Normen für die Qualitätsprüfung beim Schweißen: Ihr Leitfaden
Haben Sie sich schon einmal gefragt, wie sich die Qualität des Schweißens auf die Zuverlässigkeit von Elektronikprodukten auswirkt? Beim Schweißen kann schon ein kleiner Fehler zu erheblichen Ausfällen führen. Dieser Artikel befasst sich mit den wichtigsten Normen und Prüfverfahren zur Gewährleistung der Schweißqualität und behandelt Aspekte wie elektrische und mechanische Integrität, Aussehen und Prüftechniken. Am Ende werden Sie wissen, wie Sie häufige Schweißfehler erkennen und vermeiden können, um robuste und zuverlässige elektronische Baugruppen zu gewährleisten. Tauchen Sie ein und entdecken Sie, wie die Beherrschung dieser Normen Ihre Produkte vor kostspieligen Fehlfunktionen bewahren kann.
Das Schweißen ist ein wichtiges technologisches Verfahren bei der Montage elektronischer Produkte und ein entscheidender Schritt bei deren Herstellung.
Sie wird in großem Umfang bei der Erprobung, Anpassung und Herstellung elektronischer Produkte eingesetzt und stellt eine erhebliche Arbeitsbelastung dar. Die Qualität des Schweißens hat einen direkten Einfluss auf die Qualität des Produkts.
Die meisten Fehler in elektronischen Produkten sind, abgesehen von Bauteilproblemen, in erster Linie auf schlechte Schweißqualität. Daher ist die Beherrschung der Schweißtechnik für die Produktqualität von entscheidender Bedeutung.
I. Qualitätsanforderungen für Schweißpunkte
Die Qualitätsanforderungen an Schweißpunkte sollten einen guten elektrischen Kontakt, einen stabilen mechanischen Kontakt und ein ästhetisches Aussehen umfassen.
Der wichtigste Aspekt bei der Sicherstellung der Qualität der Schweißpunkte ist die Vermeidung kalter Lötstellen.
1. Zuverlässige elektrische Verbindung
Schweißen ist die wichtigste Methode zur Herstellung elektrischer Verbindungen in elektronischen Schaltungen. Lötverbindungen werden nicht durch Druck hergestellt, sondern durch die Bildung einer festen Legierungsschicht während des Schweißverfahren um den Zweck der elektrischen Verbindung zu erreichen.
Wenn das Lot nur auf der Oberfläche der geschweißten Teile gestapelt ist oder nur ein kleiner Teil eine Legierungsschicht bildet, kann es schwierig sein, Probleme mit der Schweißstelle während der ersten Tests und des Betriebs zu erkennen.
Eine solche Schweißstelle kann kurzfristig Strom leiten, aber bei veränderten Bedingungen und im Laufe der Zeit oxidiert die Kontaktschicht, löst sich ab und erzeugt intermittierende oder nicht funktionierende Stromkreise.
Die Beobachtung des Äußeren der Schweißstelle kann noch in Ordnung sein, was bei der Verwendung elektronischer Instrumente ein großes Problem darstellt, das bei der Produktherstellung ernst genommen werden muss.
2. Ausreichende mechanische Festigkeit
Schweißen dient nicht nur der elektrischen Verbindung, sondern fixiert auch Bauteile und sorgt für eine mechanische Verbindung. Damit die geschweißten Teile bei Vibrationen oder Stößen nicht abfallen oder sich lösen, müssen die Schweißpunkte eine ausreichende mechanische Festigkeit aufweisen.
In der Regel kann dies erreicht werden, indem die Anschlussklemmen der zu verschweißenden Bauteile gebogen und dann die Schweißung durchgeführt wird.
Die als Lötmaterial verwendete Blei-Zinn-Legierung hat eine relativ geringe Festigkeit, wobei die Zugfestigkeit der üblicherweise verwendeten Blei-Zinn-Lötmaterialien bei etwa 3-4,7 kg/cm2 liegt, was nur 10% von gewöhnlichem Stahl entspricht.
Um die Festigkeit zu erhöhen, ist eine ausreichende Verbindungsfläche erforderlich. Wenn es sich um eine kalte Lötstelle handelt, bei der das Lötzinn lediglich auf dem Lötauge aufgeschichtet ist, wird sie keine Festigkeit haben.
