Warum ist das Schweißen von Kohlenstoffstahl sowohl eine Kunst als auch eine Wissenschaft? Das Verständnis der Schweißbarkeit verschiedener Kohlenstoffstähle - von niedrigem bis hohem Kohlenstoffgehalt - ist entscheidend für die Gewährleistung starker, dauerhafter Verbindungen. Dieser Artikel befasst sich mit den spezifischen Herausforderungen und Techniken, die für das Schweißen verschiedener Kohlenstoffstähle erforderlich sind, und liefert wichtige Erkenntnisse darüber, wie sich Faktoren wie Kohlenstoffgehalt, Verunreinigungen und Abkühlraten auf die Schweißqualität auswirken. Entdecken Sie praktische Methoden, um die Schweißbarkeit zu verbessern und optimale Ergebnisse zu erzielen.
Kohlenstoffstahl, der hauptsächlich aus Eisen (Fe) mit einem geringen Anteil an Kohlenstoff (C) als Legierungselement besteht, kann als "Kohlenstoffstahl" bezeichnet werden. Kohlenstoffstahl kann auf unterschiedliche Weise klassifiziert werden.
Nach dem Kohlenstoffgehalt kann er in Stahl mit niedrigem Kohlenstoffgehalt, Stahl mit mittlerem Kohlenstoffgehalt und Stahl mit hohem Kohlenstoffgehalt eingeteilt werden. Auf der Grundlage der Qualität kann er als gewöhnlicher Kohlenstoffstahl, hochwertiger Kohlenstoffstahl und hochwertiger Kohlenstoffbaustahl klassifiziert werden.
Je nach Anwendung kann er in Baustahl und Werkzeugstahl unterteilt werden. Je nach den spezifischen Anforderungen und Anwendungen in bestimmten Industriezweigen gibt es Spezialstähle, wie z. B. Kohlenstoffstahl für Druckbehälter, Kohlenstoffstahl für Kessel und Kohlenstoffbaustahl für den Schiffbau.
Die Schweißbarkeit von Kohlenstoffstahl wird in erster Linie durch seinen Kohlenstoffgehalt bestimmt. Mit steigendem Kohlenstoffgehalt nimmt die Schweißbarkeit allmählich ab. Das Vorhandensein von Mangan (Mn) und Silizium (Si) in Kohlenstoffstahl wirkt sich ebenfalls auf die Schweißbarkeit aus, wobei ihr höherer Gehalt zu einer schlechteren Schweißbarkeit führt, wenn auch nicht so deutlich wie der Kohlenstoffgehalt.
Der äquivalente Kohlenstoffgehalt, bekannt als Kohlenstoffäquivalent (Ceq), wird durch Umrechnung des Gehalts der Legierungselemente im Stahl in einen äquivalenten Kohlenstoffgehalt berechnet. Er dient als Referenzindikator für die Bewertung der Schweißbarkeit von Stahl.
Auf diese Weise können die Auswirkungen von Kohlenstoff (C), Mangan (Mn) und Silizium (Si) auf die Schweißbarkeit in einer Kohlenstoffäquivalentformel (Ceq) zusammengefasst werden, die für Kohlenstoffstahl geeignet ist.
Mit steigendem Ceq-Wert nimmt die Anfälligkeit für Kaltrisse zu, was zu einer schlechten Schweißbarkeit führt. Wenn der Ceq-Wert unter 0,4% liegt, neigt der Stahl in der Regel nur wenig zur Härtung und weist eine gute Schweißbarkeit auf, ohne dass ein Vorwärmen erforderlich ist. Liegt der Ceq-Wert zwischen 0,4% und 0,6%, neigt der Stahl stark zur Härtung, was zu einer erhöhten Empfindlichkeit gegenüber Kaltrissen und einer mäßigen Schweißbarkeit führt.
In solchen Fällen sind zusätzliche Maßnahmen wie Vorwärmen beim Schweißen erforderlich. Wenn der Ceq-Wert 0,6% überschreitet, wird die Schweißbarkeit sehr schlecht.
Verunreinigungen (z. B. S, P, O, N) und Spurenelemente (z. B. Cr, Mo, V, Cu) in Kohlenstoffstahl haben einen erheblichen Einfluss auf die Rissanfälligkeit und die mechanischen Eigenschaften von Schweißnähte. Die Schweißbarkeit wird nämlich nicht nur durch den Gehalt an Legierungselementen bestimmt, sondern auch durch die Abkühlungsgeschwindigkeit der Schweißverbindung.
Insbesondere bei kohlenstoffarmen und kohlenstoffreichen Stählen können unter bestimmten Schweißwärme Zyklen ist die Abkühlungsgeschwindigkeit schneller, was zur Bildung von Martensit in der Schweißnaht und der Wärmeeinflusszone führt.
Die mehr Martensit desto höher ist die Härte, was zu einer schlechteren Schweißbarkeit und einer erhöhten Neigung zur Rissbildung führt. Daher ist die Kontrolle der Abkühlgeschwindigkeit beim Schweißen von entscheidender Bedeutung.
Durch Vorwärmen, Steuern der Zwischenlagentemperatur, Nachwärmen oder hohe Schweißwärmezufuhr kann die Abkühlungsgeschwindigkeit der Schweißverbindung verringert werden, wodurch das Gefüge und die Härte gesteuert und die Möglichkeit der Kaltrissbildung minimiert werden.
Zusätzlich zu den oben genannten Faktoren, die die Schweißbarkeit von Kohlenstoffstahl beeinflussen, hat auch der Wärmebehandlungszustand des Grundmaterials vor dem Schweißen einen erheblichen Einfluss auf die Schweißbarkeit und sollte beim Schweißen von Kohlenstoffstahl nicht außer Acht gelassen werden.
2. Schweißen von Stahl mit niedrigem Kohlenstoffgehalt
1. Schweißeigenschaften von kohlenstoffarmem Stahl
Stahl mit niedrigem Kohlenstoffgehalt, der in der Regel weniger als 0,25% Kohlenstoff und minimale Mengen an Mangan (Mn) und Silizium (Si) enthält, weist aufgrund seiner Zusammensetzung eine ausgezeichnete Schweißbarkeit auf. Diese Stahlsorte bildet im Allgemeinen keine starken Härte- oder Abschreckstrukturen beim Schweißen, wodurch sie für verschiedene Fügeverfahren sehr gut geeignet ist.
Die inhärenten Eigenschaften von Stahl mit niedrigem Kohlenstoffgehalt, einschließlich der überragenden Plastizität und Schlagzähigkeit, lassen sich gut auf seine Schweißverbindungen übertragen. Diese Eigenschaften tragen dazu bei, dass das Material Verformungen und plötzlichen Stößen widerstehen kann, sowohl im Grundwerkstoff als auch in den Schweißzonen.
Einer der Hauptvorteile des Schweißens von kohlenstoffarmen Stählen ist die Vereinfachung des Schweißprozesses. Unter Standardbedingungen ist es in der Regel nicht erforderlich:
Vorwärmen
Temperaturkontrolle zwischen den Schichten
Erwärmung nach dem Schweißen
Wärmebehandlung nach dem Schweißen (PWHT) zur Verbesserung des Mikrogefüges
Dieser rationelle Ansatz reduziert die Bearbeitungszeit und die Kosten erheblich, während die Integrität der Verbindung erhalten bleibt.
Es ist jedoch wichtig zu wissen, dass kohlenstoffarmer Stahl in bestimmten Situationen eine Herausforderung beim Schweißen darstellen kann. Diese Fälle sind zwar selten, können aber auftreten aufgrund von:
Von den Spezifikationen abweichende Zusammensetzung des Grundmetalls
Übermäßiges Vorhandensein von Verunreinigungen wie Schwefel (S), Phosphor (P) oder Sauerstoff (O)
Anwendung von ungeeigneten Schweißverfahren oder Parametern
Um eine optimale Qualität der Schweißnähte zu gewährleisten, ist es wichtig, die Zusammensetzung des Stahls zu prüfen und geeignete Schweißverfahren und -parameter auszuwählen.
Die Vielseitigkeit von kohlenstoffarmen Stählen zeigt sich in der breiten Palette der anwendbaren Schweißverfahren, die alle in der Lage sind, hochwertige Verbindungen herzustellen. Zu den aktuellen Industriestandardtechniken gehören:
Metall-Schutzgasschweißen (SMAW)
Gas-Metall-Lichtbogenschweißen (GMAW) mit CO2-Schutzgas
Gas-Wolfram-Lichtbogenschweißen (GTAW)
Unterpulverschweißen (SAW)
Elektroschlackeschweißen (ESW)
Autogenes Schweißen (OFW)
Widerstandsschweißen (RW)
Jedes Verfahren bietet spezifische Vorteile, je nach Anwendung, Verbindungsdesign und Produktionsanforderungen. So wird z. B. das MSG-Verfahren mit CO2-Abschirmung häufig wegen seiner hohen Abschmelzleistung und seiner Eignung für die Automatisierung bevorzugt, während das WIG-Verfahren wegen seiner Präzision beim Schweißen dünner Profile und Wurzellagen gewählt wird.
Zusammenfassend lässt sich sagen, dass kohlenstoffarmer Stahl im Allgemeinen die am besten schweißbare Stahlsorte ist. Wenn man sich über mögliche Probleme im Klaren ist und sich an bewährte Praktiken hält, kann man bei verschiedenen Anwendungen gleichbleibend hochwertige Schweißverbindungen gewährleisten.
2. Auswahl von Schweißverfahren und Schweißmaterialien
(1) Metall-Schutzgasschweißen
Das Schutzgasschweißen ist ein vielseitiges und weit verbreitetes Verfahren zum Verbinden von Bauteilen aus kohlenstoffarmen Stählen. Der Eckpfeiler der Elektrodenauswahl für das Schweißen von kohlenstoffarmen Stählen ist das Prinzip der gleichen Festigkeit, das sicherstellt, dass die mechanischen Eigenschaften des Schweißguts denen des Grundmaterials entsprechen oder sie sogar leicht übertreffen.
Die Elektroden der Serie E43xx werden aufgrund ihrer Kompatibilität mit den mechanischen Eigenschaften von kohlenstoffarmen Stählen überwiegend für diese Anwendung eingesetzt. Kohlenstoffarmer Stahl weist in der Regel eine durchschnittliche Zugfestigkeit von etwa 417,5 MPa auf, während die Elektroden der Serie E43xx ein abgeschiedenes Metall mit einer Mindestzugfestigkeit von 420 MPa erzeugen. Diese leichte Überanpassung gewährleistet eine robuste Verbindungsintegrität ohne Beeinträchtigung der Gesamtleistung der Struktur.
Die E43xx-Serie umfasst ein breites Spektrum an Elektrodentypen und Handelsmarken, so dass Schweißer ihre Auswahl auf der Grundlage spezifischer Grundwerkstoffzusammensetzungen, Verbindungskonfigurationen und Belastungsbedingungen fein abstimmen können. Faktoren wie Schweißposition, erforderliche Duktilität und Kerbschlagzähigkeit sollten bei der Elektrodenauswahl ebenfalls berücksichtigt werden.
Für kritische strukturelle Anwendungen oder Bauteile, die komplexen Belastungsszenarien ausgesetzt sind, werden Elektroden mit niedrigem Wasserstoffgehalt (z. B. E7018) dringend empfohlen. Diese Elektroden minimieren das Risiko einer wasserstoffinduzierten Rissbildung, insbesondere bei dickeren Abschnitten oder stark eingeschränkten Verbindungen. Tabelle 5-1 enthält eine umfassende Anleitung für die Auswahl von Elektroden für verschiedene Schweißszenarien.
Beim Schweißen anderer Stahlsorten müssen unbedingt branchenspezifische Normen wie JB/T 4709-2007 oder einschlägige nationale Normen herangezogen werden. Diese Quellen bieten detaillierte Kriterien für die Auswahl der Elektrode, wobei Faktoren wie die Stahlzusammensetzung, die Anforderungen an die mechanischen Eigenschaften und die Betriebsbedingungen berücksichtigt werden.
Um die Schweißqualität und -effizienz zu optimieren, werden bei modernen Stumpfschweißverfahren häufig gepulste Stromquellen, spezielle Elektrodenbeschichtungen für eine verbesserte Lichtbogenstabilität und fortschrittliche Schutzgasmischungen eingesetzt. Diese Innovationen können das Einbrandverhalten verbessern, Spritzer reduzieren und die Ästhetik der Schweißnaht insgesamt verbessern, insbesondere bei Schweißanwendungen außerhalb der Position.
