Stress beim Schweißen minimieren: Ursachen und Beseitigung
Haben Sie sich schon einmal gefragt, warum manche geschweißten Strukturen unerwartet versagen? Dieser Artikel befasst sich mit den verborgenen Kräften, die im Spiel sind - Schweißspannungen und Verformungen. Erfahren Sie, wie sich diese Spannungen auf Festigkeit, Stabilität und Genauigkeit auswirken, und entdecken Sie praktische Methoden, um ihre Auswirkungen zu minimieren. Machen Sie sich mit den unsichtbaren Herausforderungen vertraut, mit denen Schweißer konfrontiert sind, und erfahren Sie, wie Sie sie meistern können!
Unter Schweißspannungen versteht man die inneren Kräfte, die in geschweißten Bauteilen während und nach dem Schweißprozess entstehen. Diese Spannungen werden in erster Linie durch die beim Schweißen auftretenden lokalen Erwärmungs- und Abkühlungszyklen verursacht, die zu ungleichmäßiger thermischer Ausdehnung und Kontraktion sowie zu mikrostrukturellen Veränderungen im Material führen.
Die grundlegende Ursache für Schweißspannungen und die damit verbundenen Verformungen liegt in der heterogenen Temperaturverteilung beim Schweißen. Dieser thermische Gradient führt zu:
Lokalisierte plastische Verformung
Variationen im Gefüge
Unterschiede im spezifischen Volumen der Schweißnaht
Schweißspannungen können in zwei Haupttypen eingeteilt werden:
Transiente Schweißspannung: Tritt während des Schweißprozesses auf, während das Temperaturfeld noch aktiv ist und sich entwickelt.
Schweißeigenspannung: Besteht in der Schweißnaht nach vollständiger Abkühlung und Temperaturausgleich.
In Abwesenheit von äußeren Belastungen gleichen sich die Schweißspannungen innerhalb der Schweißnaht selbst aus. Diese Eigenspannungen können jedoch die Leistung und Qualität der geschweißten Struktur auf verschiedene Weise erheblich beeinträchtigen:
Verkürzte Ermüdungslebensdauer
Erhöhte Anfälligkeit für Spannungsrisskorrosion
Instabilität der Dimensionen
Verformung des geschweißten Bauteils
Möglicher Verlust der strukturellen Integrität in extremen Fällen
2. Gefährdung durch Schweißspannung
Schweißeigenspannungen haben sechs Auswirkungen auf Schweißnähte:
① Auswirkung auf die Festigkeit:
Schwerwiegende Defekte in Bereichen mit hohen Zugeigenspannungen können sich negativ auf die statische Belastbarkeit der Schweißnaht auswirken, wenn diese unterhalb der Sprödübergangstemperatur arbeitet. Das Vorhandensein von Zugeigenspannungen an Spannungskonzentrationspunkten unter zyklischer Belastung reduziert die Ermüdungsfestigkeit der Schweißnaht.
Die Ermüdungsfestigkeit von Schweißnähten ist nicht nur von der Größe der EigenspannungDer Einfluss der Eigenspannung hängt nicht nur von der Höhe der Eigenspannung ab, sondern auch von Faktoren wie dem Spannungskonzentrationsfaktor, dem Spannungszykluskoeffizienten und dem Höchstwert der zyklischen Spannung. Der Einfluss der Eigenspannung nimmt mit abnehmendem Spannungskonzentrationsfaktor ab und verstärkt sich mit abnehmendem Spannungszykluskoeffizienten, nimmt jedoch mit zunehmender zyklischer Spannung ab.
Wenn sich die zyklische Belastung dem Streckgrenzenimmt die Wirkung der Eigenspannung allmählich ab.
② Auswirkungen auf die Steifigkeit:
Die Kombination von Schweißeigenspannung und Belastungen durch äußere Einflüsse können in bestimmten Bereichen der Schweißnaht zu frühzeitigem Nachgeben und plastischer Verformung führen. Dies führt zu einer Verringerung der Steifigkeit der Schweißnaht.
③ Einfluss auf die Stabilität von Druckschweißnähten:
Wenn ein geschweißter Stab einem Druck ausgesetzt wird, verbindet sich die Schweißeigenspannung mit der Spannung aus den äußeren Belastungen, was zu einem lokalen Nachgeben oder einer Instabilität führen und die Gesamtstabilität des Stabes verringern kann.
Der Einfluss der Eigenspannung auf die Stabilität hängt von der Geometrie und der Verteilung der Eigenspannung innerhalb des Bauteils. Der Einfluss von Eigenspannungen auf nicht geschlossene Profile, wie z. B. I-Profile, ist größer als der Einfluss auf geschlossene Profile, wie z. B. Kastenprofile.