3. Glattes und sauberes Aussehen
Ein guter Schweißpunkt benötigt eine angemessene Menge an Lot, hat einen metallischen Glanz, weist keine Spitzen oder Brücken auf und beschädigt nicht die Isolierschicht des Drahtes oder benachbarte Bauteile. Ein gutes Aussehen spiegelt die Qualität der Schweißung wider.
Hinweis: Das Vorhandensein eines metallischen Glanzes deutet auf eine geeignete Schweißtemperatur und die Bildung einer Legierungsschicht, die nicht nur aus ästhetischen Gründen erforderlich ist.
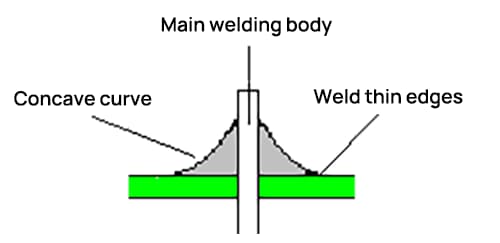
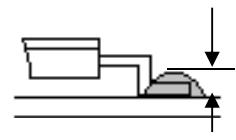
Das Aussehen eines typischen Schweißpunktes ist in Abbildung 1 dargestellt und weist die folgenden gemeinsamen Merkmale auf:
Die Form ist symmetrisch wie ein Rock, der um den Schweißdraht zentriert ist.
Die Schweißmaterial eine halb gewölbte, konkave Oberfläche mit einem glatten Übergang zwischen dem Schweißmaterial und dem geschweißten Teil bildet und der Kontaktwinkel so klein wie möglich ist.
Die Oberfläche ist glänzend und glatt.
Es gibt keine Risse, Nadellöcher oder Schlackeneinschlüsse.
Abbildung 1
Neben der Sichtprüfung (oder der Verwendung einer Lupe oder eines Mikroskops), um zu prüfen, ob der Schweißpunkt den oben genannten Normen entspricht, umfasst die Prüfung der Schweißqualität auch Folgendes: fehlende Schweißnähte, spitzes Lot, durch Lot verursachte Kurzschlüsse zwischen Drähten (d. h. "Überbrückung"), Schäden an der Isolierung von Drähten und Bauteilen, Drahtformung, Lotspritzer.
Bei der Inspektion werden neben visuellen Kontrollen auch Methoden wie Berührung, Abtasten mit einer Pinzette und Ziehen von Drähten eingesetzt, um Defekte wie Drahtbruch und Ablösen von Pads festzustellen.
II. Methoden der Qualitätsprüfung beim Schweißen
1. Sichtprüfung
Bei der Sichtprüfung wird die Schweißqualität von außen geprüft, um eventuelle Mängel an der Schweißstelle festzustellen.
Zu den wichtigsten Inhalten der Sichtprüfung gehören:
