehler sein.
Schmelzzone: Der Übergangsbereich zwischen der Schweißnaht und dem Grundwerkstoff, in dem ein teilweises Aufschmelzen stattfindet. Diese Zone ist entscheidend für die Gewährleistung einer ordnungsgemäßen Verbindung und Lastübertragung zwischen der Schweißnaht und dem Grundwerkstoff.
Wärmeeinflusszone (WEZ): Der Teil des Grundmaterials, der beim Schweißen erheblichen Temperaturschwankungen ausgesetzt ist, aber nicht schmilzt. In der WEZ kommt es häufig zu mikrostrukturellen Veränderungen, die die mechanischen Eigenschaften der Verbindung beeinflussen können.
Grundwerkstoff: Das an die WEZ angrenzende unberührte Grundmetall, das seine ursprünglichen Eigenschaften und sein Gefüge beibehält.
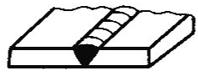
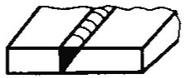
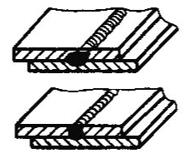
Zusammensetzung der Schmelzschweißverbindung a) Stumpfstoß b) Überlappungsstoß
1 - Metall schweißen 2 - Geschmolzener Draht 3 - Von der Hitze betroffene Zone 4 - Grundmaterial
1. Mechanische Eigenschaften von Schweißnähten
Schweissverfahren verleiht der Verbindung die folgenden mechanischen Eigenschaften:
1) Heterogenes mechanisches Verhalten von Schweißnähten
Aufgrund der verschiedenen metallurgischen Prozesse, die beim Schweißen ablaufen, und aufgrund der unterschiedlichen Wärme- und Belastungszyklen, die auf die verschiedenen Bereiche einwirken, kommt es zu erheblichen Unterschieden in der Struktur und den Eigenschaften dieser Bereiche. Dies führt zu einer heterogenen mechanischen Leistung der gesamten Verbindung.
2) Ungleichmäßige Spannungsverteilung und -konzentration in Schweißnähten
Geometrische Unregelmäßigkeiten in Schweißverbindungen führen zu einer ungleichmäßigen Verteilung der Arbeitsspannung und damit zu einer Spannungskonzentration. Wenn Schweißfehler vorhanden sind oder wenn die Form der Schweißnaht oder der Verbindung unpraktisch ist, verstärkt sich die Spannungskonzentration und beeinträchtigt die Festigkeit der Verbindung, insbesondere ihre Ermüdungsfestigkeit.
3) Eigenspannung und Verformung durch ungleichmäßige Erwärmung beim Schweißen
Schweißen ist ein örtlich begrenzter Erwärmungsprozess. Während LichtbogenschweißenDie Temperatur an der Schweißnaht kann den Siedepunkt des Werkstoffs erreichen, sinkt aber außerhalb der Naht schnell auf Raumtemperatur ab. Dieses ungleichmäßige Temperaturfeld führt zu Eigenspannungen und Verformungen innerhalb der Schweißnaht.
4) Hohe Steifigkeit der Schweißnähte
Durch das Schweißen werden die Naht und die Bauteile zu einer Einheit, was im Vergleich zu genieteten oder geschrumpften Verbindungen zu einer höheren Steifigkeit führt.
2. Grundformen von Gelenken
Schweißnaht (auch als Joint bezeichnet): Eine durch Schweißen verbundene Verbindung.
Häufig verwendete Schweißnähte:
Stumpfstoß, T-Stoß, Kreuzstoß, Überlappstoß, Eckstoß, Randstoß, Hülsenstoß, Schrägstoß, Flanschstoß und Doppel-V-Stoß, um nur einige zu nennen.
Die Grundtypen von Schweißverbindungen.
Name
Schweißnahtbildung
Name
Schweißnahtbildung
Stumpfes Gelenk
Klemmenanschluss
T-Gelenk
Schräger Stoßverbinder
Eckverbindung
Flansch-Verbinder
Überlappungsverbindung
Abgedichteter Stoßverbinder
1. Stumpfstoß
Eine Stumpfnaht wird durch das Verschweißen der aneinanderstoßenden Kanten zweier in derselben Ebene liegender Werkstücke hergestellt. Diese Verbindungskonfiguration wird aufgrund ihres raffinierten Designs, ihrer überlegenen Tragfähigkeit, ihres hohen Festigkeits-Gewichts-Verhältnisses und ihrer effizienten Materialausnutzung häufig in verschiedenen Schweißkonstruktionen eingesetzt.
Die Beliebtheit des Stumpfstoßes beruht auf seiner Fähigkeit, Kräfte direkt durch die Schweißnaht zu übertragen, was im Vergleich zu anderen Verbindungsarten zu einer gleichmäßigeren Spannungsverteilung führt. Diese Eigenschaft macht sie besonders geeignet für Anwendungen mit zyklischer Belastung oder ermüdungsanfälligen Umgebungen, wie Druckbehälter, Rohrleitungen und Stahlkonstruktionen.
Da die Verbindung jedoch von Kante zu Kante erfolgt, sind die Anforderungen an die Vorbereitung und Ausrichtung der zu verbindenden Flächen sehr hoch. Eine präzise Kantenvorbereitung, einschließlich des Abschrägens bei dickeren Materialien, und die Einhaltung enger Passungstoleranzen sind entscheidend, um ein vollständiges Eindringen zu gewährleisten und das Risiko von Schweißfehlern zu minimieren.