(2) Gas-Metall-Lichtbogenschweißen (GMAW)
Das Metall-Lichtbogenschweißen (GMAW) mit Kohlendioxid (CO2)-Schutzgas hat in den letzten Jahren aufgrund seiner Vielseitigkeit, Effizienz und Kosteneffizienz beim Schweißen von kohlenstoffarmen Stählen erheblich an Beliebtheit gewonnen. Bei diesem Verfahren werden zwei Haupttypen von Schweißdrähten verwendet: Massivdraht und Fülldraht, die jeweils unterschiedliche Vorteile für bestimmte Anwendungen bieten.
Die Auswahl des Schweißdrahtes für kohlenstoffarmen Stahl erfolgt nach dem Prinzip der gleichen Festigkeit, d. h. die mechanischen Eigenschaften des Schweißgutes müssen denen des Grundwerkstoffes entsprechen oder sie sogar leicht übertreffen. Dieses Prinzip ist für die Aufrechterhaltung der strukturellen Integrität von entscheidender Bedeutung und wird in Tabelle 5-1 veranschaulicht, die einen umfassenden Leitfaden für die Drahtauswahl auf der Grundlage der Eigenschaften des Grundwerkstoffs enthält.
Zu den Schweißdrahtoptionen für das CO2-Gas-Metall-Lichtbogenschweißen gehören:
Volldraht: Wird in der Regel für saubere, spritzerfreie Schweißnähte in allen Positionen verwendet. Gängige Sorten sind ER70S-3 und ER70S-6.
Fülldraht: Bietet höhere Abscheidungsraten und ist ideal für Außenanwendungen. E71T-1 und E71T-11 sind beliebte Wahlmöglichkeiten.
Detaillierte Spezifikationen und Leistungsmerkmale finden Sie in nationalen Normen wie GB/T 8110-1995 "Schweißdrähte aus Kohlenstoffstahl und niedrig legiertem Stahl für das Schutzgasschweißen" oder in internationalen Normen wie AWS A5.18 für Massivdrähte und AWS A5.20 für Fülldrähte.
Die Qualität des Schutzgases ist ausschlaggebend für eine optimale Schweißqualität. Das zum Schweißen verwendete CO2-Gas sollte einen Mindestreinheitsgrad von 99,5% aufweisen, um Verunreinigungen zu vermeiden und die Stabilität des Lichtbogens zu gewährleisten. Einige Hersteller entscheiden sich für Gasmischungen wie 75% Argon / 25% CO2, um die Schweißeigenschaften weiter zu verbessern und Spritzer zu reduzieren.
Bei der Anwendung von GMAW mit CO2-Abschirmung sollten Sie die folgenden bewährten Verfahren berücksichtigen:
Behalten Sie die richtige Drahtvorschubgeschwindigkeit und Spannungseinstellung je nach Materialstärke bei.
Achten Sie auf einen ausreichenden Gasdurchsatz, in der Regel 20-25 CFH (9,4-11,8 L/min) für die meisten Anwendungen.
Halten Sie die Schweißpistole in einem Druckwinkel von 10-15 Grad, um ein optimales Eindringen und Wulstprofil zu erreichen.
Reinigen Sie die Kontaktspitze und die Gasdüse regelmäßig, um Lichtbogeninstabilität und Porosität zu vermeiden.
Durch die Einhaltung dieser Richtlinien und die Auswahl des richtigen Schweißdrahtes können Verarbeiter hochwertige, effiziente Schweißnähte an kohlenstoffarmen Stählen mit CO2-Schutzgasschweißen erzielen.
(3) Unterpulverschweißen (SAW)
Das Unterpulverschweißen (UP-Schweißen) ist ein hocheffizientes und vielseitiges Verfahren, das häufig zum Verbinden von kohlenstoffarmen Stählen eingesetzt wird, insbesondere bei mittleren bis dicken Blechen. Dieses Verfahren zeichnet sich durch hochwertige Schweißnähte mit tiefem Einbrand und hervorragenden mechanischen Eigenschaften aus. Für das UP-Schweißen von kohlenstoffarmen Stählen werden häufig Massivdrähte wie H08A oder H08MnA gewählt, da sie eine gleichbleibende chemische Zusammensetzung und eine hervorragende Vorschubfähigkeit aufweisen.
Diese Drähte werden in der Regel mit Flussmitteln mit hohem Mangan- und Siliziumgehalt und geringem Fluoridgehalt wie HJ430, HJ431 oder HJ433 kombiniert. Diese Kombination optimiert die Lichtbogenstabilität, verbessert die Ablösbarkeit der Schlacke und fördert die Bildung eines feinkörnigen Schweißgutgefüges. Der hohe Mangangehalt im Flussmittel kompensiert den Manganverlust beim Schweißen, während Silizium die Desoxidation und die mechanischen Eigenschaften verbessert. Der niedrige Fluoridgehalt minimiert das Risiko der wasserstoffinduzierten Rissbildung und reduziert schädliche Rauchemissionen.
In der Industrie ist ein zunehmender Trend zur Verwendung von gesinterten Flussmitteln zu beobachten, die eine bessere Kontrolle über die chemische Zusammensetzung und die Schweißeigenschaften bieten. Einige fortschrittliche gesinterte Flussmittel enthalten Eisenpulver und ermöglichen eine revolutionäre Technik, die als einseitiges Schweißen mit beidseitiger Bildung bekannt ist. Bei diesem innovativen Ansatz werden speziell entwickelte Trägermaterialien verwendet, was zu ästhetisch ansprechenden Schweißnähten führt, die aussehen, als wären sie von beiden Seiten geschweißt. Diese Technik ist nicht nur optisch ansprechend, sondern verbessert auch die Schweißeffizienz erheblich, da die Notwendigkeit einer Neupositionierung oder mehrerer Durchgänge reduziert wird.
Einen umfassenden Überblick über die gängigen Schweißzusatzwerkstoffe für das Unterpulverschweißen von kohlenstoffarmen Stählen, einschließlich der Draht-Pulver-Kombinationen und ihrer spezifischen Anwendungen, finden Sie in Tabelle 5-1 unten. Diese Tabelle bietet wertvolle Hinweise für die Auswahl der optimalen Schweißzusatzwerkstoffe auf der Grundlage von Faktoren wie Blechdicke, Verbindungsdesign und gewünschte mechanische Eigenschaften.
(4) Manuelles Schweißen mit Wolfram-Inertgas (WIG)
Bei kritischen strukturellen Anwendungen, insbesondere beim Schweißen von Stumpfnähten von Rohren aus kohlenstoffarmen Stählen, ist das Erreichen von voll durchgeschweißten Strukturen von größter Bedeutung. In vielen Industriebetrieben wird das WIG-Handschweißen für die Wurzellage eingesetzt, gefolgt von einer Kombination aus Schutzgasschweißen und WIG-Schweißen für das Füllen und Verschließen. In einigen Betrieben wird auch ausschließlich manuelles WIG-Schweißen während des gesamten Prozesses eingesetzt, um eine präzise Steuerung und qualitativ hochwertige Ergebnisse zu gewährleisten.
Beim WIG-Schweißen von kohlenstoffarmen Stählen ist es unerlässlich, einen speziellen Schweißzusatzdraht zu verwenden, um Schwankungen in der chemischen Zusammensetzung zu minimieren und gleichbleibende mechanische Eigenschaften der Schweißnaht zu gewährleisten. Für Stähle wie 20, 20g und 20R ist der Schweißzusatzwerkstoff H08Mn2SiA im Allgemeinen geeignet, da er ein optimales Gleichgewicht zwischen Festigkeit und Duktilität bietet. Das beim WIG-Schweißen verwendete Schutzgas, in der Regel Argon (Ar), muss eine Mindestreinheit von 99,99% aufweisen, um Verunreinigungen zu vermeiden und die Integrität der Schweißnaht zu gewährleisten.
Während das WIG-Schweißen für Anwendungen aus kohlenstoffarmem Stahl sehr effektiv ist, können je nach den spezifischen Projektanforderungen auch andere Schweißverfahren eingesetzt werden:
Unterpulverschweißen mit engem Spalt (SAW): Ideal für dickwandige Bauteile, mit hohen Abschmelzraten und hervorragenden mechanischen Eigenschaften.
Autogenes Schweißen: Geeignet für dünnwandige Werkstoffe und Reparaturarbeiten, bietet Flexibilität bei der Anwendung vor Ort.
Elektroschlackeschweißen: Effizient für sehr dicke Materialien, insbesondere in vertikalen Schweißpositionen.
Bei der Herstellung von Kesseln und Druckbehältern wird eine breite Palette von Schweißverfahren und deren Kombinationen eingesetzt. Die Auswahl dieser Verfahren richtet sich nach Faktoren wie Materialstärke, Verbindungskonfiguration, Zugänglichkeit, Produktionsvolumen und spezifischen Vorschriften. Einige fortschrittliche Techniken sind:
Automatisiertes orbitales TIG-Schweißen für präzise, wiederholbare Rohrverbindungen
Fülldrahtschweißen (FCAW) für hohe Abschmelzleistungen beim Schweißen in unbestimmter Lage
Laserstrahlschweißen für dünne Materialien mit minimalem Wärmeeintrag
Rührreibschweißen für das Fügen bestimmter kohlenstoffarmer Stahlsorten im festen Zustand
Die Wahl des Schweißverfahrens ist entscheidend für die Gewährleistung der strukturellen Integrität, die Einhaltung der gesetzlichen Normen und die Optimierung der Produktionseffizienz im Kessel- und Druckbehälterbau.
Tabelle 5-1: Beispiele für üblicherweise verwendete Schweißwerkstoffe zum Schweißen von kohlenstoffarmen Stählen
Stahlsorte.
Das für das Lichtbogenschweißen verwendete Schweißelektrodenmodell (Marke).
Die Schweißvorbereitung umfasst die folgenden Aspekte:
1) Vorbereitung der Rille.
Die Vorbereitung der Rille sollte im Kaltverfahren erfolgen, kann aber auch im Warmverfahren durchgeführt werden. Die Schweißfuge sollte flach gehalten werden und keine Mängel wie Risse, Delaminationen oder Schlackeneinschlüsse aufweisen.
Die Abmessungen müssen mit den Zeichnungen oder den Spezifikationen des Schweißverfahrens übereinstimmen. Die Oberfläche und beide Seiten der Nut (10 mm beim Schweißelektroden-Lichtbogenschweißen, 20 mm beim Unterpulverschweißen) sollten gründlich von Wasser, Rost, Öl, Schlacke und anderen schädlichen Verunreinigungen gereinigt werden.
2) Schweißelektroden und Flussmittel sollten gemäß den Vorschriften getrocknet und warm gehalten werden. Der Schweißdraht muss von Öl, Rost und anderen Verunreinigungen gereinigt werden.
3) Vorwärmen
Im Allgemeinen sind niedrige Schweißen von Kohlenstoffstahl erfordert keine besonderen verfahrenstechnischen Maßnahmen. Bei kalten winterlichen Bedingungen kann jedoch die Schweißnaht kühlt schnell ab, was die Neigung zur Rissbildung erhöht. Dies gilt insbesondere für starre Strukturen mit großen Schweißdicke.
Um Rissbildung zu vermeiden, Vorwärmen vor dem SchweißenEs können Maßnahmen zur Aufrechterhaltung der Zwischenlagentemperatur während des Schweißens und zur Nacherwärmung ergriffen werden. Die Vorwärmtemperatur kann anhand von Testergebnissen und einschlägigen Normen bestimmt werden. Die Vorwärmtemperatur kann für verschiedene Produkte variieren, wie in Tabelle 5-2 und Tabelle 5-3 dargestellt.
Tabelle 5-2: Vorwärmtemperaturen für übliche starre Konstruktionen aus kohlenstoffarmem Stahl
Tabelle 5-3: Vorwärmtemperatur für Low Carbon Schweißen von Stahl in Umgebungen mit niedrigen Temperaturen
Umgebungstemperatur (°C)
Dicke des geschweißten Bauteils (mm)
Vorwärmtemperatur (°C).
Balken, Säulen und Gerüste.
Pipelines und Container.