1. Ob es fehlende Schweißnähte gibt, d.h. Schweißpunkte, die gelötet werden sollten, sind nicht vorhanden.
2. Der Glanz der Schweißstelle.
3. Ob genügend Lot an der Schweißstelle vorhanden ist.
4. Ob um die Schweißstelle herum Restflussmittel vorhanden sind.
5. Ob es durchgehende Schweißnähte gibt und ob die Polster abgerutscht sind.
6. Ob die Schweißstelle Risse aufweist.
7. Ob der Schweißpunkt ungleichmäßig ist; ob es eine stachelige Erscheinung am Schweißpunkt gibt.
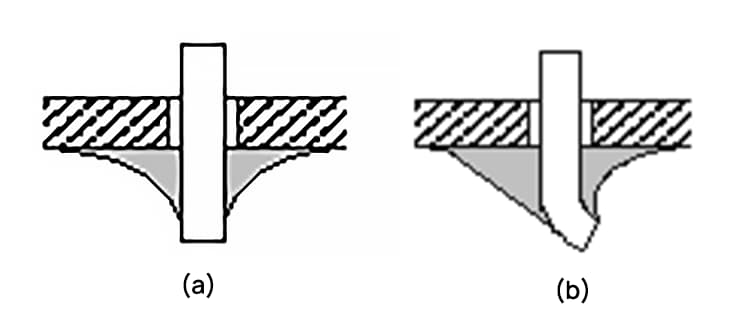
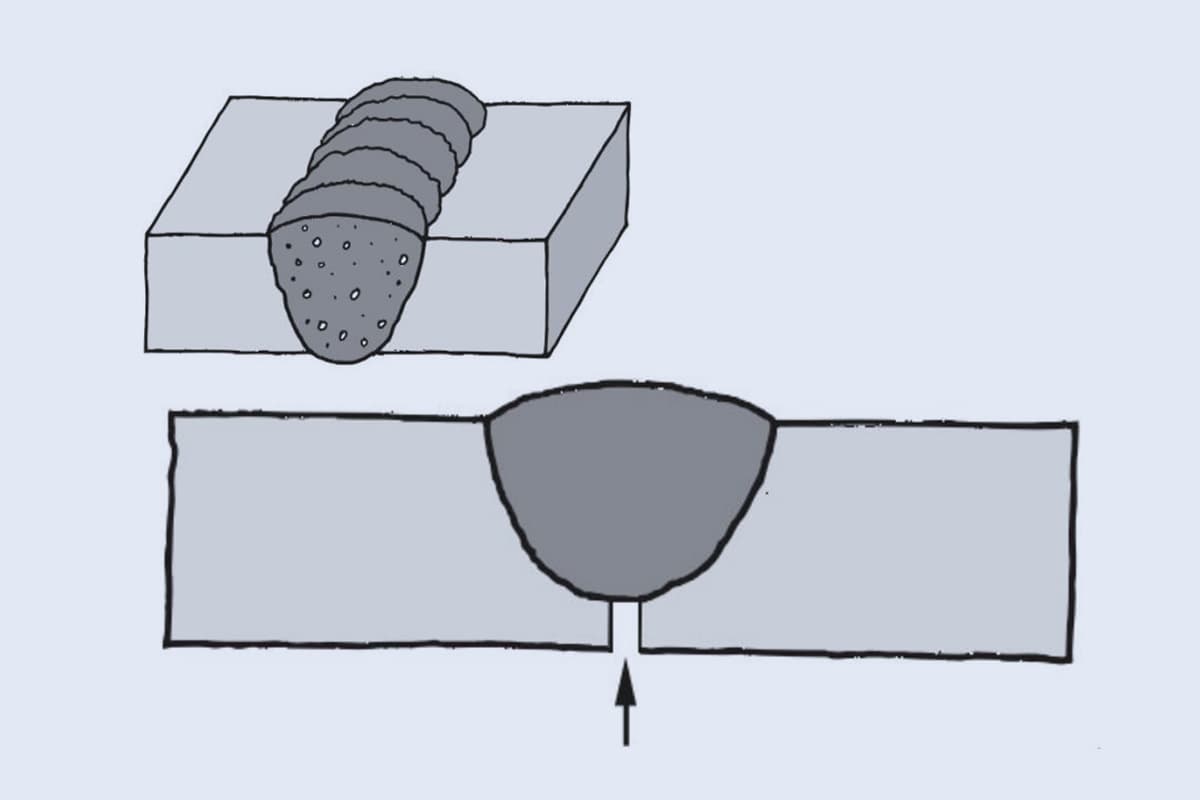
Abbildung 2: Korrekter Querschnitt eines Schweißpunktes
Abbildung 2 zeigt die richtige Form des Schweißpunktes. In der Abbildung ist (a) die Form eines gerade eingefügten Schweißpunktes und (b) die Form eines halb gebogenen Schweißpunktes dargestellt.
2. Berührungsprüfung
Die Berührungsprüfung bezieht sich hauptsächlich darauf, ob bei der Berührung lockere oder unsicher verschweißte Bauteile vorhanden sind.
Halten Sie das Bauteilkabel mit einer Pinzette fest und ziehen Sie vorsichtig daran, um zu sehen, ob es sich lockert. Ob das Lot auf der Oberseite abfällt, wenn der Schweißpunkt geschüttelt wird.
3. Einschaltkontrolle
Nachdem die äußere Prüfung abgeschlossen und die korrekte Verdrahtung bestätigt wurde, kann die Einschaltprüfung durchgeführt werden, die für die Prüfung der Schaltkreisleistung entscheidend ist.
Wenn die externe Inspektion nicht sorgfältig durchgeführt wird, ist die Einschaltkontrolle nicht nur schwieriger, sondern kann auch zu Schäden an der Ausrüstung und zu Sicherheitsunfällen führen.