Beim Schweißen weist die Schweißraupe einer Stumpfnaht normalerweise ein leicht konvexes Profil auf, das über die Oberfläche des Grundmaterials hinausragt. Diese Verstärkung kann zwar für zusätzliche Festigkeit sorgen, schafft aber auch eine geometrische Unstetigkeit. Diese ungleichmäßige Oberfläche kann zu Spannungskonzentrationen an der Schweißnahtspitze führen - der Übergangszone zwischen dem Schweißgut und dem Grundwerkstoff. Um dieses Problem zu entschärfen, können Nachbehandlungen wie Schleifen oder maschinelle Bearbeitung eingesetzt werden, um eine bündige Oberfläche zu erzielen, insbesondere bei Anwendungen, bei denen die Ermüdungsfestigkeit oder die aerodynamischen Eigenschaften entscheidend sind.
Mit modernen Schweißtechniken wie dem automatisierten Laser- oder Elektronenstrahlschweißen lassen sich qualitativ hochwertige Stumpfnähte mit minimalem Verzug und schmalen Wärmeeinflusszonen herstellen, was die mechanischen Eigenschaften der Verbindung und die strukturelle Integrität insgesamt weiter verbessert.
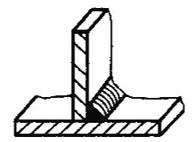
2. T-Gelenk
Eine T-Verbindung (oder Kreuzverbindung) wird durch die Verbindung von senkrecht zueinander stehenden Bauteilen mittels einer Kehlnaht hergestellt, wodurch eine Konfiguration entsteht, die dem Buchstaben "T" ähnelt. Diese vielseitige Verbindung kann Kräften und Drehmomenten in mehreren Richtungen standhalten, was sie für verschiedene strukturelle Anwendungen unverzichtbar macht. T-Verbindungen finden sich vor allem in Kastenkonstruktionen, bei der Herstellung von Druckbehältern (z. B. Rohr-Mantel-Verbindungen) und bei der Befestigung von Verstärkungsringen für Mannlöcher an Behälterkörpern.
Die Geometrie von T-Stößen stellt besondere Anforderungen an die Spannungsverteilung. Der abrupte Übergang von der Schweißnaht zum Grundwerkstoff verursacht eine erhebliche Verzerrung des Kraftflusses unter äußerer Belastung, was zu einem äußerst ungleichmäßigen und komplexen Spannungsfeld führt. Dieses Phänomen führt zu erheblichen Spannungskonzentrationen sowohl an der Wurzel als auch an der Spitze der Kehlnaht, die kritische Bereiche darstellen, die für Ermüdungsversagen anfällig sind.
Zur Abschwächung dieser Spannungskonzentrationen und zur Verbesserung der Verbindungsleistung können verschiedene Strategien eingesetzt werden:
Volldurchschweißung: Diese Technik gewährleistet eine vollständige Verschmelzung über die gesamte Verbindungsdicke, wodurch die Wahrscheinlichkeit von Wurzelfehlern verringert und die Lastübertragung verbessert wird.
Optimiertes Schweißnahtprofil: Die Gestaltung eines glatten Übergangs zwischen Schweißnaht und Grundwerkstoff kann zu einer gleichmäßigeren Verteilung der Spannungen beitragen.
Wärmebehandlung nach dem Schweißen (PWHT): Mit diesem Verfahren können Eigenspannungen abgebaut und die mechanischen Eigenschaften der Schweißnaht insgesamt verbessert werden.
Schleifen der Schweißnaht: Sorgfältiges Abtragen von Material an der Schweißnaht kann die Spannungskonzentration verringern und die Ermüdungslebensdauer verbessern.
Richtiges Fugendesign: Merkmale wie Zwickel oder Vouten können dazu beitragen, die Lasten effizienter auf die Fuge zu verteilen.
Bei der Konstruktion und Herstellung von T-Verbindungen müssen Ingenieure Faktoren wie Materialauswahl, Schweißparameter und mögliche Belastungsszenarien sorgfältig berücksichtigen, um eine optimale Verbindungsleistung und Langlebigkeit im Betrieb zu gewährleisten.
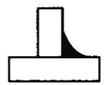
T-Gelenk
3. Überlappungsverbindung
Ein Überlappstoß entsteht durch Überlappung zweier Bleche und anschließender Kehlnaht am Ende oder an der Seite oder durch Hinzufügen einer Steck- oder Rillenschweißung. Aufgrund des Versatzes der Mittellinien der beiden Bleche in der Überlappungsverbindung wird unter Last ein zusätzliches Biegemoment erzeugt, das folgende Auswirkungen haben kann Schweißnahtfestigkeit.
Daher werden Überlappungsverbindungen normalerweise nicht für die wichtigsten drucktragenden Elemente in Kesseln und Druckbehältern verwendet.
Die erhebliche Formveränderung der Bauteile durch Überlappungsverbindungen führt zu einer komplexeren Spannungskonzentration als bei Stoßverbindungen, was zu einer extrem ungleichmäßigen Spannungsverteilung über die Verbindung führt.