Unter -30°C
<30
<16
100~150
Unter -20°C
17~30
Unter -10°C
35~50
31~40
Unter 0°C
51~70
51~50
4) Positionierung der Schweißnaht
Das Positionierschweißen ist ein Schweißverfahren, das dazu dient, die Positionen der verschiedenen Teile am geschweißten Bauteil zusammenzufügen und zu fixieren. Die entstehende Schweißnaht wird als Positionierschweißung bezeichnet. Für das Positionierungsschweißen sollte der gleiche Schweißwerkstoff wie für die Schweißnaht verwendet und das gleiche Schweißverfahren angewendet werden.
Die Positionierschweißung sollte rissfrei sein, andernfalls muss sie entfernt und neu geschweißt werden. Die Enden der Positionierschweißung, die in die endgültige Schweißnaht übergehen, sollten leicht zu öffnen sein. einen Lichtbogen schlagen. Falls Porosität oder Schlackeneinschlüsse vorhanden sind, sollten diese entfernt werden.
(2) Anforderungen an das Schweißen
Die Schweißanforderungen sind wie folgt:
1) Die Schweißer müssen das Schweißen nach den Anforderungen der Zeichnungen, Verfahrensunterlagen und technischen Normen ausführen.
2) Das Zünden des Lichtbogens sollte auf der Trägerplatte oder in der Nut erfolgen, und das Zünden des Lichtbogens in nicht schweißbaren Bereichen ist verboten. Beim Erlöschen des Lichtbogens sollte der Krater aufgefüllt werden.
3) Die Zwischenlagentemperatur sollte während des Schweißvorgangs innerhalb des angegebenen Bereichs liegen. Wenn das Werkstück vorgewärmt ist, sollte die Zwischenlagentemperatur nicht niedriger als die Vorwärmtemperatur sein.
4) Jede Schweißung sollte in einem kontinuierlichen Arbeitsgang ausgeführt werden, und Unterbrechungen sollten so weit wie möglich vermieden werden.
5) Die Form, die Abmessungen und die Anforderungen an das Aussehen der Schweißfläche sollten den einschlägigen Normen entsprechen.
6) Die Schweißnahtoberfläche sollte frei von Rissen, Porosität, Kratern und sichtbaren Schlackeneinschlüssen sein. Die Schlacke auf der Schweißnaht und die Spritzer auf beiden Seiten müssen entfernt werden. Der Übergang zwischen der Schweißnaht und dem Grundwerkstoff muss glatt sein. Der Unterschnitt an der Schweißnahtoberfläche sollte die Anforderungen der einschlägigen Normen nicht überschreiten.
3. Schweißen von Stahl mit mittlerem Kohlenstoffgehalt.
1. Schweißeigenschaften von Stahl mit mittlerem Kohlenstoffgehalt
Mittelkohlenstoffhaltige Stähle mit einem Kohlenstoffgehalt zwischen 0,30% und 0,60% weisen unterschiedliche Schweißbarkeitseigenschaften auf. Am unteren Ende dieses Bereichs (wC ≈ 0,30%) und bei mäßigem Mangangehalt weist der Stahl eine gute Schweißbarkeit auf. Mit zunehmendem Kohlenstoffgehalt verschlechtert sich die Schweißbarkeit jedoch zunehmend.
Bei Stählen mit einem Kohlenstoffgehalt von annähernd 0,50% kann die Anwendung von Standardschweißverfahren für kohlenstoffarme Stähle zur Bildung von spröden martensitischen Strukturen in der Wärmeeinflusszone (WEZ) führen, was das Risiko von Rissen erheblich erhöht. Diese Anfälligkeit erstreckt sich auch auf das Schweißgut selbst, wenn die Schweißparameter und die Wahl des Schweißzusatzwerkstoffs nicht sorgfältig kontrolliert werden. Während des Schweißens kommt es zu einer erheblichen Verdünnung des Grundmetalls, wodurch der Gehalt an Verunreinigungen steigt und die Wahrscheinlichkeit von Erstarrungsrissen (Heißrissen) zunimmt, insbesondere wenn der Schwefelgehalt nicht streng geregelt ist. Diese Heißrisse treten vor allem im Bereich des Schweißkraters auf.
Die Neigung zu Schweißfehlern bei Stählen mit mittlerem Kohlenstoffgehalt beschränkt sich nicht nur auf Rissbildung. Mit steigendem Kohlenstoffgehalt wird der Stahl zunehmend anfällig für die Bildung von Porosität, was eine strenge Kontrolle der Schweißparameter und der Schutzgasreinheit erforderlich macht.
Stähle mit mittlerem Kohlenstoffgehalt finden sowohl in hochfesten Strukturkomponenten als auch in verschleißfesten mechanischen Teilen und Werkzeugen Anwendung. Bei der Verwendung für mechanische Bauteile liegt der Schwerpunkt häufig auf dem Erreichen einer optimalen Härte und Verschleißfestigkeit und nicht auf der Maximierung der Festigkeit. In beiden Fällen werden die gewünschten Eigenschaften in der Regel durch sorgfältig konzipierte Wärmebehandlungsverfahren erreicht.
Das Schweißen von wärmebehandelten Bauteilen stellt besondere Herausforderungen dar. Es müssen vorbeugende Maßnahmen ergriffen werden, um die Rissbildung zu verringern, z. B. Vorwärmen, kontrollierte Zwischenlagentemperaturen und die richtige Auswahl der Schweißzusatzwerkstoffe. Es ist von entscheidender Bedeutung zu erkennen, dass der Wärmeeintrag beim Schweißen zu einer lokalen Erweichung in der WEZ führen kann, wodurch die Leistungsfähigkeit des Bauteils beeinträchtigt werden kann. Um die mechanischen Eigenschaften der WEZ wiederherzustellen und eine gleichmäßige Leistung über die gesamte Schweißnaht zu gewährleisten, ist häufig eine Wärmebehandlung nach dem Schweißen erforderlich.
Erfolgreiches Schweißen von Stählen mit mittlerem Kohlenstoffgehalt erfordert ein umfassendes Konzept, das Folgendes umfasst:
Präzise Steuerung der Vorwärm- und Zwischenlagentemperaturen
Auswahl geeigneter Schweißzusatzwerkstoffe, oft mit geringerem Kohlenstoffgehalt als das Grundmetall
Einführung von wasserstoffarmen Schweißverfahren
Strenge Kontrolle der Wärmezufuhr zur Minimierung der HAZ-Größe und der thermischen Auswirkungen
Berücksichtigung der Wärmebehandlung nach dem Schweißen zur Optimierung der mechanischen Eigenschaften und zum Abbau von Eigenspannungen
Durch sorgfältiges Management dieser Faktoren ist es möglich, qualitativ hochwertige Schweißnähte in Stählen mit mittlerem Kohlenstoffgehalt herzustellen, die die gewünschten mechanischen Eigenschaften und die strukturelle Integrität des Bauteils erhalten.
2. Auswahl von Schweißverfahren und Schweißmaterialien
(1) Metall-Schutzgasschweißen (SMAW) für Stahl mit mittlerem Kohlenstoffgehalt
Das Schutzgasschweißen (SMAW) ist das vorherrschende Schweißverfahren für Stahl mit mittlerem Kohlenstoffgehalt, obwohl dieser von Natur aus schlecht schweißbar ist. Diese Stahlsorte, die hauptsächlich in der Herstellung von mechanischen Teilen verwendet wird, erfordert spezielle Schweißtechniken, um die Integrität und Leistungsfähigkeit der Verbindungen zu gewährleisten.
Die Auswahl der Elektrode ist beim Stumpfschweißen von Stahl mit mittlerem Kohlenstoffgehalt entscheidend. Wenn die Festigkeit des Schweißguts mit der des Grundwerkstoffs übereinstimmen muss, sind gleichwertige Elektroden unerlässlich. Wenn jedoch keine volle Festigkeitsanpassung erforderlich ist, können Elektroden mit geringerer Festigkeit verwendet werden, was Flexibilität bei der Schweißkonstruktion und potenziell geringere Kosten ermöglicht.
Elektroden mit niedrigem Wasserstoffgehalt werden aufgrund ihrer hervorragenden Eigenschaften besonders für das Stumpfschweißen von Stahl mit mittlerem Kohlenstoffgehalt empfohlen:
Ausgezeichnete Entschwefelungsfähigkeit
Erhöhte Plastizität und Zähigkeit des abgeschiedenen Metalls
Geringer Gehalt an diffusionsfähigem Wasserstoff
Hohe Beständigkeit sowohl gegen Heißrissbildung als auch gegen wasserstoffinduzierte Kaltrissbildung (HICC)
Diese Eigenschaften verbessern die Qualität der Schweißnähte erheblich und verringern das Risiko von Defekten bei Verbindungen aus mittelhartem Stahl.
In bestimmten Fällen können Elektroden vom Typ Titaneisen oder Titancalcium verwendet werden. Ihre Verwendung erfordert jedoch eine strenge Prozesskontrolle:
Präzises Management der Vorwärmtemperatur
Minimierung der Einschweißtiefe zur Reduzierung des Kohlenstoffgehalts in der Schweißzone
Sorgfältige Kontrolle der Wärmezufuhr und der Kühlleistung
Für spezielle Anwendungen bieten Chrom-Nickel-Elektroden aus austenitischem rostfreiem Stahl einzigartige Vorteile beim Schweißen von Stahl mit mittlerem Kohlenstoffgehalt:
Wegfall der Vorheizpflicht
Hervorragende Plastizität des Schweißguts, wodurch die Belastung der Schweißnaht verringert wird
Minderung des Risikos der Kaltrißbildung in der Wärmeeinflußzone (WEZ)
Die Auswahl der geeigneten Elektroden (Beispiele in Tabelle 5-4) sollte auf der Grundlage der spezifischen Anwendung, der Anforderungen an die mechanischen Eigenschaften und der Schweißbedingungen erfolgen. Faktoren wie Verbindungsdesign, Blechdicke und Betriebsumgebung müssen ebenfalls berücksichtigt werden, um den Schweißprozess zu optimieren und die Langlebigkeit und Zuverlässigkeit der geschweißten Struktur zu gewährleisten.
Tabelle 5-4: Beispiele für Elektroden aus mittelhartem Stahl
Stahlsorte
Schweißelektroden
Komponenten, die gleiche Festigkeit erfordern.
Komponenten, die nicht die gleiche Festigkeit erfordern
In besonderen Situationen.
35, ZG270-500
506,J507,J556,J557
J422, J423, J425,J427
A102, A302, A307, A402, A07
45, ZG310-570
J556,J557, J606, J607
J422,J423,J426J427,J506,J507
55, Z310-610
J606,J607
(2) Andere Schweissverfahren
Für Stahl mit mittlerem Kohlenstoffgehalt können verschiedene Schweißtechniken eingesetzt werden, wobei die Auswahl in erster Linie von den Konstruktionsspezifikationen, den Materialeigenschaften und den Projektanforderungen abhängt. Gas-Metall-Lichtbogenschweißen (GMAW), allgemein bekannt als CO2-Schutzgasschweißen, ist eine vielseitige Option, die hohe Produktivität und ausgezeichnete Schweißqualität bietet.
Beim CO2-Schutzgasschweißen von Stahl mit mittlerem Kohlenstoffgehalt ist die Wahl des Schweißzusatzwerkstoffs entscheidend. Häufig werden Stahldrähte der Güteklassen 30 und 35 verwendet, wobei bestimmte Legierungen wie H08Mn2SiA, H04Mn2SiTiA und H04MnSiAlTiA eine beliebte Wahl sind. Diese Drähte sind so konzipiert, dass sie optimale mechanische Eigenschaften und eine Kompatibilität der chemischen Zusammensetzung mit Stählen mit mittlerem Kohlenstoffgehalt aufweisen.
Bei der Auswahl des geeigneten Schweißdrahtes sollten mehrere Faktoren berücksichtigt werden:
Gewünschte Schweißeigenschaften: Berücksichtigen Sie die Anforderungen an Festigkeit, Duktilität und Kerbschlagzähigkeit.
Zusammensetzung des Grundmaterials: Auf Kompatibilität achten, um Verdünnungseffekte zu minimieren.
Position beim Schweißen: Einige Drähte funktionieren in bestimmten Positionen besser (z. B. flach, vertikal, über Kopf).