Wenn zum Beispiel die Stromversorgungsverbindung nicht gut verlötet ist, kann das Gerät bei der Einschaltkontrolle nicht eingeschaltet werden, was eine Überprüfung unmöglich macht.
Einschaltinspektion und Analyse der Grundursache
Elektrifizierung Inspektion
(1) Ausfall eines Bauteils
Versagen: Der Lötkolben weist ein elektrisches Leck auf und ist durch Überhitzung beschädigt worden.
Leistungsverschlechterung: Der Lötkolben hat ein Problem mit elektrischen Lecks und wurde durch Überhitzung beschädigt.
(2) Schlechte elektrische Leitfähigkeit
Kurzschluss: Überbrückung und Lötspritzer.
Unterbrechung des Stromkreises: Offene Lötstellen, Kolophonium-Flussmittelrückstände, kaltes Löten und schlechter Kontakt in den Buchsen.
Unterbrochene Verbindung: Drahtbruch, Ablösen des Pads usw.
Bei der Prüfung nach dem Einschalten lassen sich viele kleinere Defekte feststellen, z. B. Schaltkreisüberbrückungen, die mit dem bloßen Auge nicht sichtbar sind. Es ist jedoch schwierig, potenzielle Probleme wie interne Trockenlötungen zu erkennen.
Daher liegt die grundlegende Lösung in der Verbesserung des Qualifikationsniveaus des Schweißers, anstatt die Aufgabe dem Prüfverfahren zu überlassen.
Der Zusammenhang zwischen möglichen Fehlern, die bei der Einschaltkontrolle auftreten können, und Schweißfehler ist in Abbildung 3 als Referenz dargestellt.
III. Häufige PCBA-Lötstellenfehler und Analyse
Es gibt zahlreiche Ursachen für Schweißfehler. Bei bestimmten Materialien (Lot und Flussmittel) und Werkzeugen (Lötkolben, Schablone) werden die angewandten Methoden und das Verantwortungsbewusstsein des Bedieners zu entscheidenden Faktoren.
Die häufigsten Fehler, die bei der Positionierung von PCBA-Komponenten und Lötstellen auftreten, sind in den Tabellen 1 und 2 aufgeführt.
In diesen Tabellen sind das Aussehen, die Eigenschaften und die Gefahren von häufigen Lötstellenfehlern zusammen mit einer Analyse ihrer Ursachen aufgeführt.
Tabelle 1: Analyse der häufigsten Lötstellenfehler
Fehler an der Schweißstelle
Merkmale der Konstruktion
Schaden
Analyse der Grundursache
Falsches Schweißen
Es gibt eine deutliche schwarze Linie zwischen dem Lot und dem Anschluss des Bauteils oder der Kupferfolie, wobei das Lot zur Grenze hin zurückweicht.
Kann nicht richtig funktionieren.
1. Die Bauteilanschlüsse wurden nicht ordnungsgemäß gereinigt, sind nicht ausreichend verzinnt, oder das Lötzinn ist oxidiert.
2. Die Leiterplatte wurde nicht gründlich gereinigt, und die Qualität des aufgetragenen Flussmittels war mangelhaft.
Lötkurzschluss
Übermäßiges Löten hat zu einem Kurzschluss geführt, weil das Lötzinn zwischen benachbarten Punkten eine Brücke bildet.
1. Die Bauteilanschlüsse sind nach dem Schneiden zu lang.
2. Reste von Bauteilanschlüssen wurden nicht beseitigt.
Kratzbewegung Schweißen
Es gibt Risse, rau wie zerbröckeltes Brot, mit Lücken in den Fugen.
Die Stärke ist gering, es funktioniert entweder nicht oder nur zeitweise.
Wenn das Lot noch feucht ist und Bewegungen ausgesetzt ist.
Unzureichendes Lot
Der Schweißbereich ist kleiner als 75% des Pads, und das Lot hat keine glatte überplattete Oberfläche gebildet.
Unzureichende mechanische Festigkeit.
1. Schlechter Lotfluss oder vorzeitiges Abziehen des Schweißdrahtes.
2. Unzureichender Fluss.
3. Die Schweißdauer ist zu kurz.
Überschüssiges Lot
Die Oberfläche des Lots ist konvex.
Die Verschwendung von Lötzinn könnte möglicherweise Defekte verbergen.