Innerhalb von Überlappungsnähten können diese Schweißnähte aufgrund der unterschiedlichen Belastungsrichtungen, die auf die Überlappungskehlnaht einwirken, als frontal, lateral oder diagonal kategorisiert werden. Kehlnähte.
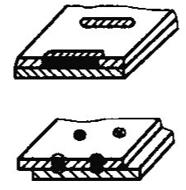
Überlappungsverbindung
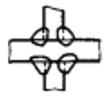
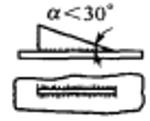
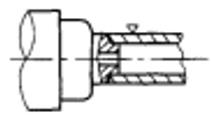
Neben dem Verschweißen von zwei stirnseitig oder seitlich gestapelten Stahlblechen werden bei Überlappungsverbindungen auch Rillen- und Lochschweißungen (Rund- und Langlöcher) durchgeführt. Die Abbildung zeigt den Aufbau einer Überlappungsnaht, die mit einer Nut geschweißt wird.
Zunächst wird das zu verbindende Werkstück in eine Nut gestanzt, und dann wird die Nut mit Schweißgut gefüllt. Der Querschnitt der Rillenschweißung ist rechteckig und ihre Breite ist doppelt so groß wie die Dicke des zu verbindenden Bauteils. Die Länge der Nut sollte etwas kürzer als die Überlappungslänge sein.
Das Stopfenschweißen umfasst Bohren Löcher in den zu verbindenden Blechen, wobei die Rille beim Rillenschweißen ersetzt wird, und das Schweißgut zum Füllen dieser Löcher verwendet wird, wodurch die beiden Bleche verbunden werden. Das Bolzenschweißen kann in zwei Arten unterteilt werden: das Bolzenschweißen mit runden Löchern und das Bolzenschweißen mit länglichen Löchern, wie in der Abbildung dargestellt.
4. Eckverbindung
Eine Eckverbindung entsteht, wenn zwei Bleche an ihren Kanten in einem bestimmten Winkel verschweißt werden. Eckverbindungen werden häufig bei Kastenkonstruktionen, Sattelrohrverbindungen und Verbindungen mit zylindrischen Körpern verwendet. Auch die Verbindung zwischen Feuerrohren und Endkappen in kleinen Kesseln erfolgt in dieser Form.
Ähnlich wie T-Verbindungen haben einseitige Eckverbindungen einen extrem geringen Widerstand gegen Biegewechselmomente. Sofern die Bleche nicht sehr dünn sind oder die Struktur nicht kritisch ist, sollten die Fasen im Allgemeinen beidseitig geschweißt werden, da sonst die Qualität nicht gewährleistet werden kann.
Bei der Auswahl der Verbindungsart sind in erster Linie die Struktur des Produkts sowie Faktoren wie Belastungsbedingungen und Verarbeitungskosten zu berücksichtigen.
Zum Beispiel:
Stumpfstöße sind weit verbreitet, weil sie die Spannung gleichmäßig verteilen und Metall sparen. Allerdings erfordern Stumpfstöße genaue Schnittmaße und eine präzise Montage.
T-Verbindungen sind meist nur geringen Scherbelastungen ausgesetzt oder dienen lediglich als Verbindungsschweißungen.
Überlappungsverbindungen erfordern keine hohe Montagepräzision und sind einfach zu montieren, aber ihre Tragfähigkeit ist gering, so dass sie im Allgemeinen in unkritischen Strukturen verwendet werden.
Die Anforderungen an die Schweißnahtqualität, die Schweißnahtgröße, die Schweißnahtposition, die Werkstückdicke, die geometrischen Abmessungen und die Arbeitsbedingungen bei der Konstruktion von Schweißverbindungen bestimmen die Vielfalt bei der Auswahl Schweißverfahren und Formulierungsprozesse. Eine vernünftige Konstruktion und Auswahl von Schweißverbindungen gewährleistet nicht nur die Festigkeit der Schweißnähte und der gesamten Stahlkonstruktion, sondern vereinfacht auch den Produktionsprozess und senkt die Herstellungskosten.
Die wichtigsten Faktoren bei der Planung und Auswahl von Schweißverbindungen:
Strukturelle Integrität: Sicherstellen, dass die Schweißverbindung die mechanischen, thermischen und chemischen Beständigkeitsanforderungen der vorgesehenen Anwendung erfüllt oder übertrifft, unter Berücksichtigung von Faktoren wie statische und dynamische Belastung, Ermüdungsfestigkeit und Umweltbedingungen.
Schweißbarkeit: Wählen Sie eine Verbindungskonfiguration, die mit dem gewählten Schweißverfahren kompatibel ist, und berücksichtigen Sie dabei Faktoren wie Materialstärke, Zugänglichkeit und Automatisierungspotenzial. Vergewissern Sie sich, dass die Konstruktion der Verbindung eine ordnungsgemäße Verschmelzung und Durchdringung ermöglicht.
Vereinfachung und Optimierung: Gestalten Sie die Verbindungen so einfach wie möglich und bevorzugen Sie flache und automatisierte Schweißpositionen. Minimieren Sie Überkopf- und Vertikalschweißungen und vermeiden Sie maximale Belastungen direkt an der Schweißnaht. Nutzen Sie die computergestützte Konstruktion (CAD) und die Finite-Elemente-Analyse (FEA) zur Optimierung der Verbindungsgeometrie.