④ Einfluss auf die Bearbeitungsgenauigkeit:
Das Vorhandensein von Schweißeigenspannungen kann die Bearbeitungsgenauigkeit von Schweißteilen in unterschiedlichem Maße beeinflussen. Je geringer die Steifigkeit der Schweißnaht ist, desto größer ist der Bearbeitungsaufwand und desto größer sind die Auswirkungen auf die Genauigkeit.
⑤ Einfluss auf die Maßhaltigkeit:
Sowohl die Schweißeigenspannung als auch die Größe der Schweißnaht ändern sich im Laufe der Zeit, was die Maßhaltigkeit der Schweißnaht beeinflussen kann. Die Stabilität der Eigenspannung beeinflusst auch die Maßhaltigkeit der Schweißnaht.
⑥ Einfluss auf die Korrosionsbeständigkeit:
Die Kombination aus Schweißeigenspannung und Belastungsspannung kann zu Spannungsrisskorrosion führen.
Einfluss der Schweißeigenspannung auf Struktur und Bauteil:
Die Schweißeigenspannung ist die Anfangsspannung eines Bauteils, bevor es belastet wird. Während der Nutzung des Bauteils überlagert sich die Eigenspannung mit der durch andere Belastungen verursachten Arbeitsspannung, was zu einer sekundären Verformung und einer Neuverteilung der Eigenspannung führt.
Dies verringert nicht nur die Steifigkeit und Stabilität der Struktur, sondern hat auch erhebliche Auswirkungen auf die Ermüdungsfestigkeit, die Widerstandsfähigkeit gegen Sprödbruch, Spannungsrisskorrosion und Hochtemperatur-Kriechrissbildung unter den kombinierten Auswirkungen von Temperatur und Umwelt.
3. Maßnahmen zur Verringerung und Beseitigung von Schweißspannungen
Die Schweißbeanspruchung kann durch eine umfassende Berücksichtigung von Konstruktion und Verfahren minimiert werden. Bei der Konstruktion einer Schweißkonstruktion sollte man Schweißverbindungen mit geringerer Steifigkeit wählen, die Anzahl und Querschnittsgröße der Schweißnähte minimieren und eine übermäßige Konzentration von Schweißnähten vermeiden. In Bezug auf das Verfahren können die folgenden Maßnahmen ergriffen werden:
1) Vernünftige Auswahl der Schweißreihenfolge und -richtung.
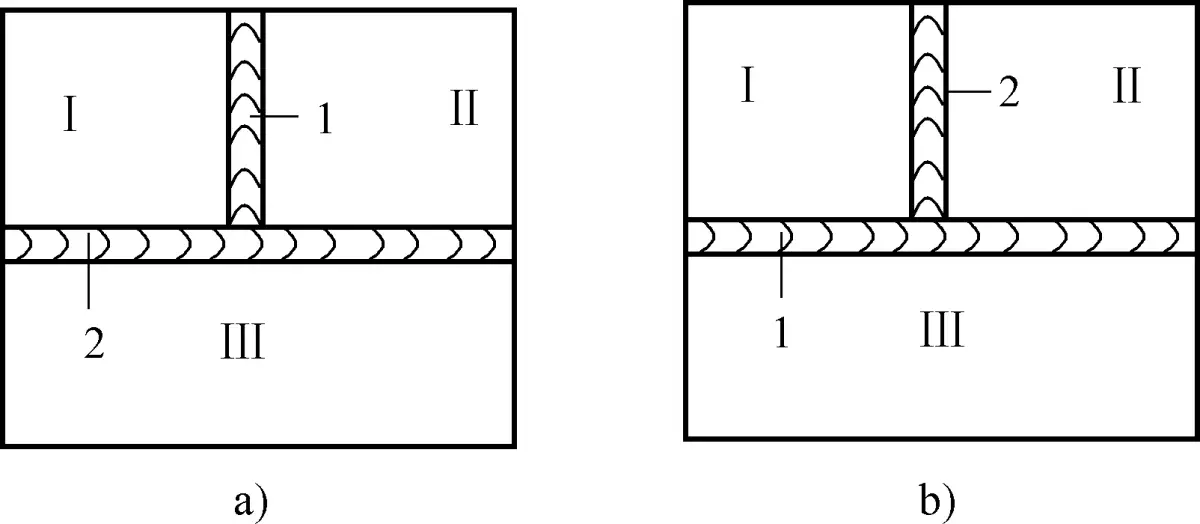
Bei der Festlegung der Schweißreihenfolge sollte die Schweißnaht so weit wie möglich frei schrumpfen können, um die Spannungen zu verringern. Die Schweißspannung, die durch die in Abbildung 4-10a gezeigte Reihenfolge erzeugt wird, ist gering, während in Abbildung 4-10b die Schweißnaht 1 zunächst den Druck auf die Schweißnaht 2 erhöht, wodurch die Eigenspannung steigt.