Der Abzug des Geldes wurde verzögert.
Überhitzung
Der Schweißpunkt erscheint weiß, ohne Metallglanz und mit einer eher rauen Oberfläche.
Das Lötpad ist anfällig für Ablösungen, was zu einer geringeren Festigkeit führt.
Die Leistung des Lötkolbens ist zu hoch, was zu langen Erhitzungszeiten führt.
Kaltes Löten
Die Oberfläche stellt sich als tofuähnliches Granulat dar, und manchmal kann sie Risse aufweisen.
Die Festigkeit ist gering, und die Leitfähigkeit ist schlecht.
Rühren Sie das Werkstück um, bevor das Lot erstarrt.
Kein Docht
Wenn der Kontaktwinkel mehr als 90 Grad beträgt, kann sich das Lot nicht ausbreiten oder bedecken, ähnlich wie ein Öltropfen, der auf einer feuchten Oberfläche ruht.
Die Festigkeit ist gering, und die Leitfähigkeit ist schlecht.
Die gelöteten Metallflächen sind nicht symmetrisch, und auch die Wärmequelle selbst ist nicht symmetrisch.
Lockerheit
Die Leitungen von Drähten oder Bauteilen können sich verschieben.
Schlechte oder keine Leitfähigkeit.
1. Das Blei hat sich bewegt, bevor das Lötzinn erstarrt war, wodurch ein Spalt entstand.
2. Das Blei wurde nicht behandelt (schlechte oder keine Benetzung).
Ziehen bis zu einem Punkt
Die Entstehung der Schneidekante.
Das Erscheinungsbild ist mangelhaft, was leicht zu Brückenbildung führen kann.
Ein unsauberer Lötkolben oder ein Lötkolben, der zu früh entfernt wird, bevor die Lötstelle den Schmelzpunkt des Lots erreicht hat, kann dazu führen, dass das Lot anhaftet und sich beim Herausziehen des Lötkolbens neu bildet.
Lochkamera
Bei einer Sichtprüfung oder mit einer schwachen Lupe können Löcher in der Kupferfolie entdeckt werden.
Eine unzureichende Festigkeit kann dazu führen, dass die Schweißpunkte korrosionsanfällig sind.
Die Verschmutzung von Lötmaterialien, Bauteilmaterialien und der Umwelt.
Delamination von Kupferfolie
Die Kupferfolie wird von der Leiterplatte abgezogen.
Die Leiterplatte ist beschädigt.
Die Schweißdauer ist zu lang.
Tabelle 2: Standard- und Defektanalyse von SMT-Lötverbindungen für oberflächenmontierte Bauteile.
Projekt
Diagramm
Wichtige Punkte
Inspektionswerkzeuge
Beurteilungskriterien:
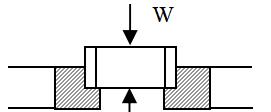
1. Position des Teils.
Die Amplitude "W" der Verbindungselektrode deckt mehr als die Hälfte der leitenden Oberfläche ab. Wichtig: Die Versetzung des Bauteils sollte durch Sichtprüfung ermittelt werden, nicht durch Überprüfung mit einem Prüfgerät. Verwenden Sie stattdessen ein Vergrößerungsglas zur direkten Beobachtung.
Bremssättel
Mehr als die Hälfte
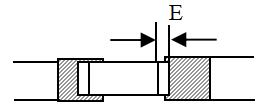
2. Position des Teils.
Mehr als die Hälfte der Länge E der Verbindungselektrode ist von der leitenden Oberfläche bedeckt. Vorsichtsmaßnahme: Der Versatz des Teils sollte durch Sichtprüfung festgestellt und nicht mit einem Prüfgerät und einer Lupe überprüft werden.
Bremssättel
Mehr als die Hälfte
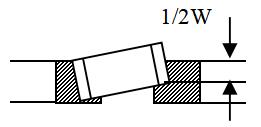
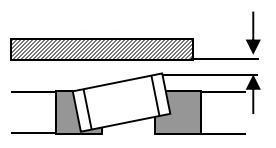
3. Position des Teils.
Bei der Neigung der Verbindungsteile reicht es aus, wenn mehr als die Hälfte der Amplitude W der Verbindungselektrode auf der leitenden Oberfläche liegt. Hinweis: Verlassen Sie sich bei Unstimmigkeiten in der Teilepositionierung auf die Sichtprüfung und verwenden Sie kein Prüfgerät zur Bestätigung, sondern eine Lupe zur direkten Beobachtung.