Materialverträglichkeit: Wählen Sie Schweißverfahren und Schweißzusatzwerkstoffe, die die Funktionalität der Verbindung bei Auslegungstemperaturen und in korrosiven Umgebungen gewährleisten. Berücksichtigen Sie Faktoren wie Wärmeausdehnung, galvanische Korrosion und Anforderungen an die Wärmebehandlung nach dem Schweißen.
Verzugskontrolle: Minimieren Sie schweißbedingte Verformungen und Eigenspannungen durch eine geeignete Verbindungsgestaltung, Reihenfolge und Kontrolle der Wärmezufuhr. Bringen Sie die technischen Anforderungen mit den verfügbaren Fähigkeiten des Personals und der Ausrüstung in Einklang.
Strukturelle Effizienz: Entwerfen Sie Schweißnähte so, dass sie, wann immer möglich, als Verbindungselemente dienen, und integrieren Sie sie in die Gesamtkonstruktion, um eine optimale Lastübertragung und Materialausnutzung zu gewährleisten.
Prüffähigkeit: Stellen Sie sicher, dass die Schweißverbindung sowohl für die Prüfung während des Prozesses als auch nach dem Schweißen leicht zugänglich ist und verschiedene zerstörungsfreie Prüfverfahren (ZfP) wie Sicht-, Ultraschall- oder Durchstrahlungsprüfungen möglich sind.
Kosteneffizienz: Optimieren Sie die Verbindungsvorbereitung und die Schweißverfahren, um die Arbeits-, Material- und Ausrüstungskosten zu minimieren, ohne die Qualität zu beeinträchtigen. Berücksichtigen Sie Faktoren wie die Kantenvorbereitung, Passungstoleranzen und Schweißposition.
Optimierung der Kehlnaht: Vermeiden Sie übergroße Kehlnähte, da Untersuchungen zeigen, dass größere Kehlnähte die Tragfähigkeit pro Flächeneinheit beeinträchtigen. Verwenden Sie Spannungsanalysen und Normen, um die optimale Kehlnahtgröße für die jeweilige Anwendung zu bestimmen.
Standardisierung: Wann immer möglich, sollten standardisierte Verbindungsdesigns und Schweißsymbole verwendet werden, um die Kommunikation zu verbessern, Fehler zu reduzieren und eine einheitliche Fertigung bei verschiedenen Projekten zu ermöglichen.
Tabelle 1-2: Vergleichende Auslegung von Schweißnahtformen
Die geplante Schweißnahtposition sollte das Schweißen und die Inspektion erleichtern.
Um die Spannungskonzentration an der Überlappschweißnaht zu verringern, sollte sie als Verbindung mit einer gewissen Spannungsentlastung ausgeführt werden.
Schneiden Sie die scharfen Ecken der Verstärkungsrippen ab
Schweißnähte sollten verteilt sein
Vermeiden Sie Kreuzschweißnähte
Schweißnähte sollten auf oder in der Nähe der neutralen Achse in einer symmetrischen Position ausgeführt werden.
Die biegebeanspruchten Schweißnähte sollten auf der Zugseite und nicht auf der ungeschweißten Druckseite ausgeführt werden.
Vermeiden Sie Schweißnähte an Stellen, an denen sich die Belastung konzentriert.
Schweißnähte sollten nicht in Bereichen mit maximaler Belastung liegen.
Die Bearbeitungsfläche sollte frei von Schweißnähten sein.
Die Position der automatischen Schweißnähte sollte so gewählt werden, dass die Einstellung der Schweißgeräte und die Anzahl der Werkstückumdrehungen möglichst gering sind.
3. Grundformen von Schweißnähten
Eine Schweißnaht ist die Verbindung, die durch das Zusammenschweißen von Teilen entsteht.
Kategorien:
1. Auf der Grundlage der räumlichen Positionierung können sie unterteilt werden in: flache Schweißnähte, horizontale Schweißnähte, vertikale Schweißnähte und Überkopfschweißnähte.
2. Nach der Art der Verbindung kann man zwischen Stumpfschweißnähten, Eckschweißnähten und Steckschweißnähten unterscheiden.
3. Auf der Grundlage der Kontinuität kann zwischen kontinuierlichen Schweißnähten und unterbrochenen Schweißnähten unterschieden werden.
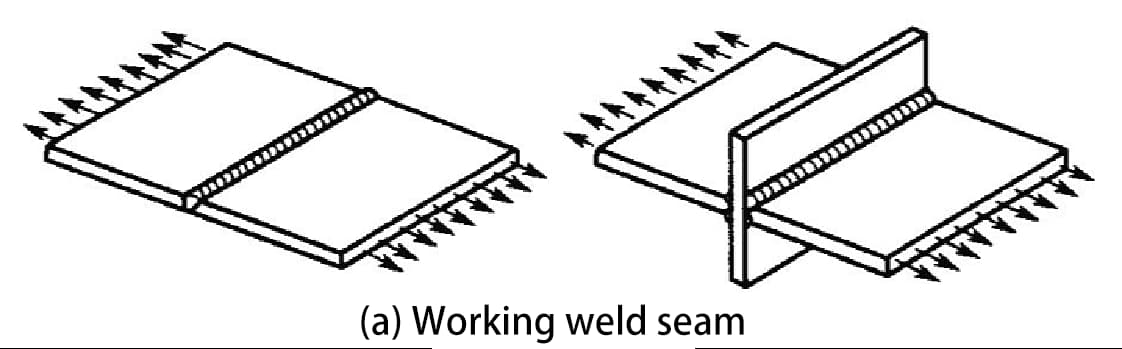
4. Auf der Grundlage der Tragfähigkeit kann man sie in Arbeitsschweißnähte und Kontaktschweißnähte unterteilen.
Die Schweißnaht ist ein wesentlicher Bestandteil der Schweißverbindung. Die Grundformen der Schweißnaht sind die Stumpfstoßschweißnaht und die Eckstoßschweißnaht.