Schweißparameter: Stromstärke, Spannung und Fahrgeschwindigkeit können die Drahtauswahl beeinflussen.
Umweltbedingungen: Berücksichtigen Sie Faktoren wie Temperatur und Luftfeuchtigkeit.
Anforderungen an die Wärmebehandlung nach dem Schweißen: Einige Drähte sind für bestimmte Wärmebehandlungsverfahren besser geeignet.
Bei der Auswahl des optimalen Schweißdrahtes sollten unbedingt Schweißexperten, Herstellerempfehlungen und einschlägige Schweißvorschriften (z. B. AWS D1.1 für Baustahl) zu Rate gezogen werden. Außerdem kann die Durchführung von Schweißverfahrensprüfungen dazu beitragen, den gewählten Draht und die Schweißparameter für die jeweilige Anwendung zu validieren.
3. Kernpunkte des Schweißprozesses
(1) Vorbereitung zum Schweißen
Die folgenden Vorbereitungen sind von entscheidender Bedeutung, um qualitativ hochwertige Schweißergebnisse zu erzielen:
1) Konditionierung der Elektroden: Schweißelektroden müssen vor der Verwendung ordnungsgemäß getrocknet und auf der vorgeschriebenen Temperatur gehalten werden. Dieser als Elektrodenkonditionierung bezeichnete Prozess entfernt Feuchtigkeit und verhindert die Wasserstoffversprödung in der Schweißnaht.
2) Vorbereitung der Oberfläche: Reinigen Sie den Schweißbereich gründlich, um alle Defekte, Rost, Öl, Feuchtigkeit und andere Verunreinigungen zu entfernen. Achten Sie beim Heftschweißen auf ausreichende Abmessungen der Schweißnaht, um die Integrität der Verbindung zu gewährleisten. Eine ordnungsgemäße Oberflächenvorbereitung ist unerlässlich, um starke metallurgische Verbindungen zu erzielen und Schweißfehler zu minimieren.
3) Wärmemanagement: a) Vorwärmen: Bei Stählen mit mittlerem Kohlenstoffgehalt ist in der Regel ein Vorwärmen erforderlich. Dieser Prozess reduziert die Abkühlungsgeschwindigkeit in der Schweißnaht und der Wärmeeinflusszone (WEZ), verhindert die Martensitbildung, verbessert die Duktilität der Verbindung und minimiert die Eigenspannungen.
b) Kontrolle der Zwischenlagentemperatur: Beim Mehrlagenschweißen ist die Zwischenlagentemperatur auf oder über der anfänglichen Vorwärmtemperatur zu halten. Dies gewährleistet konstante thermische Bedingungen während des gesamten Schweißprozesses.
Die Vorwärmtemperatur wird von mehreren Faktoren bestimmt:
Kohlenstoffäquivalent (CE)
Dicke des Grundmetalls
Strukturelle Steifigkeit
Elektrodentyp und Wasserstoffpotenzial
Parameter des Schweißprozesses
Als allgemeine Leitlinie:
Für Stähle der Güteklassen 35 und 45 liegen die Vorwärmtemperaturen in der Regel zwischen 150°C und 250°C.
Bei Materialien mit höherem CE, größerer Dicke oder größeren strukturellen Einschränkungen können die Vorwärmtemperaturen zwischen 250°C und 400°C liegen.
Bei örtlicher Vorwärmung ist die erwärmte Zone 150-200 mm auf beiden Seiten der Schweißnaht auszudehnen.
Die Vorwärmtemperatur sollte erhöht werden, wenn das Kohlenstoffäquivalent ansteigt, die Verbindungsdicke zunimmt oder wenn Elektroden mit höherem Wasserstoffpotenzial verwendet werden. Die genauen Vorwärmanforderungen sind den werkstoffspezifischen Schweißverfahren und Normen zu entnehmen.
(2) Anforderungen an das Schweißen
Beim Schweißen von Stahl mit mittlerem Kohlenstoffgehalt ist es wichtig, spezielle Techniken anzuwenden, um eine optimale Integrität der Verbindungen und mechanische Eigenschaften zu gewährleisten. Der empfohlene Ansatz besteht in der Verwendung einer schmalen Schweißraupe und dem Kurzschlussübertragungsmodus beim Metall-Lichtbogenschweißen (GMAW) oder Kurzlichtbogenschweißverfahren. Bei mehrlagigen Schweißnähten ist ein strategischer Lagenaufbau unerlässlich.
Die ersten Lagen sollten mit Elektroden mit kleinem Durchmesser (typischerweise 0,8-1,0 mm) und niedrigem Schweißstrom (ca. 100-150 A) abgeschieden werden, um die Wärmezufuhr zu minimieren und die Einschmelztiefe im Grundwerkstoff zu verringern und gleichzeitig ein vollständiges Eindringen zu gewährleisten. Diese Technik trägt dazu bei, die Wärmeeinflusszone (WEZ) zu kontrollieren und das Risiko der wasserstoffinduzierten Rissbildung zu verringern.
Für Zwischenschichten kann eine höhere Drahtenergie verwendet werden, um die Abscheidungsrate zu erhöhen und die Effizienz zu verbessern. Dies kann eine Erhöhung des Stroms auf 180-250 A bedeuten, je nach Materialdicke und Verbindungskonfiguration. Es muss jedoch darauf geachtet werden, dass die richtige Zwischenlagentemperatur eingehalten wird, die in der Regel zwischen 150 und 200 °C liegt, um einen übermäßigen Wärmestau zu vermeiden.
Mit dem letzten Durchgang oder mehreren Durchgängen sollte eine vollständige Verschmelzung mit dem zuvor aufgetragenen Schweißgut erreicht werden. Dieses Verfahren dient einem doppelten Zweck: Es gewährleistet die strukturelle Integrität und wirkt als In-situ-Anlassbehandlung für die Wärmeeinflusszone der ursprünglichen Schweißnaht, insbesondere im Grundwerkstoff neben der Schmelzlinie.
Dieser Anlasseffekt ist von entscheidender Bedeutung, da er zur Verringerung der Härte und Sprödigkeit in der WEZ beiträgt, indem er die Umwandlung von sprödem Martensit in duktileres, angelassenes Martensit oder Bainit fördert. Folglich verringert dieses Verfahren die Anfälligkeit für Kaltrisse erheblich und verbessert die Gesamtzähigkeit der Schweißverbindung vor einer Wärmenachbehandlung (PWHT).
Um die Schweißnahtqualität weiter zu verbessern, sollten Sie eine Vorwärmung (typischerweise 150-250 °C für Stähle mit mittlerem Kohlenstoffgehalt) und eine Steuerung der Abkühlungsraten durch ein angemessenes Zwischenlagentemperaturmanagement in Betracht ziehen. Diese Praktiken in Kombination mit der beschriebenen Schichtungstechnik schaffen ein robustes Schweißverfahren, das Eigenspannungen minimiert und die mechanischen Eigenschaften von Schweißnähten aus Stahl mit mittlerem Kohlenstoffgehalt optimiert.
(3) Wärmebehandlung nach dem Schweißen
Die Wärmebehandlung nach dem Schweißen (PWHT) ist ein kritischer Prozess bei der Herstellung von Schweißkonstruktionen, insbesondere bei hochfesten Stählen und komplexen Strukturen. Die Spannungsarmglühung wird vorzugsweise unmittelbar nach dem Schweißen durchgeführt, insbesondere bei Bauteilen mit dickem Querschnitt, starren Strukturen und Baugruppen, die schweren Betriebsbedingungen wie dynamischen oder Stoßbelastungen ausgesetzt sind. Der optimale Temperaturbereich für die Spannungsarmglühung liegt typischerweise zwischen 600°C und 650°C, wobei die spezifische Temperatur von der Werkstoffzusammensetzung und den Schweißparametern abhängt.
Ist ein sofortiger Spannungsabbau aus betrieblichen Gründen nicht möglich, sollte dennoch eine Nacherwärmung durchgeführt werden, um die Wasserstoffdiffusion aus dem Schweißgut und der Wärmeeinflusszone (WEZ) zu erleichtern. Dieses Verfahren, das als Wasserstoffausheizen bezeichnet wird, trägt dazu bei, das Risiko der wasserstoffinduzierten Rissbildung (HIC) zu vermindern. Die Nacherwärmungstemperatur für die Wasserstoffentfernung kann von der Vorerwärmungstemperatur abweichen und sollte auf der Grundlage von Faktoren wie Materialstärke, Wasserstoffgehalt und Umgebungsbedingungen bestimmt werden. Normalerweise sind Temperaturen zwischen 200°C und 400°C (392°F bis 752°F) für die Wasserstoffdiffusion in den meisten Stählen wirksam.
Die Dauer der Nacherwärmung der Isolierung ist entscheidend für einen wirksamen Spannungsabbau und die Entfernung von Wasserstoff. Ein allgemeiner Richtwert ist die Aufrechterhaltung der Nachwärmtemperatur für etwa 1 Stunde pro 10 mm (0,4 Zoll) Materialdicke. Diese Dauer muss jedoch je nach Legierung, Schweißverfahren und Verbindungskonfiguration angepasst werden. Bei komplexen Geometrien oder mehrlagigen Schweißnähten können längere Haltezeiten oder stufenweise Abkühlungsprozesse erforderlich sein, um eine gleichmäßige Temperaturverteilung und einen optimalen Spannungsabbau in der gesamten Schweißkonstruktion zu gewährleisten.
Es ist wichtig zu beachten, dass die Abkühlungsgeschwindigkeit nach dem PWHT-Verfahren sorgfältig kontrolliert werden sollte und in der Regel 150°C (302°F) pro Stunde für dicke Abschnitte nicht überschreitet, um die Bildung neuer Eigenspannungen zu verhindern. Darüber hinaus ist eine ordnungsgemäße Dokumentation des PWHT-Prozesses, einschließlich Zeit-Temperatur-Profilen, für die Qualitätssicherung und die Einhaltung von Industriestandards wie ASME BPVC Section IX oder AWS D1.1 unerlässlich.
4. Schweißen von Stahl mit hohem Kohlenstoffgehalt
1. Schweißeigenschaften von Stahl mit hohem Kohlenstoffgehalt
Hochgekohlter Stahl, definiert als Stahl mit einem Kohlenstoffgehalt (wC) von mehr als 0,6%, umfasst hochgekohlten Baustahl, hochgekohlten Gussstahl und Kohlenstoff-Werkzeugstahl. Der höhere Kohlenstoffgehalt erhöht im Vergleich zu Stahl mit mittlerem Kohlenstoffgehalt die Neigung zur Bildung von hartem und sprödem Martensit bei Schweißprozessen erheblich.
Diese Eigenschaft führt zu einer erhöhten Anfälligkeit für Abschreckrisse und einer allgemeinen Rissempfindlichkeit, was die Schweißbarkeit stark beeinträchtigt. Daher wird Stahl mit hohem Kohlenstoffgehalt nur selten für Schweißkonstruktionen verwendet. Stattdessen wird er hauptsächlich für Bauteile verwendet, die eine hohe Härte oder Verschleißfestigkeit erfordern, sowie für Spezialwerkzeuge und bestimmte Gussanwendungen.
Diese gemeinhin als Werkzeug- oder Gussstahl bezeichneten Werkstoffe werden in erster Linie zu Reparaturzwecken geschweißt und nicht für die Fertigung verwendet. Um die gewünschte hohe Härte und Verschleißfestigkeit zu erreichen, werden Bauteile aus kohlenstoffreichem Stahl in der Regel einer Wärmebehandlung unterzogen, insbesondere dem Vergüten und Anlassen.
Um das Risiko der Rissbildung beim Schweißen zu mindern, wird häufig eine zweistufige Wärmebehandlung durchgeführt:
Glühen vor dem Schweißen: Dieses Verfahren reduziert die inneren Spannungen und macht das Material weicher, wodurch die Wahrscheinlichkeit von Rissen beim Schweißen verringert wird.
Wärmebehandlung nach dem Schweißen (PWHT): Nach dem Schweißen wird das Bauteil sorgfältig kontrollierten Erwärmungs- und Abkühlungszyklen unterzogen, um seine hohe Härte und Verschleißfestigkeit wiederherzustellen oder zu verbessern.
Beim Schweißen von Stahl mit hohem Kohlenstoffgehalt sind zusätzliche Vorsichtsmaßnahmen erforderlich:
Wärmen Sie das Werkstück vor, um die Abkühlgeschwindigkeit zu verringern und die Martensitbildung zu minimieren.