Bremssättel
Mehr als die Hälfte
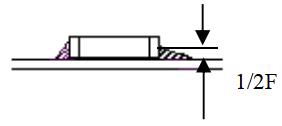
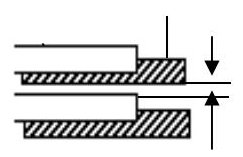
4. Menge des Lötzinns.
1/2F
Die Elektrode ist mit Zinn verlötet, dessen Ausdehnung die Hälfte der Höhe F und die Hälfte der Breite W überschreitet.
Bremssättel
Mehr als die Hälfte
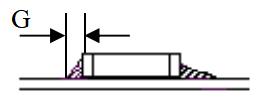
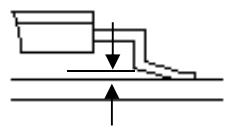
5. Menge des Lötzinns.
Löten Sie die Verbindungselemente in der längeren Richtung, ausgehend von der Endfläche der Verbindungselektrode, mit einer Lötdicke von mehr als 0,5 mm. Zum Beispiel, G.
Bremssättel
Über 0,5 mm
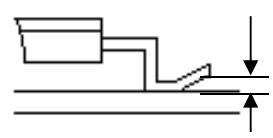
6. Menge des Lötzinns.
Die Höhe des Lotes sollte weniger als 0,3 mm über der Oberfläche des zu verbindenden Bauteils liegen.
Skalenanzeige
Weniger als 0,3 mm
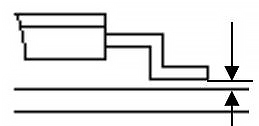
7. Menge des Lötzinns.
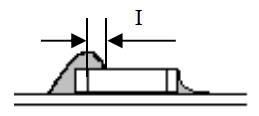
Die Lötstellen an den Verbindungsteilen dürfen sich nicht überlappen, wie z. B. in Form eines "I".
Visuelle Inspektion
Kann nicht übereinander gestapelt werden
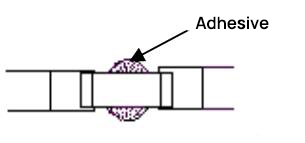
8. Haftung des Teils.
Qualitätsprodukt
Zwischen der Elektrode des Verbindungselements und der Leiterplatte befindet sich kein Klebstoff.
Visuelle Inspektion
Kann nicht unter der Elektrode liegen
Qualitätsprodukt
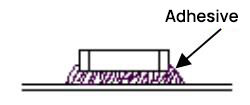
9. Haftung des Teils.
Defektes Produkt
Zwischen der Elektrode des Verbindungselements und der Leiterplatte befindet sich kein Klebstoff.
Visuelle Inspektion
Kann nicht unter der Elektrode liegen
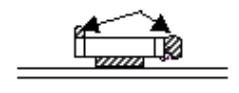
10. Haftung des Teils.
Darf keine Bindemittel enthalten.
Auf den Elektrodenbereich der Verbindungselemente dürfen keine Klebstoffe aufgebracht werden.
Visuelle Inspektion
Kann nicht geklebt werden
11. Position des Teils.
Nicht berühren G
Die Positionierung der Verbindungselemente sollte nicht versetzt oder geneigt sein, um benachbarte Leiter zu berühren. Für Aspekte, die nicht visuell bestimmt werden können, sind Prüfgeräte zu verwenden.
Visuelle Inspektion
Kann keinen Kontakt herstellen
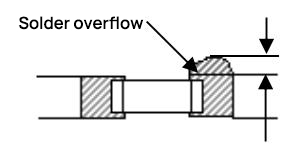
12. Menge des Lötzinns.
Lötmittelüberlauf
Das Lötzinn darf nicht über die Breite der leitenden Oberfläche hinausfließen.
Visuelle Inspektion
Kann nicht überlaufen
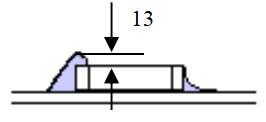
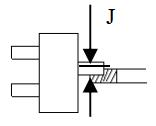
13. Position des Teils.
Mehr als die Hälfte der Breite J der Schenkel des IC-Bauteils liegt oberhalb der leitenden Oberfläche.