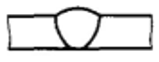
1. Stumpfschweißnähte:
Stumpfschweißnähte werden an der Verbindungsstelle zwischen zwei Teilen gebildet. Sie können entweder eine ungerillte (oder I-förmige) oder eine gerillte Form haben. Die Oberflächenform der Schweißnaht kann entweder konvex oder bündig mit der Oberfläche sein.
2. Eckschweißnähte:
Querschnittsform von Eckschweißnähten
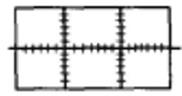
4. Arbeitsschweißnähte und Kontaktschweißnähte
Arbeitsschweißnähte (auch als tragende Schweißnähte bekannt)
Es handelt sich um Schweißnähte, die in Reihe mit den geschweißten Teilen die Hauptlast tragen. Sollten diese Nähte reißen, würde die Stahlkonstruktion sofort schwere Schäden erleiden.
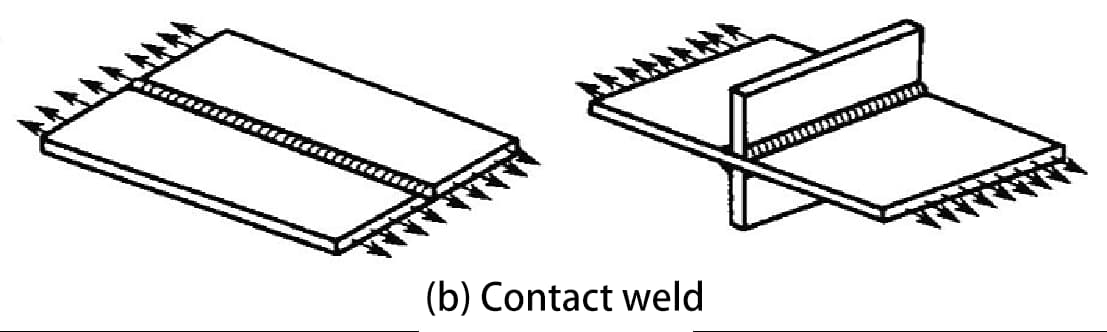
Kontaktschweißnähte (auch bekannt als nicht tragende Schweißnähte)
Dies sind Schweißnähte, die zwei oder mehr geschweißte Teile parallel miteinander verbinden (d. h. eine Verbindung herstellen). Diese Nähte sind nicht direkt belastet und unterliegen im Betrieb nur geringen Kräften. Wenn eine solche Naht reißen würde, würde die Struktur nicht sofort versagen.
Eine Nut ist ein Graben, der durch die Bearbeitung bestimmter geometrischer Formen an den zu verschweißenden Teilen eines Werkstücks entsprechend den Konstruktions- oder Verfahrensanforderungen entsteht.
Vorbereitung der Rillen:
Der Prozess der Bearbeitung der Rille mit mechanischen Methoden, Flamme oder elektrischem Lichtbogen.
Zweck der Rillenvorbereitung:
(1) Um sicherzustellen, dass der Lichtbogen für eine vollständige Verschmelzung tief in die Wurzel der Schweißnaht eindringt, um eine optimale Schweißnahtbildung zu erreichen und um die Schlackenentfernung zu erleichtern.
(2) Für legierte StähleMit der Rille wird auch das Verhältnis von Grundmetall zu Zusatzwerkstoff (d. h. das Schmelzverhältnis) eingestellt.
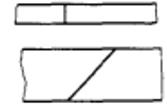
Je nach Dicke des Blechs können die Schweißkanten der Stumpfschweißnähte gerollt, quadratisch oder in V-, X-, K- und U-förmige Nuten bearbeitet werden.