Verwenden Sie Elektroden oder Verfahren mit niedrigem Wasserstoffgehalt, um das Risiko der wasserstoffinduzierten Rissbildung zu verringern.
Regelung der Zwischenlagentemperatur zur Steuerung von Wärmezufuhr und Kühlleistung.
Langsame Abkühlung nach dem Schweißen, um das Risiko der Rissbildung weiter zu verringern.
Durch die Einhaltung dieser speziellen Schweißverfahren und Wärmebehandlungsprotokolle können die dem Schweißen von kohlenstoffreichem Stahl innewohnenden Herausforderungen effektiv gemeistert werden, so dass erfolgreiche Reparaturen möglich sind und die gewünschten mechanischen Eigenschaften des Materials erhalten bleiben.
2. Die Auswahl von Schweißverfahren und Schweißwerkstoffen
Stahl mit hohem Kohlenstoffgehalt, der sich durch seine schlechte Schweißbarkeit auszeichnet, wird hauptsächlich für Anwendungen verwendet, die eine hohe Härte oder Verschleißfestigkeit erfordern, wie z. B. Spezialteile, Komponenten und Werkzeuge. Die am weitesten verbreitete Schweißtechnik für kohlenstoffreichen Stahl ist das Schutzgasschweißen (SMAW) mit speziellen Schweißelektroden.
Die Auswahl des Schweißmaterials hängt von mehreren Faktoren ab, darunter der Kohlenstoffgehalt des Stahls, die Konstruktion des Werkstücks und die betrieblichen Anforderungen. Es ist wichtig anzumerken, dass es schwierig ist, die gleichen Eigenschaften der Schweißverbindung zu erreichen wie das Grundmaterial. Stähle mit hohem Kohlenstoffgehalt weisen in der Regel eine Zugfestigkeit von über 675 MPa auf.
Bei der Auswahl von Schweißwerkstoffen spielen die Spezifikationen des Produktdesigns eine entscheidende Rolle. Für Anwendungen, die eine hohe Festigkeit erfordern, werden in der Regel Elektroden wie E7015-D2 (J707) oder E6015-D2 (J607) eingesetzt. Diese Elektroden bieten ein gutes Gleichgewicht zwischen Festigkeit und Schweißbarkeit für Stähle mit hohem Kohlenstoffgehalt.
In Fällen, in denen eine hohe Festigkeit nicht von vorrangiger Bedeutung ist, können Elektroden aus E5016 (J506) oder E5015 (J507) verwendet werden. Alternativ können auch niedrig legierte Stahlelektroden oder Schweißzusatzwerkstoffe mit vergleichbarer Festigkeit gewählt werden. Unabhängig von der spezifischen Wahl sollten alle Schweißwerkstoffe wasserstoffarm sein, um das Risiko der wasserstoffinduzierten Rissbildung zu minimieren, ein häufiges Problem beim Schweißen von kohlenstoffreichem Stahl.
Für spezielle Anwendungen oder bei besonders schwierigen Schweißbedingungen können Chrom-Nickel-Elektroden aus austenitischem nichtrostendem Stahl verwendet werden. Dazu gehören Sorten wie E308-16 (A102), E308-15 (A107), E309-16 (A302) und E309-15 (A307). Ein Vorwärmen ist bei der Verwendung dieser Elektroden im Allgemeinen nicht erforderlich, wird aber bei Werkstoffen mit hoher Steifigkeit empfohlen, um das Risiko von Rissen zu verringern und die Schweißqualität insgesamt zu verbessern.
Beim Schweißen von kohlenstoffreichen Stählen sind häufig zusätzliche Überlegungen anzustellen, wie z. B. kontrollierte Abkühlungsraten und Wärmebehandlung nach dem Schweißen, um Eigenspannungen zu bewältigen und die gewünschten mechanischen Eigenschaften zu erhalten. Eine ordnungsgemäße Lagerung und Handhabung der Elektroden ist ebenfalls entscheidend, um einen niedrigen Wasserstoffgehalt und eine optimale Schweißleistung zu gewährleisten.
3. Eckpunkte des Schweißprozesses
(1) Vorbereitung auf das Schweißen:
Die folgenden Vorbereitungen sind vor dem Schweißen von unlegiertem Stahl unerlässlich:
1) Das Glühen von Stahl mit hohem Kohlenstoffgehalt ist vor dem Schweißen unerlässlich, um innere Spannungen zu verringern und die Schweißbarkeit zu verbessern.
2) Bei der Verwendung von Baustahlelektroden ist ein Vorwärmen zwingend erforderlich. Der empfohlene Vorwärmtemperaturbereich liegt bei 250-350°C. Halten Sie diese Temperatur als Zwischenlagentemperatur während des gesamten Schweißprozesses aufrecht, um einen Temperaturschock zu vermeiden und das Risiko von Rissen zu verringern.
3) Die ordnungsgemäße Konditionierung der Elektroden ist entscheidend. Trocknen Sie die Elektroden gemäß den Herstellerangaben und lagern Sie sie in einer temperaturgeregelten Umgebung (Wärmekonservierungsbox oder -rohr), um die Aufnahme von Feuchtigkeit zu verhindern, die zu Wasserstoffversprödung führen kann.
4) Reinigen Sie die Oberfläche des Werkstücks gründlich und stellen Sie sicher, dass sie frei von Feuchtigkeit, Öl, Rost, Zunder oder anderen Verunreinigungen ist. Dieser Schritt ist entscheidend, um qualitativ hochwertige Schweißnähte zu erzielen und Fehler zu vermeiden.
(2) Anforderungen an das Schweißen:
Führen Sie die folgenden Maßnahmen während des Schweißvorgangs durch:
1) Anwendung von Spezialtechniken, die denen für Stahl mit mittlerem Kohlenstoffgehalt ähnlich sind:
Minimieren Sie das Schmelzverhältnis, um die Wärmeeinflusszone zu reduzieren.
Verwenden Sie niedrigere Stromstärken, um die Wärmezufuhr zu steuern.
Höhere Fahrgeschwindigkeiten zur Begrenzung der Wärmekonzentration
Sicherstellung einer kontinuierlichen, ununterbrochenen Schweißung zur Vermeidung von Kaltstarts und möglichen Defekten
2) Verwenden Sie die Vorschweißmethode: Legen Sie eine dünne Schicht Schweißgut in die Rille, bevor Sie mit den Hauptschweißgängen fortfahren. Diese Technik hilft, die Abkühlungsgeschwindigkeit zu kontrollieren und reduziert das Risiko von Rissen.
3) Bei Schweißnähten mit hoher Steifigkeit und dickem Querschnitt sind Techniken zum Spannungsabbau anzuwenden:
Optimieren Sie die Reihenfolge und Platzierung der Schweißraupen
Anwendung von segmentierten oder rückwärtsgerichteten Schweißverfahren
Erwägen Sie das Hämmern der Schweißraupe nach dem Schweißen, um Druckspannungen zu induzieren.
(3) Wärmebehandlung nach dem Schweißen:
Unmittelbar nach dem Schweißen ist das Werkstück einer Spannungsarmglühung zu unterziehen:
Legen Sie das geschweißte Bauteil in einen Ofen, der eine präzise Temperaturkontrolle ermöglicht.
Erhitzen auf 650°C und Halten bei dieser Temperatur für eine Dauer, die von der Materialstärke und der Komplexität der Schweißnaht abhängt (in der Regel 1 Stunde pro 25 mm Dicke)
Sorgen Sie für eine langsame, kontrollierte Abkühlung auf Raumtemperatur, um den Spannungsabbau zu maximieren und das Risiko der Rissbildung zu minimieren.
Hinweis: Die spezifischen Parameter für das Vorwärmen, Schweißen und die Wärmebehandlung nach dem Schweißen müssen je nach der genauen Zusammensetzung des kohlenstoffreichen Stahls, der Dicke des Werkstücks und der spezifischen Schweißanwendung angepasst werden. Konsultieren Sie stets die einschlägigen Schweißvorschriften und -normen für die genauen Anforderungen.
5. Allgemeine Beispiele für das Schweißen von Kohlenstoffstahl
1. Typische Beispiele für das Schweißen von kohlenstoffarmen Stählen
(1) Beispiel für das Schweißen von kohlenstoffarmen Stählen mit dem Schutzgasschweißverfahren
In einem Unternehmen des Chemiemaschinenbaus wurde ein Kondensator für die Herstellung von Schwefeldioxid aus 20R-Kohlenstoffstahl mit einer Blechdicke von 8 mm hergestellt. Die Längsschweißnaht des zylindrischen Körpers war eine Stumpfnaht mit einer V-förmigen Nut, und das verwendete Schweißverfahren war das Schutzgasschweißen. Das Schweißverfahren ist in Tabelle 5-5 beschrieben.
Tabelle 5-5: Schweißprozesskarte für die Elektrodenlichtbogenschweißverbindung
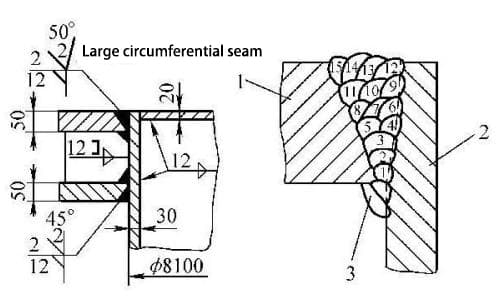
(2) Manuelles WIG-Schweißen für den Bodenverschluss und Elektrodenlichtbogenschweißen für das Füll- und Deckschweißen von kohlenstoffarmen Stählen Beispiel
Bei Verwendung der oben erwähnten Ausrüstung erfordert die Schließnaht des Zylinderkörpers mit einem Durchmesser von nur ϕ616mm eine vollständig durchbrochene Verbindung.
Das Werk wählte das WIG-Schweißen für den Bodenverschluss und das Elektrodenschweißen für die Füllung und den Deckel, wie im Schweißverfahren in Tabelle 5-6 dargestellt.
Schweißprozesskarte für die Verbindung
Nummer
Grundmaterial:
Material des Grundmaterials:
20R
20R
Dicke des Grundmaterials:
8mm
8mm
Position beim Schweißen:
Flachschweißen
Schweisstechnik:
Gerade Schweißraupe
Vorwärmtemperatur:
Raumtemperatur
Zwischenlagentemperatur:
≤150℃
Durchmesser der Düse
16mm
Abschirmgas
Ar
Durchmesser der Wolframelektrode
2,5 mm
VorderseiteRückseite
Vorderseite
8~10
Hintere Seite
Reihenfolge der Schweißung
1
Prüfen Sie die Abmessungen der Rillen und die Oberflächenqualität.
2
Reinigen Sie die Rille und entfernen Sie Öl oder Schmutz in der Nähe der Rille.
3
Führen Sie die Heftschweißung von außen mit der Schweißtechnik der ersten Lage aus, mit einer Länge von 10-15 mm.
4
Schweißen Sie den 1. und 2. Durchgang mit einer 20-mm-Düse und wechseln Sie für die restlichen Durchgänge zu einer 25-mm-Düse. Um laminares Reißen an der Seitenplatte zu verhindern, sollte der Draht während des Schweißens des 4., 6., 9. und 12. Durchgangs nicht oszillieren und zur Seitenplatte hin geneigt sein. Die Dicke der einzelnen Lagen sollte innerhalb von 5 mm kontrolliert werden.
5
Beseitigen Sie Spritzer nach dem Schweißen.
6
Führen Sie eine Sichtprüfung durch.
7
Durchführung von zerstörungsfreien Prüfungen.
Parameter der Schweißspezifikation
Ebene Kanal
Schweißverfahren
Qualität des Schweißmaterials
Spezifikationen für Schweißmaterial
Stromart und -polarität
Schweißstrom/A
Lichtbogenspannung/V
Schweißgeschwindigkeit/[mm/min (Stück)]
1
GTAW
H10MnSi
Φ2.5
DCEN
90~120
10-11
50-80
2
SMAW
J427
Φ4
DCEP
140-170
22-24
140-180
3
SMAW
J427
Φ5
DCEP
170-210
22-24
150-200
(3) Beispiel für CO2-Schutzgasschweißen von Stahl mit niedrigem Kohlenstoffgehalt: Es handelt sich um eine Trägerabdeckung für eine Wasserturbine aus Q235-Stahl, die mit CO2-Schutzgas geschweißt wurde. Der verwendete Schweißdraht ist ER49-1 (H08Mn2SiA) mit einem Durchmesser von 1,6 mm. Das Schweißverfahren ist in Tabelle 5-7 beschrieben.