Bremssättel
Mehr als die Hälfte
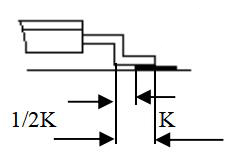
14. Position des Teils.
Mehr als die Hälfte der Länge K der Schenkel des IC-Bauteils berührt die leitende Oberfläche.
Bremssättel
Mehr als die Hälfte
15. Position des Teils.
Die Verschiebung der Bauteilposition gegenüber dem benachbarten Leiter sollte ≥0,2 mm betragen; sie darf den benachbarten Leiter nicht berühren.
Visuelle Inspektion
Kann keinen Kontakt herstellen
16. Instabiles Bein.
Bei Gegenständen mit angehobenen Enden sollte die Anhebung weniger als 0,5 mm betragen.
Bremssättel
Weniger als 0,5 mm
17. Instabiles Bein.
Bei Gegenständen, bei denen die Basis angehoben wird, sollte die Anhebung an der Basis weniger als 0,5 mm betragen.
0,5 mm Spurweite
Weniger als 0,5 mm
18. Instabiles Bein.
Bei Artikeln, bei denen der gesamte Fuß angehoben wird, sollte die Erhöhung weniger als 0,5 mm betragen.
0,5 mm Spurweite
Weniger als 0,5 mm
19. Instabiles Bein.
Die Höhe des Lots von der Oberfläche der Leiterplatte bis zur Spitze des Lots beträgt weniger als 1 mm.
Bremssättel
Weniger als 1mm
20. Instabiles Bein.
Die Höhe des Lots am Bauteilbeinchen liegt unter 0,5 mm.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie moderne Fabriken eine erstklassige Schweißqualität gewährleisten? In der heutigen Welt sind Schweißroboter die Antwort. Dieser Artikel befasst sich mit den fortschrittlichen Technologien, die hinter diesen Robotern stecken, wie z. B. Echtzeit...
Die Schweißtechnik ist eine weit verbreitete Technik im Bereich der mechanischen Fertigung und wird in verschiedenen Phasen der industriellen Produktion umfassend eingesetzt. Sie spielt eine zentrale Rolle bei der Förderung...
Schweißfehler können katastrophale Folgen haben und zu Strukturversagen und Sicherheitsrisiken führen. Aber wie können Sie sicherstellen, dass Ihre Schweißnähte einwandfrei sind? Dieser Artikel befasst sich mit den wichtigsten Qualitätsprüfungen beim Schweißen und deckt...
Haben Sie sich schon einmal gefragt, wie Sie die Schweißqualität bei Aluminiumlegierungen der 6er-Serie verbessern können? Dieser Artikel befasst sich mit der Optimierung des MIG-Punktschweißens und vergleicht verschiedene Schweißparameter und -techniken. Entdecken Sie, wie Änderungen in der Nut...
Wie wirken sich die verschiedenen Metallelemente im Schweißdraht auf die endgültige Schweißqualität aus? Von Silizium bis Vanadium spielt jedes Element eine einzigartige Rolle im Schweißprozess. Das Verständnis ihrer...
Wie können Sie sicherstellen, dass die von Ihnen verwendeten Schweißdrähte von hoher Qualität sind? In diesem Artikel werden einfache Methoden zur Überprüfung der Qualität von Schweißdrähten vorgestellt, einschließlich Sichtprüfung, Prüfung der Beschichtungsfestigkeit und...
Was verraten die Farben von Titanschweißnähten über ihre Qualität? Diese faszinierende Frage befasst sich mit den Feinheiten des Schweißens von Titan, einem Metall, das für seine Reaktivität und...
Um eine einwandfreie Schweißnaht zu erzielen, ist mehr als nur Geschicklichkeit erforderlich; es kommt darauf an, das Zusammenspiel von Spannung und Strom zu beherrschen. Diese beiden Parameter sind das Lebenselixier des Schweißens und bestimmen alles, von der...
Haben Sie sich jemals gefragt, warum geschweißte Strukturen trotz ihres robusten Aussehens manchmal versagen? Dieser Artikel befasst sich mit den verborgenen Herausforderungen des Schweißens und untersucht, wie ungleichmäßige Erwärmung und Abkühlung zu...