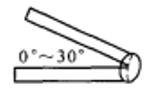
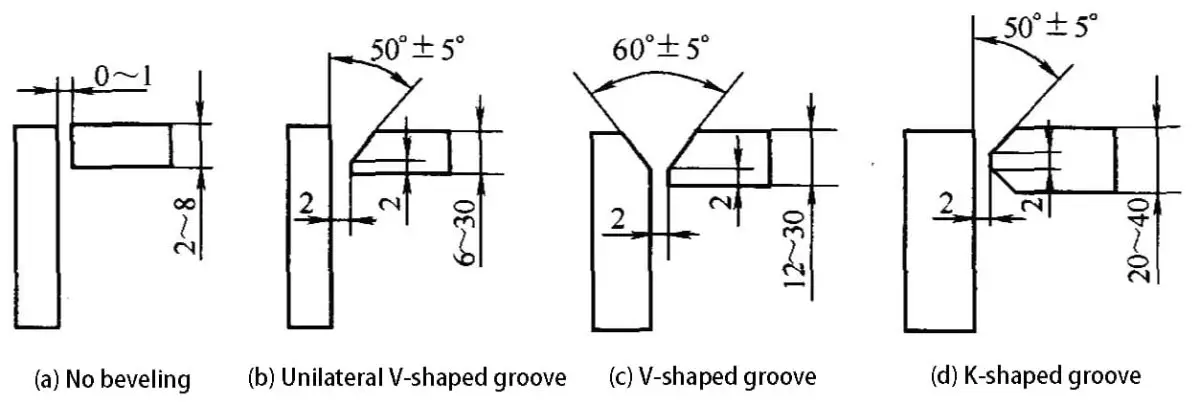
(2) Abhängig von der Dicke des Werkstücks, der Struktur und den Belastungsbedingungen können die Nutformen für Eckverbindungen und T-Verbindungen in I-Form, einseitige V-Form mit stumpfer Kante und K-Form unterteilt werden.
Nuten für Eck- und T-förmige Fugen
a) I-förmig b) Einseitig V-förmig (mit stumpfer Kante) c) K-förmig (mit stumpfem Rand)
2. Grundsätze für die Rillengestaltung
Die Form und die Abmessungen der Rille werden in erster Linie auf der Grundlage der Dicke der Stahlkonstruktion, des gewählten Schweißverfahrens, der Schweißposition und des Schweißprozesses ausgewählt und entworfen. Der Entwurf sollte:
1) Minimieren Sie die Menge des Zusatzwerkstoffs in der Schweißnaht;
3) Stellen Sie sicher, dass die Rillenform leicht zu bearbeiten ist;
4) Erleichtert die Einstellung der Schweißverformung;
Im Allgemeinen ist es möglich, beim Schweißen von Werkstücken bis zu einer Dicke von 6 mm mit dem Elektroden-Lichtbogenschweißen oder beim automatischen Schweißen von Werkstücken bis zu einer Dicke von 14 mm eine qualifizierte Schweißnaht ohne Fugenvorbereitung zu erhalten.
Es muss jedoch ein Spalt zwischen den Platten eingehalten werden, um sicherzustellen, dass der Schweißzusatz das Schweißbad füllt und eine vollständige Verschmelzung gewährleistet ist. Wenn die Stahlplatte die oben genannte Dicke überschreitet, kann der Lichtbogen nicht durch die Platte dringen, und es sollte eine Rillenpräparation in Betracht gezogen werden.
II. Darstellungsmethoden für Schweißnähte
Um eine präzise und genaue Fertigung ihrer Entwürfe zu gewährleisten, müssen Ingenieure die technischen Spezifikationen von Strukturen und Produkten durch detaillierte Konstruktionszeichnungen und umfassende Spezifikationsdokumente umfassend vermitteln.
Für Schweißverbindungen verwenden Konstrukteure in erster Linie standardisierte Schweißsymbole und Schweißverfahrenscodes. Während herkömmliche technische Entwurfsmethoden verwendet werden können, kann die grafische oder textliche Darstellung der komplizierten Schweißprozessanforderungen und -überlegungen für komplexe Verbindungen übermäßig schwerfällig und anfällig für Fehlinterpretationen werden.
Folglich ist die Verwendung von standardisierten Symbolen und Codes von entscheidender Bedeutung für die eindeutige Spezifizierung der folgenden kritischen Aspekte von Schweißnähten:
Art der Schweißung (z. B. Kehlnaht, Rille, Punkt, Naht)
Verbindungsgeometrie (z. B. Stumpf, Überlappung, T, Ecke)
Abmessungen der Schweißnaht (z. B. Größe, Länge, Abstand)
Positionierung der Schweißnaht (z. B. Pfeilseite, andere Seite, beide Seiten)
Anforderungen an die Oberflächenbeschaffenheit
Schweißverfahren (z. B. GMAW, GTAW, SMAW)
Zusätzliche Spezifikationen (z. B. Wurzelöffnung, eingeschlossener Winkel für Rillenschweißnähte)
Diese standardisierten Darstellungen rationalisieren nicht nur den Arbeitsablauf von der Konstruktion bis zur Fertigung, sondern minimieren auch Kommunikationsfehler, erhöhen die Produktivität und gewährleisten eine gleichbleibende Qualität in verschiedenen Fertigungsumgebungen. Darüber hinaus erleichtern sie die Einhaltung internationaler Schweißnormen wie AWS A2.4 oder ISO 2553, die für globale Fertigungsabläufe und Qualitätssicherung unerlässlich sind.
1. Schweißnahtsymbole und Codes für Schweißverfahren
Symbole für Schweißnähte: Auf den Zeichnungen markierte Symbole zur Darstellung von Form, Größe und Art der Schweißnaht.
Sie werden durch GB/T324-1998 "Symbolische Darstellung von Schweißnähten" (gilt für Metallschmelzschweißen und Widerstandsschweißen) und GB/T5185-1999 "Darstellungscodes für Metallschweißen und Hartlöten Methoden auf Zeichnungen.
Ein Schweißnahtsymbol besteht aus:
grundlegende Symbole
zusätzliche Symbole
weitere Symbole
Größensymbole der Schweißnaht
Führungslinien.