Tabelle 5-7 Schweißprozesskarte für Kohlendioxid-Schutzgasschweißung
Überprüfen Sie die Abmessungen der Rillen und die Oberflächenqualität.
2
Reinigen Sie die Rille und alle Schmutz- oder Ölflecken in der Umgebung.
3
Die Heftschweißung erfolgt von außen im Erstlagenschweißverfahren, mit einer Länge von 10-15 mm.
4
Für den ersten und zweiten Durchgang verwenden Sie eine 20-mm-Düse, für die restlichen Durchgänge wechseln Sie zu einer kleineren 25-mm-Düse. Um schichtartiges Reißen an der Seitenplatte zu vermeiden, sollte der Schweißdraht beim Schweißen der Lagen 4, 6, 9 und 12 nicht oszillieren, sondern zur Seitenplatte hin geneigt sein. Die Dicke jedes Schweißgangs sollte innerhalb von 5 mm kontrolliert werden.
5
Säubern Sie nach dem Schweißen alle Spritzer.
6
Führen Sie eine Sichtprüfung durch.
7
Durchführung von zerstörungsfreien Prüfungen.
Parameter der Schweißspezifikation
Ebene Kanal
Schweißverfahren
Qualität des Schweißmaterials
Spezifikationen für Schweißmaterial
Schweißstrom/A
Lichtbogenspannung/V
Gasdurchsatz (L/min)
Schwingungsfrequenz/(U/min)
Schaukel/mm
1, 2
CO2-Schutzgasschweißen
H08Mn2SiA
Φ1.6
250-300
28-30
20
50
4-6
4, 6, 9, 12
Dito
Dito
Φ1.6
200-250
26-28
20
–
–
der Rest
Dito
Dito
Φ1.6
300-350
30-32
25
50
8-12
2. Typisches Schweißbeispiel für Stahl mit mittlerem Kohlenstoffgehalt
(1) Beispiel für das Schweißen von Stahl mit mittlerem Kohlenstoffgehalt mittels Elektrodenlichtbogenschweißen
Schweißen der Stahlwelle 35# an den Flansch in einer bestimmten Werft. Bitte beachten Sie die Schweißverfahren in Tabelle 5-8.
Schweißprozesskarte für die Verbindung
Nummer
Skizze des Gelenks:
Material des Grundmaterials:
35
35
Dicke des Grundmaterials:
50mm
50mm
Position beim Schweißen:
Vertikales Schweißen
Schweisstechnik:
Gerade Schweißraupe
Vorwärmtemperatur:
150~200℃
Zwischenlagentemperatur:
150~200℃
Reihenfolge der Schweißung und wichtige Punkte:
1
Überprüfen Sie die Größe und Oberflächenqualität der Rille.
2
Entfernen Sie Öl und andere Verschmutzungen aus der Rille und ihrer Umgebung.
3
Führen Sie Positionsschweißen mit einer Länge von 50 mm durch.
4
Bringen Sie die montierte Welle zum Schweißen in eine horizontale Position und schweißen Sie in der vertikalen Schweißposition, um die Schlacke leichter zu entfernen.
5
Unterteilen Sie die Schweißnaht in 6 oder 4 Abschnitte entlang des Umfangs und verwenden Sie ein Überspringschweißverfahren, um Verformungen zu vermeiden.
6
Beim Schweißen der ersten Lage sollte die Fahrgeschwindigkeit langsam sein, um ein Ausdünnen und leichtes Brechen der Schweißnaht zu vermeiden.
7
Füllen Sie beim Erlöschen des Lichtbogens die Lichtbogengrube, um Risse zu vermeiden.
8
Bevor Sie die Rückseite schweißen, schleifen Sie die Schweißnahtwurzel mit einer Winkelschleifscheibe und schweißen Sie sie nach gründlicher Reinigung.
9
Führen Sie nach dem Schweißen eine Prüfung gemäß den Anforderungen durch.
In einer bestimmten Fabrik wurde ein Riss in der Kolbenstange (Durchmesser 280 mm) eines Presslufthammers festgestellt. Für die Reparatur wurde Schutzgasschweißen verwendet.
Zunächst wurde eine U-förmige Rille in den Riss eingebracht und der Riss gründlich gereinigt. Die Vorwärmtemperatur des Schweißbereichs wurde auf 150 °C erhöht, und zum Schweißen wurde eine J507-Schweißelektrode mit einem Durchmesser von 3,2 mm und einem Schweißstrom von 100-120 A verwendet.
Um Verformungen zu vermeiden, wurde ein symmetrisches Wechselschweißen durchgeführt. Unmittelbar nach dem Schweißen wurde ein lokales Anlassen mit einer Flamme durchgeführt, wobei die Schweißnaht und die angrenzenden Bereiche auf eine dunkelrote Farbe erhitzt wurden. Nach einer gewissen Zeit der Anwendung war das Schweißergebnis sehr gut.
Niedrig legierter Stahl ist eine Stahlsorte, bei der dem Kohlenstoffstahl verschiedene Legierungselemente mit einem Gesamtmassenanteil von nicht mehr als 5% zugesetzt werden. Diese Legierungselemente werden hinzugefügt, um die Festigkeit, Plastizität, Zähigkeit, Korrosionsbeständigkeit, Wärmebeständigkeit oder andere besondere Eigenschaften des Stahls zu verbessern.
Diese Stahlsorten finden breite Anwendung in Schiffen, Brücken, Kesseln, Druckbehältern, Rohrleitungen, konventionellen und nuklearen Energieanlagen, verschiedenen Fahrzeugen, Schwermaschinen, in der Schifffahrt und im Baugewerbe. Sie sind inzwischen zu den wichtigsten Konstruktionswerkstoffen für große Schweißkonstruktionen geworden.
Einige gängige niedrig legierte Stähle, die in der Schweißproduktion verwendet werden, lassen sich unter Berücksichtigung ihrer Leistung und Anwendungen grob in zwei Kategorien einteilen. Die erste Kategorie ist hochfester Stahl, der hauptsächlich für mechanische Teile und Konstruktionen verwendet wird, die unter normalen Bedingungen statischen und dynamischen Belastungen standhalten müssen.
Die zweite Kategorie sind die Spezialstähle, die hauptsächlich für mechanische Teile und Konstruktionen verwendet werden, die unter besonderen Bedingungen arbeiten. Die Palette der hochfesten Stähle ist groß, und jeder Stahl mit einer Streckgrenze σs ≥ 295MPa und eine Zugfestigkeit σb ≥ 395MPa aufweist, wird als hochfester Stahl bezeichnet.
Innerhalb dieser Kategorie können sie je nach Streckgrenze und Wärmebehandlung im Allgemeinen in drei Typen eingeteilt werden: warmgewalzte und normalgeglühte Stähle, kohlenstoffarme, niedrig legierte Stähle abgeschreckt und vergütet Stähle und vergütete Stähle mit mittlerem Kohlenstoffgehalt.
6. Schweißen von warmgewalzten und normalisierten Stählen
1. Schweißeigenschaften von warmgewalzten und normalisierten Stählen
Stahl, der in warmgewalztem oder normalisiertem Zustand geliefert und verwendet wird, wird als warmgewalzter und normalisierter Stahl bezeichnet, der warmgewalzten Stahl und normalisierten Stahl umfasst. Zu dieser Art von Stahl mit einer Streckgrenze von 295-490 MPa gehören hauptsächlich die Stähle Q295-Q460 in GB/T 1591-2008 "Niedrig legierter hochfester Baustahl".
Niedrig legierte Stähle mit einer Streckgrenze von 295-390 MPa sind meist warmgewalzte Stähle, die ihre hohe Festigkeit durch den Mischkristallverfestigungseffekt des Legierungselements Mangan erreichen.
Unter ihnen ist Q345 der in China am häufigsten verwendete hochfeste Stahl. Q345 kann weiter in fünf Qualitätsstufen unterteilt werden, wobei Q345A der alten Bezeichnung 16Mn entspricht und Q345C den für Kessel und Druckbehälter verwendeten Stählen 16Mng und 16MnR entspricht.
Niedrig legierte Stähle mit einer Streckgrenze von mehr als 390 MPa werden im Allgemeinen im normalgeglühten oder normalgeglühten und angelassenen Zustand verwendet, wie z. B. Q420. Nach dem Normalglühen scheiden sich Kohlenstoff- und Nitridverbindungen in Form von feinen Partikeln aus dem Mischkristall aus. Dies erhöht nicht nur die Festigkeit des Stahls, sondern sorgt auch dafür, dass er eine bestimmte Menge an Legierungselementen und Spurenlegierungselementen enthält.
Der Unterschied in der Schweißbarkeit zwischen warmgewalzten und normalgeglühten Stählen und Kohlenstoffstählen liegt hauptsächlich in den Veränderungen des Gefüges und der Eigenschaften der Wärmeeinflusszone, die empfindlicher auf die Schweißwärmeeinbringung reagieren. Die Härtungstendenz in der Wärmeeinflusszone nimmt zu, und sie sind anfälliger für wasserstoffinduzierte Rissbildung.
Bei warmgewalzten und normalgeglühten Stählen, die kohlenstoff- und nitridbildende Elemente enthalten, besteht ebenfalls die Gefahr der Wiedererwärmungsrissbildung. Insgesamt ist ihre Schweißbarkeit jedoch relativ gut. Es ist notwendig, die Eigenschaften und Muster der Schweißbarkeit der verschiedenen Arten von warmgewalzten und normalisierten Stählen zu verstehen, um die richtigen Schweißverfahren zu entwickeln und sicherzustellen Schweißqualität.
(1) Veränderungen des Gefüges und der Eigenschaften in der Wärmeeinflusszone der Schweißnaht
Auf der Grundlage der in der Wärmeeinflusszone der Schweißung erreichten Spitzentemperatur kann diese in die Schmelzzone, die Grobkornzone, die Feinkornzone, die unvollständige Umwandlungszone und die Anlaßzone unterteilt werden. Das Mikrogefüge und die Eigenschaften in den verschiedenen Bereichen der Wärmeeinflusszone hängen von der chemischen Zusammensetzung des Stahls und den Aufheiz- und Abkühlraten während des Schweißens ab.
Wenn die Abkühlungsgeschwindigkeit beim Schweißen nicht richtig gesteuert wird, können lokale Bereiche in der Wärmeeinflusszone abschrecken oder spröde Strukturen entwickeln, was zu einer verminderten Rissfestigkeit oder Zähigkeit führt. Die Grobkornzone und die unvollständige Umwandlungszone sind zwei schwache Bereiche in der Schweißverbindung.
Beim Schweißen von warmgewalztem Stahl kann die Grobkornzone bei zu hoher Wärmeeinbringung ein starkes Kornwachstum oder das Vorhandensein von Widmanstätten-Gefügen aufweisen, was zu einer verminderten Zähigkeit führt. Umgekehrt kann bei einer zu geringen Wärmeeinbringung der Martensitanteil in der Grobkornzone zunehmen, was zu einer verminderten Zähigkeit führt.
Beim Schweißen von normalisiertem Stahl wird die Leistung der Grobkornzone stärker durch die Schweißwärmezufuhr beeinflusst. Eine hohe Wärmeeinbringung beim Schweißen kann zur Bildung von grobem, lattenförmigem Bainit oder Oberbainit in der Grobkornzone führen, was die Zähigkeit des Stahls erheblich verringert.
Die unvollständige Umwandlungszone in der Wärmeeinflusszone der Schweißnaht versprödet während der Schweißerwärmung. Eine Maßnahme zur Vermeidung der Versprödung der unvollständigen Umwandlungszone ist die Steuerung der Abkühlgeschwindigkeit beim Schweißen, um die Bildung von sprödem Martensit zu vermeiden.
(2) Thermische Dehnungsversprödung
Thermische Reckversprödung ist eine Form der Reckalterung, die beim Schweißen unter der kombinierten Wirkung von Wärme und Dehnung auftritt. Sie wird durch das Vorhandensein von gelöstem Stickstoff verursacht und ist bei Temperaturen zwischen 200 und 400 °C am stärksten ausgeprägt. Sie tritt hauptsächlich bei kohlenstoffarmen Stählen und niedrig legierten Stählen mit geringerer Festigkeit auf, die gelösten Stickstoff enthalten.
Eine wirksame Maßnahme zur Beseitigung der thermischen Kaltversprödung ist eine Wärmebehandlung nach dem Schweißen. Nach einem Spannungsarmglühen bei etwa 600℃ kann die Zähigkeit des Werkstoffs wieder auf das ursprüngliche Niveau gebracht werden. Zum Beispiel neigen sowohl Q345 als auch Q420 (15MnVN) nach dem Schweißen zur thermischen Kaltversprödung. Nach einer Glühbehandlung bei 600℃ für 1 Stunde wird die Zähigkeit jedoch wieder auf ein normales Niveau gebracht.
(3) Risse beim Schweißen
1) Wasserstoff-induzierte Rissbildung:
Wasserstoffinduzierte Rissbildung beim Schweißen ist allgemein als Kaltrissbildung oder verzögerte Rissbildung bekannt. Sie ist der schwerwiegendste Prozessfehler und oft die Hauptursache für Versagen und Bruch in geschweißten Strukturen. Wasserstoffinduzierte Risse beim Schweißen von warmgewalztem und normalisiertem Stahl treten hauptsächlich in der Wärmeeinflusszone der Schweißnaht und manchmal auch im Schweißgut auf.
Von den drei Faktoren, die zur Bildung von Kaltrissen beitragen, ist derjenige, der mit dem Material zusammenhängt, das Vorhandensein von gehärteten Strukturen. Bei warmgewalzten und normalisierten Stählen erhöht der Zusatz von Legierungselementen die Tendenz zur Verfestigung im Vergleich zu Stählen mit niedrigem Kohlenstoffgehalt. Beim Schweißen von Q345- und Q390-Stählen zum Beispiel kann die schnelle Abkühlung zur Bildung von gehärteten Martensitstrukturen und einer erhöhten Neigung zur Kaltrissbildung führen.
Aufgrund des relativ niedrigen Kohlenstoffäquivalents von warmgewalzten Stählen ist die Neigung zur Kaltrissbildung jedoch in der Regel nicht signifikant. In Niedrigtemperaturumgebungen oder bei dicken Stahlblechen sollten jedoch Maßnahmen getroffen werden, um das Auftreten von Kaltrissen zu verhindern. Bei normalgeglühten Stählen mit höherem Gehalt an Legierungselementen nimmt die Neigung zur Verfestigung in der Wärmeeinflusszone der Schweißnaht zu.
Bei normalgeglühten Stählen mit niedrigeren Festigkeitswerten und Kohlenstoffäquivalenten ist die Neigung zur Kaltrissbildung nicht signifikant. Mit zunehmender Festigkeit und Blechdicke nehmen jedoch auch die Härtbarkeit und die Neigung zur Kaltrissbildung zu. Um das Auftreten von Kaltrissen zu verhindern, ist es notwendig, die Schweißwärmezufuhr zu kontrollieren, den Wasserstoffgehalt zu reduzieren, vorzuwärmen und eine rechtzeitige Wärmebehandlung nach dem Schweißen durchzuführen.
2) Heißes Knacken:
Im Vergleich zu Kohlenstoffstählen haben warmgewalzte und normalgeglühte Stähle einen geringeren Kohlenstoff- (wC) und Schwefelgehalt (wS) sowie einen höheren Mangangehalt (wMn), was zu einer geringeren Neigung zur Heißrissbildung führt. Dennoch können manchmal Heißrisse im Schweißgut auftreten, z. B. in der Wurzel von mehrlagigen Unterpulverschweißnähten oder in Schweißnähten mit hoher Verdünnung in der Nähe der Rillenränder bei der Herstellung von dickwandigen Druckbehältern.
Die Verwendung von Schweißwerkstoffen mit höherem Mn- und Si-Gehalt, die Reduzierung der Schweißwärmezufuhr, die Verringerung des Aufschmelzverhältnisses des Grundwerkstoffs in der Schweißnaht und die Erhöhung des Schweißnahtformfaktors (d. h. des Verhältnisses von Schweißnahtbreite zu -höhe) können dazu beitragen, Heißrisse im Schweißgut zu vermeiden.
Beim Schweißen großer dicker Blechkonstruktionen, wie z. B. in der Schiffstechnik, in Kernreaktoren und auf Schiffen, kann es, wenn der Stahl einer erheblichen Zugspannung in Dickenrichtung ausgesetzt ist, zu Lamellenrissen entlang der Walzrichtung des Stahls kommen. Diese Art von Rissen tritt häufig bei Eckverbindungen oder T-Verbindungen auf, die eine vollständige Durchdringung erfordern.
Zur Vermeidung von Lamellenrissen ist es wichtig, Stähle auszuwählen, die gegen Lamellenrisse beständig sind, und die Verbindungskonstruktion zu verbessern, um Spannungen und Dehnungen in der Dickenrichtung des Materials zu verringern. Stahlplatte. Darüber hinaus können die Verwendung von Schweißwerkstoffen mit geringerer Festigkeit oder von Schweißzusatzwerkstoffen mit geringerer Festigkeit für die Kantenvorbereitung sowie Maßnahmen zum Vorwärmen und zur Wasserstoffreduzierung dazu beitragen, das Reißen von Lamellen zu verhindern und gleichzeitig sicherzustellen, dass das Produkt die erforderlichen Spezifikationen erfüllt.
2. Auswahl der Schweißverfahren
Warmgewalzte und normalgeglühte Stähle können mit den üblichen Verfahren wie Schutzgasschweißen, Metallgasschweißen, Unterpulverschweißen, Wolfram-Inertgasschweißen usw. geschweißt werden. Gasschweißenund das Lichtbogenschweißen mit Fülldraht.
Die Wahl des Schweißverfahrens hängt von der Struktur des geschweißten Produkts, der Blechdicke, den Leistungsanforderungen und den Produktionsbedingungen ab. Schutzgasschweißen, Unterpulverschweißen, Massivdraht- und Fülldraht-CO2-Schutzgasschweißen sind die am häufigsten verwendeten Schweißverfahren.
3. Auswahl der Schweißmaterialien
Bei der Auswahl von Schweißwerkstoffen für warmgewalzte und normalgeglühte Stähle ist in erster Linie darauf zu achten, dass die Festigkeit, Plastizität und Zähigkeit des Schweißgutes den technischen Anforderungen des Produktes entsprechen.
Darüber hinaus sollten auch Faktoren wie die Rissbeständigkeit und die Effizienz der Schweißproduktion berücksichtigt werden.
1) Auswahl der Schweißwerkstoffe auf der Grundlage der Leistungsanforderungen der Schweißnaht
Beim Schweißen von warmgewalzten und normalisierten Stählen wird im Allgemeinen empfohlen, Schweißwerkstoffe zu wählen, deren Festigkeit mit der des Grundwerkstoffs vergleichbar ist. Die Zähigkeit, Plastizität und Festigkeit des Schweißgutes sollten umfassend berücksichtigt werden. Solange die tatsächliche Festigkeit der Schweißnaht oder der geschweißten Verbindung nicht unter den Produktanforderungen liegt, ist sie akzeptabel.
2) Berücksichtigen Sie den Einfluss der Prozessbedingungen bei der Auswahl der Schweißmaterialien
Bei der Auswahl der Schweißwerkstoffe sollten auch Faktoren wie Nut- und Fugengestaltung, Nachbearbeitungsverfahren und andere Prozessbedingungen berücksichtigt werden.
(2) Bei der Auswahl von Schweißwerkstoffen sollte auch der Einfluss von Prozessbedingungen wie Nut- und Fugengestaltung sowie von Nachbearbeitungsverfahren berücksichtigt werden.
1) Einfluss von Rillen- und Fugengestaltung
Beim Schweißen desselben Stahls mit demselben Schweißmaterial kann die Schweißleistung je nach Ausführung der Rille variieren. Wenn beispielsweise beim Unterpulverschweißen von Q345-Stahl ohne abgeschrägte Kanten ein HJ431-Pulver verwendet wird, wird eine größere Menge Grundwerkstoff in das Schweißgut eingeschmolzen. In diesem Fall kann die Verwendung eines H08A-Drahtes mit niedrigerem Legierungsgehalt und HJ431-Pulver die Anforderungen an die mechanische Leistung der Schweißnaht erfüllen.
Beim Schweißen von dicken Blechen aus Q345-Stahl mit abgeschrägten Kanten kann die Verwendung der gleichen H08A-HJ431-Kombination jedoch zu einer geringeren Schweißnahtfestigkeit führen, da das Schmelzverhältnis des Grundwerkstoffs geringer ist. In solchen Fällen wird empfohlen, Drähte mit höherem Legierungsgehalt, wie H08MnA oder H10Mn2, in Kombination mit J431-Pulver zu verwenden.
2) Einfluss der Schweißnachbearbeitungstechniken
Wenn die Schweißverbindung anschließend warmgewalzt oder wärmebehandelt wird, ist es wichtig, die Auswirkungen der Hochtemperaturwärmeeinwirkung auf die Eigenschaften des Schweißguts zu berücksichtigen. Das Schweißgut sollte auch nach der Wärmebehandlung noch die erforderliche Festigkeit, Plastizität und Zähigkeit aufweisen.
In solchen Fällen sollten Schweißwerkstoffe mit höherem Legierungsgehalt gewählt werden. Bei Schweißverbindungen, die anschließend kalt gewalzt oder kalt gestanzt werden, ist dagegen eine höhere Plastizität des Schweißguts erforderlich.
(3) Für dicke Bleche, Strukturen mit hohen Spannungen und solche, die zu Kaltrissen neigen, wird die Verwendung von Schweißwerkstoffen mit extrem niedrigem Wasserstoffgehalt empfohlen, um die Rissbeständigkeit zu verbessern und die Vorwärmtemperatur zu senken.
Bei dicken Blechen und stark eingespannten Schweißnähten ist die erste Lage der Schweißnaht am anfälligsten für Risse. In solchen Fällen können Schweißwerkstoffe mit etwas geringerer Festigkeit, aber guter Plastizität und Zähigkeit gewählt werden, wie z. B. wasserstoffarme oder ultraniedrige Wasserstoffsorten.
(4) Für kritische SchweißanwendungenIn Bereichen wie Offshore-Ölplattformen, Druckbehältern und Schiffen, in denen Sicherheit von größter Bedeutung ist, sollten die Schweißnähte eine ausgezeichnete Kälteschlagzähigkeit und Bruchzähigkeit aufweisen. Es sollten Schweißwerkstoffe mit hoher Zähigkeit gewählt werden, z. B. hochbasische Schweißpulver, Drähte mit hoher Zähigkeit, Elektroden, hochreine Schutzgase und die Verwendung von Ar+CO2-Schutzgasgemischen.
(5) Zur Verbesserung der Produktivität können hocheffiziente Eisenpulver-Elektroden, Schwerkraft-Elektroden, Fülldrähte mit hoher Abschmelzleistung und Hochgeschwindigkeits-Flussmittel verwendet werden. Beim Vertikalschweißen können nach unten gerichtete Schweißelektroden verwendet werden.
(6) Zur Verbesserung der hygienischen Bedingungen ist es ratsam, bei Schweißarbeiten in schlecht belüfteten Bereichen (z. B. in Schiffsräumen, Druckbehältern usw.) staubarme und ungiftige Schweißelektroden zu verwenden.
Tabelle 5-9: Beispiele für häufig verwendete Schweißverfahren Materialauswahl für warmgewalzte und normalisierte Stähle
Die Schweißvorbereitung umfasst vor allem die Vorbereitung der Fasen, die Trocknung der Schweißmaterialien, das Vorwärmen und die Kontrolle der Zwischenlagentemperatur sowie das Positionieren der Schweißung.
1) Vorbereitung der Fasen.
Bei warmgewalztem und normalisiertem Stahl können die Fasen durch Kaltverformung und thermische Schneidverfahren wie Scheren hergestellt werden, BrennschneidenFugenhobeln, Plasmaschneiden, usw. Bei hochfesten Stählen kann sich beim thermischen Schneiden zwar eine gehärtete Schicht an der Kante bilden, diese kann aber beim anschließenden Schweißen in die Schweißnaht eingeschmolzen werden, ohne dass die Schweißqualität beeinträchtigt wird.