Grundlegende Symbole: Diese Symbole stellen die Querschnittsform der Schweißnaht dar, die sich der Form des Schweißnahtquerschnitts annähert.
Namen von Schweißnähten
Querschnittsform der Schweißnaht.
Symbol
I-förmige Schweissnaht
V-förmige Schweißnaht
Stumpfkantige V-förmige Schweißnaht
Einseitige V-förmige Schweißnaht
Stumpfkantige einseitige V-förmige Schweißnaht
Stumpfkantige U-förmige Schweissnaht
Versiegeln der Schweißnaht
Kehlnaht
Stopfenschweißung oder Rillenschweißung
Flare-V-Schweißung
Punktschweißen
Nahtschweißung
Ergänzende Symbole: Diese Symbole stehen für zusätzliche Anforderungen an die Oberflächenbeschaffenheit der Schweißnaht. Zusatzsymbole werden im Allgemeinen in Verbindung mit den Grundsymbolen für Schweißnähte verwendet, wenn besondere Anforderungen an die Oberflächenform der Schweißnaht bestehen.
Symbole für die Schweißnahtverstärkung: Dies sind Symbole, die zur Veranschaulichung bestimmter Merkmale einer Schweißnaht verwendet werden.
Name
Formular
Symbol
Anzeige
Symbol mit Pad
Zeigt das Vorhandensein eines Stützstreifens an der Unterseite der Schweißnaht an.
Dreiseitiges Schweißnahtsymbol
Schlägt dreiseitige Schweißnähte und die Richtung der Öffnung vor.
Symbol für Rundnahtschweißen
Symbolisiert eine Schweißnaht, die das Werkstück umgibt.
Feld Symbol
Bezeichnet Schweißarbeiten, die vor Ort oder auf einer Baustelle durchgeführt werden.
Schwanz-Symbol
Für das hintere Ende des Bleileitungssymbols kann auf GB5185-1999 für Schweißverfahren und ähnliche Bezeichnungen verwiesen werden."
Symbole für Schweißnahtabmessungen: Dies sind Symbole, die zur Darstellung der Abmessungen von Rillen- und Schweißnahtmerkmalen verwendet werden.
Symbol
Name
Schematisches Diagramm
σ
Blechdicke
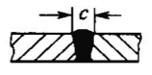
c
Breite der Schweißnaht
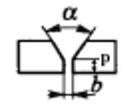
b
Wurzelspalte
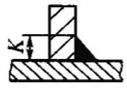
K
Höhe der Schweißnaht
p
Höhe der stumpfen Kante
d
Schweißpunktdurchmesser
a
Rillenwinkel
h
Schweißnaht-Verstärkung
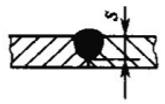
s
Effektive SchweißnahtdickeGleiche Schweißnaht
N
Menge Symbol
e
Schweißnaht-Abstand
l
Länge der Schweißnaht
R
Wurzelradius
H
Höhe der Rille
Führungslinie: Besteht aus einer gepfeilten Führungslinie, zwei Bezugslinien (horizontale Linien) - eine durchgezogene und eine gestrichelte Linie - sowie einem Heckteil.
Zur Vereinfachung der Beschriftung und textlichen Erläuterung von Schweißverfahren können die Codes für verschiedene Schweißverfahren wie Metallschweißen und Hartlöten verwendet werden, die gemäß der nationalen Norm GB/T 5185-1999 mit arabischen Ziffern bezeichnet werden.
Die Vermerke zum Schweißverfahren befinden sich am Ende der Hilfslinie.
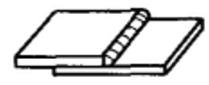
Gemäß der nationalen Norm GB/Tl2212-1990 "Technische Zeichnung - Abmessungen, Proportionen und vereinfachte Darstellung von Symbole für das Schweißen"Wenn es notwendig ist, Schweißnähte auf Zeichnungen vereinfacht darzustellen, können sie zur Veranschaulichung durch Ansichten, Schnitte oder Querschnitte oder sogar axonometrische Ansichten dargestellt werden.
Im Allgemeinen ist nur eine Art der Darstellung pro Zeichnung zulässig.
(a) Zeichnungsmethode für die Stirnseite der Schweißnaht (b) Zeichnungsmethode der Schweißnaht Schnittansicht (c) Verfahren zum Zeichnen des Schweißprofils
3. Beschriftung von Schweißsymbolen
Die nationalen Normen GB/T324-1988, GB/T5185-1999 und GB/T12212-1990 legen jeweils die Beschriftungsmethoden für Schweißsymbole und Schweißverfahrenscodes fest.
(1) Schweißsymbole und Schweißverfahrenscodes können durch Richtlinien und einschlägige Vorschriften genau und eindeutig dargestellt werden.
(2) Bei der Beschriftung von Schweißnähten sind zunächst die Grundsymbole der Schweißnaht über oder unter den Bezugslinien zu beschriften; die anderen Symbole sind an den vorgeschriebenen Stellen anzubringen.
(3) Für die Lage der Pfeillinie in Bezug auf die Schweißnaht gibt es im Allgemeinen keine besonderen Anforderungen, aber bei der Kennzeichnung von V-förmigen, einseitigen V-förmigen, J-förmigen usw. Schweißnähten sollte der Pfeil auf das Werkstück mit der Nut zeigen.