Daher ist ein Vorwärmen vor dem Schneiden im Allgemeinen nicht erforderlich, und das Schweißen kann direkt nach dem Schneiden erfolgen, ohne dass eine mechanische Bearbeitung erforderlich ist.
2) Die Schweißmaterialien müssen gemäß den Vorschriften getrocknet werden.
3) Vorwärm- und Zwischenlagentemperatur.
Das Vorwärmen kann die Abkühlungsgeschwindigkeit beim Schweißen steuern, die Bildung von gehärtetem Martensit in der Wärmeeinflusszone verringern oder vermeiden, die Härte der Wärmeeinflusszone verringern und auch die Schweißspannungen reduzieren. Es kann auch dazu beitragen, Wasserstoff aus der Schweißnaht zu entfernen.
Daher ist das Vorwärmen eine wirksame Maßnahme, um wasserstoffinduzierte Risse beim Schweißen zu verhindern. Allerdings verschlechtert das Vorwärmen häufig die Arbeitsbedingungen und erschwert den Produktionsprozess. Unsachgemäßes oder zu starkes Vorwärmen und Schweißzone Temperaturen können auch die Leistung der Schweißnaht beeinträchtigen.
Daher muss sorgfältig überlegt oder durch Versuche ermittelt werden, ob ein Vorwärmen vor dem Schweißen erforderlich ist und welche Vorwärmtemperatur angemessen ist.
Die wichtigsten Faktoren, die sich auf die Vorwärmtemperatur auswirken, sind die Zusammensetzung des Stahls (Kohlenstoffäquivalent), die Blechdicke, die Form und die Einspannung des Blechs. geschweißte Struktur, die Umgebungstemperatur und der Wasserstoffgehalt der verwendeten Schweißmaterialien.
Tabelle 5-10 enthält empfohlene Vorwärmtemperaturen für warmgewalzte und normalgeglühte niedriglegierte hochfeste Stähle verschiedener Festigkeitsstufen als Referenz. Beim Mehrlagenschweißen von dicken Blechen sollte die Zwischenlagentemperatur nicht niedriger als die Vorwärmtemperatur sein, um das Entweichen von Wasserstoff aus der Schweißzone zu fördern und die Bildung von wasserstoffinduzierter Rissbildung während des Schweißprozesses zu verhindern.
Tabelle 5-10: Empfohlene Vorwärmtemperaturen und Wärmebehandlungsparameter nach dem Schweißen für warmgewalzten und normalisierten Stahl
Stahlsorte
Vorwärmtemperatur/°C
Spezifikationen für die Wärmebehandlung nach der Schweißung beim Lichtbogenschweißen
Modell/Typ
Klasse
Q295
09Mn2 09MnNb 09MnV
Kein Vorwärmen (für Blechdicken ≤16mm)
Keine Wärmebehandlung erforderlich
Q345
16Mn 14MnNb
100~150(8≥30mm)
600~650℃Glühen
Q390
15MnV 15MnTi 16MnNb
100~150(≥28mm)
550℃oder 650℃Glühen
Q120
15MnVN 14MnVTiRE
100~150(≥25mm)
14MnMoV 18MnMoNb
≥200
600~650℃Glühen
4) Positionierungsschweißen.
Beim Positionierungsschweißen sollte derselbe Schweißdraht wie beim formellen Schweißen verwendet werden, und die Spezifikationen des Schweißverfahrens müssen genau eingehalten werden. Die Länge, der Querschnitt und der Abstand der Positionierschweißnähte sollten ebenfalls angegeben werden, und bei Bedarf kann ein Vorwärmen erforderlich sein.
Nach dem Positionierungsschweißen sollte eine sorgfältige Inspektion durchgeführt werden, und alle festgestellten Risse sollten entfernt und neu geschweißt werden. Um Spannungen zu reduzieren und Risse in den Positionierungsschweißungen zu vermeiden, sollte eine Zwangsmontage so weit wie möglich vermieden werden.
(2) Bestimmung der Wärmezufuhr beim Schweißen
Die Schwankungen in der Schweißwärmezufuhr verändern die Abkühlungsgeschwindigkeit beim Schweißen, was sich auf die Zusammensetzung des Schweißguts und der Wärmeeinflusszone auswirkt und letztlich die mechanischen Eigenschaften und die Rissbeständigkeit der Schweißverbindung beeinflusst.
Um die Zähigkeit des Schweißguts zu gewährleisten, sollte daher eine übermäßige Wärmezufuhr beim Schweißen vermieden werden. Beim Schweißen wird empfohlen, die Querschwingung zu minimieren und das Schweißen zu überspringen und stattdessen in mehreren Lagen mit enger Schweißraupe zu schweißen.
Warmgewalzter Stahl verträgt eine höhere Schweißwärmezufuhr. Für warmgewalzte Stähle mit niedrigem Kohlenstoffgehalt (wie 09Mn2, 09MnNb) und 16Mn-Stahl mit niedrigem Kohlenstoffgehalt gibt es keine strengen Beschränkungen für die Schweißwärmezufuhr, da diese Stähle weniger anfällig für Versprödung und Kaltrisse in der Wärmeeinflusszone sind.
Beim Schweißen von 16Mn-Stahl mit hohem Kohlenstoffgehalt sollte jedoch eine etwas höhere Schweißwärmezufuhr verwendet werden, um die Aufhärtungstendenz zu verringern und die Bildung von Kaltrissen zu verhindern. Bei Stählen, die mikrolegierende Elemente wie V, Nb und Ti enthalten, sollte eine geringere Schweißwärmeeinbringung gewählt werden, um die Versprödung der Grobkornzone in der Wärmeeinflusszone zu verringern und eine ausgezeichnete Tieftemperaturzähigkeit zu gewährleisten.
Für normalisierte Stähle mit höherem Kohlenstoffgehalt und Legierungselement Gehalt und einer Streckgrenze von 490 MPa, wie z. B. 18MnMoNb, muss bei der Auswahl der Wärmezufuhr sowohl die Härtbarkeit des Stahls als auch die Neigung zur Überhitzung in der Grobkornzone der Wärmeeinflusszone berücksichtigt werden.
Im Allgemeinen sollte eine geringere Wärmeeinbringung gewählt werden, um die Zähigkeit der Wärmeeinflusszone zu gewährleisten. Außerdem sollten wasserstoffarme Schweißverfahren zusammen mit einer geeigneten Vorwärmung oder einer rechtzeitigen Wasserstoffentfernung nach dem Schweißen eingesetzt werden, um die Bildung von Kaltrissen in der Schweißnaht zu verhindern.
(3) Wärmebehandlung nach dem Schweißen und Behandlung zur Wasserstoffentfernung
1) Wärmebehandlung nach dem Schweißen und Behandlung zur Wasserstoffentfernung.
Bei der Wärmebehandlung nach dem Schweißen wird das geschweißte Bauteil oder der geschweißte Bereich sofort auf eine Temperatur von 150-250 °C erwärmt und für eine bestimmte Zeit gehalten. Bei der Wasserstoffentzugsbehandlung hingegen wird das Bauteil oder der geschweißte Bereich über einen bestimmten Zeitraum auf einer Temperatur von 300-400°C gehalten.
Der Zweck beider Behandlungen besteht darin, die Diffusion und das Entweichen von Wasserstoff aus der Schweißnaht zu beschleunigen, wobei die Behandlung zur Wasserstoffentfernung wirksamer ist als die Wärmebehandlung nach dem Schweißen.
Eine rechtzeitige Wärmebehandlung nach dem Schweißen und eine Behandlung zur Entfernung von Wasserstoff sind wirksame Maßnahmen zur Vermeidung von Kaltrissen in Schweißverbindungen, insbesondere bei Schweißverbindungen mit dicken Blechen aus Stählen wie 14MnMoV und 18MnMoNb, die sehr anfällig für wasserstoffinduzierte Risse sind.
Dieses Verfahren reduziert nicht nur die Vorwärmtemperatur und die Arbeitsintensität der Schweißer, sondern ermöglicht auch einen geringeren Wärmeeintrag beim Schweißen, was zu Schweißverbindungen mit hervorragenden mechanischen Eigenschaften führt.
Bei dickwandigen Druckbehältern und anderen kritischen Bauteilen mit einer Dicke von mehr als 100 mm wird empfohlen, mindestens 2-3 Zwischenbehandlungen zur Wasserstoffentfernung während des Mehrlagenschweißens durchzuführen, um die Ansammlung von Wasserstoff und mögliche wasserstoffinduzierte Risse zu verhindern.
2) Wärmebehandlung nach dem Schweißen.
Warmgewalzte, kontrolliert gewalzte und normalisierte Stähle benötigen im Allgemeinen keine Wärmebehandlung nach dem Schweißen. Bei Schweißnähten und der Wärmeeinflusszone, die beim Unterpulverschweißen entstehen und zu grobem Korn neigen, ist jedoch eine Normalisierungsbehandlung nach dem Schweißen erforderlich, um das Korngefüge zu verfeinern.
Bei dickwandigen Hochdruckbehältern, Behältern, bei denen eine Beständigkeit gegen Spannungskorrosion erforderlich ist, und bei geschweißten Strukturen, bei denen es auf Maßhaltigkeit ankommt, ist nach dem Schweißen eine Entspannungsbehandlung erforderlich, um Eigenspannungen zu beseitigen.
Zusätzlich ist bei hochfesten Stählen mit hoher Kaltrissanfälligkeit eine rechtzeitige Spannungsarmglühung nach dem Schweißen erforderlich. Die empfohlenen Parameter für die Wärmebehandlung nach dem Schweißen für verschiedene niedrig legierte hochfeste Stähle sind in Tabelle 5-10 aufgeführt.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wie kann das Schweißen von Kohlenstoffstahl sowohl eine gängige Praxis als auch eine komplexe Herausforderung sein? Dieser Leitfaden erforscht die komplizierte Welt des Kohlenstoffstahlschweißens und behandelt die Arten von Kohlenstoffstahl,...
Warum ist das Schweißen von kohlenstoffreichem Stahl eine solche Herausforderung? Dieser Artikel befasst sich mit den besonderen Schwierigkeiten, die mit diesem Material verbunden sind, wie z. B. der Neigung zur Bildung von...
Warum lässt sich Stahl mit niedrigem Kohlenstoffgehalt leicht schweißen, während Stahl mit hohem Kohlenstoffgehalt eine Herausforderung darstellt? Dieser Artikel untersucht die Schweißbarkeit verschiedener Arten von Kohlenstoffstahl und zeigt auf, wie sich der unterschiedliche Kohlenstoffgehalt auf die...
Was macht das Schweißen von vergütetem Stahl mit niedrigem Kohlenstoffgehalt so schwierig? Dieser Artikel befasst sich mit den Feinheiten, die damit verbunden sind, vom Umgang mit Kaltrissen bis zur Vermeidung von Versprödung in der Wärmeeinflusszone. Sie lernen die wichtigsten...
Haben Sie sich jemals gefragt, warum geschweißte Strukturen trotz ihres robusten Aussehens manchmal versagen? Dieser Artikel befasst sich mit den verborgenen Herausforderungen des Schweißens und untersucht, wie ungleichmäßige Erwärmung und Abkühlung zu...
Haben Sie sich jemals gefragt, welche Schweißgerätehersteller heute in der Branche führend sind? Dieser Artikel befasst sich mit den zehn führenden Schweißgeräteherstellern und hebt ihre Innovationen, globale Präsenz und einzigartigen Stärken hervor....
Haben Sie sich jemals gefragt, welche Gefahren sich hinter den hellen Funken des Schweißens verbergen? In diesem Artikel untersuchen wir die schädlichen Auswirkungen des Argon-Lichtbogenschweißens auf den menschlichen Körper....
Haben Sie sich jemals gefragt, was die Zahlen und Buchstaben auf Schweißdrähten bedeuten? Dieser Artikel entmystifiziert das Kodierungssystem für Kohlenstoff- und Edelstahlschweißdrähte und hilft Ihnen, ihre Zugfestigkeit,...
Haben Sie sich jemals gefragt, wie man den Verbrauch von Schweißdrähten genau berechnet? In diesem Blogbeitrag gehen wir auf die Methoden und Formeln ein, die von Branchenexperten verwendet werden, um den...