(4) Wenn nötig, kann die Pfeillinie einmal gebogen werden.
(5) Die imaginäre Bezugslinie kann oberhalb oder unterhalb der realen Bezugslinie gezogen werden.
(6) Die Bezugslinie sollte im Allgemeinen parallel zur Unterkante der Zeichnung verlaufen, kann aber unter besonderen Bedingungen auch senkrecht zur Unterkante verlaufen.
(7) Befinden sich die Schweißnaht und die Pfeillinie auf derselben Seite der Verbindung, so wird das Grundsymbol der Schweißnaht auf der Seite der tatsächlichen Bezugslinie angebracht; befinden sich umgekehrt die Schweißnaht und die Pfeillinie nicht auf derselben Seite der Verbindung, so wird das Grundsymbol der Schweißnaht auf der Seite der imaginären Bezugslinie angebracht.
Falls erforderlich, kann das Grundsymbol für die Schweißnaht durch Größensymbole und Daten ergänzt werden.
Grundsätze der Kommentierung:
1) Auf der linken Seite des Grundsymbols sind die Abmessungen des Schweißnahtquerschnitts angegeben, wie z. B.: Höhe der stumpfen Kante p, Höhe der Nut H, Größe des Schweißwinkels K, Resthöhe der Schweißnaht h, wirksame Dicke der Schweißnaht S, Wurzelradius R, Breite der Schweißnaht C und Durchmesser des Schweißnuggets d.
2) Auf der rechten Seite des Grundsymbols sind die Abmessungen in Richtung der Schweißnahtlänge angegeben, wie z. B.: Schweißnahtlänge L, Schweißnahtabstand e und Anzahl der identischen Schweißnähte n.
3) Der Nutwinkel α, der Nutflächenwinkel β, der Wurzelspalt b und andere Abmessungen sind auf der Ober- oder Unterseite des Grundsymbols angegeben.
4) Das Symbol für die Anzahl der identischen Schweißnähte ist am hinteren Ende angebracht.
5) Wenn es viele Dimensionen zu markieren gibt und diese nicht leicht zu unterscheiden sind, kann das entsprechende Dimensionssymbol vor den Daten hinzugefügt werden.
Name
Schematisches Diagramm
Kennzeichnung
Stumpfschweißnaht
Intermittierende Kehlnaht
Gestaffelte intermittierende Kehlnaht
Punktschweißnaht
Naht Schweißnaht
Stopfenschweißnaht oder Rillenschweißnaht
4. Vereinfachte Beschriftung von Schweißnähten
In GB/T12212-1990 sind unter bestimmten Umständen auch vereinfachte Beschriftungsmethoden für Schweißverbindungen vorgesehen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Um eine einwandfreie Schweißnaht zu erzielen, ist mehr als nur Geschicklichkeit erforderlich; es kommt darauf an, das Zusammenspiel von Spannung und Strom zu beherrschen. Diese beiden Parameter sind das Lebenselixier des Schweißens und bestimmen alles, von der...
Haben Sie sich jemals gefragt, warum geschweißte Strukturen trotz ihres robusten Aussehens manchmal versagen? Dieser Artikel befasst sich mit den verborgenen Herausforderungen des Schweißens und untersucht, wie ungleichmäßige Erwärmung und Abkühlung zu...
Haben Sie sich jemals gefragt, wie Wolkenkratzer hoch stehen oder Autos zusammengeschweißt bleiben? Dieser Blog enthüllt die Magie hinter elektrischen Schweißgeräten. Erfahren Sie mehr über Top-Hersteller wie Lincoln Electric und Miller Welds,...
Haben Sie sich jemals gefragt, welche Schweißgerätehersteller heute in der Branche führend sind? Dieser Artikel befasst sich mit den zehn führenden Schweißgeräteherstellern und hebt ihre Innovationen, globale Präsenz und einzigartigen Stärken hervor....
Haben Sie sich jemals gefragt, wie Schweißer perfekte Verbindungen in schwierigen Positionen erreichen? Das 6GR-Schweißen ist eine spezielle Technik zum Schweißen von Rohrleitungen mit einem Hindernisring in einem 45°-Winkel, der für die...
Haben Sie sich jemals gefragt, welche Gefahren sich hinter den hellen Funken des Schweißens verbergen? In diesem Artikel untersuchen wir die schädlichen Auswirkungen des Argon-Lichtbogenschweißens auf den menschlichen Körper....
Haben Sie sich jemals gefragt, was die Zahlen und Buchstaben auf Schweißdrähten bedeuten? Dieser Artikel entmystifiziert das Kodierungssystem für Kohlenstoff- und Edelstahlschweißdrähte und hilft Ihnen, ihre Zugfestigkeit,...
Haben Sie sich jemals gefragt, wie man den Verbrauch von Schweißdrähten genau berechnet? In diesem Blogbeitrag gehen wir auf die Methoden und Formeln ein, die von Branchenexperten verwendet werden, um den...
Verformungen beim Schweißen von rostfreiem Stahl können zu erheblichen Problemen bei der Metallverarbeitung führen. In diesem Artikel werden verschiedene Methoden zur Kontrolle und Korrektur dieser Verformungen untersucht, wie z. B. die Verwendung von Kupferplatten,...