Abbildung 4-10: Der Einfluss der Schweißreihenfolge auf die Schweißverformung
a) Minimale Schweißspannung, b) Erhebliche Schweißspannung.
2) Hämmern der Schweißnaht.
Während des Abkühlens der Schweißnaht schlagen Sie mit einem Rundkopfhammer gleichmäßig und schnell auf die Schweißnaht, wodurch eine lokale plastische Dehnungsverformung des Schweißguts verursacht wird, die einen Teil der Schrumpfverformung beim Schweißen ausgleicht und so die Schweißeigenspannung reduziert.
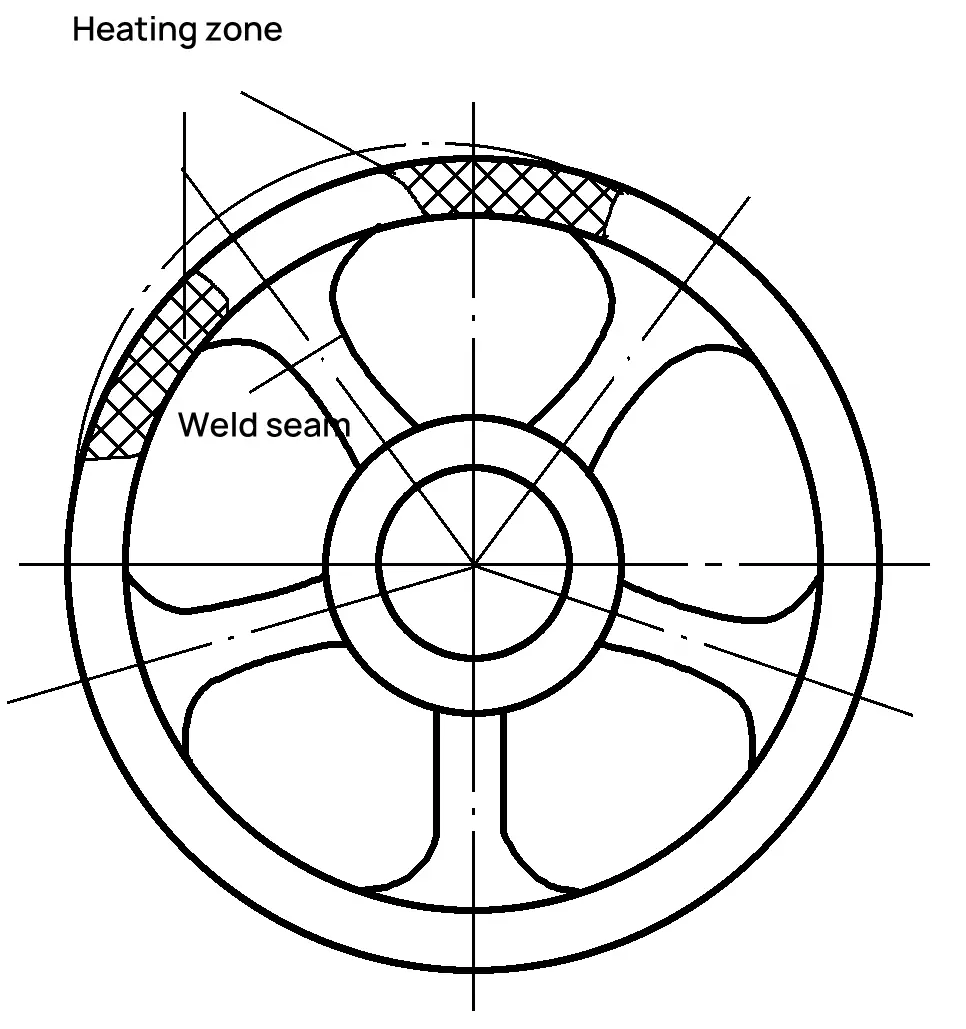
3) Erwärmung der "Stressabbauzone".
Vor dem Schweißen erwärmen Sie einen geeigneten Teil des Werkstücks (die so genannte Spannungsreduktionszone), um es zu dehnen (Abbildung 4-11). Nach dem Schweißen schrumpfen die Spannungsabbauzone und die Schweißnaht während des Abkühlens in dieselbe Richtung, wodurch die Schweißspannung und die Verformung reduziert werden.
Abbildung 4-11: Beispiel für die Methode "Heat Reduction Zone".
4) Vorwärmen vor dem Schweißen und langsames Abkühlen nach dem Schweißen.
Der Zweck des Vorwärmens vor dem Schweißen besteht darin, den Temperaturunterschied zwischen der Schweißzone und dem umgebenden Metall zu verringern, die Abkühlungsgeschwindigkeit der Schweißzone zu senken und die ungleichmäßige Ausdehnung und Kontraktion während der Erwärmung und Abkühlung beim Schweißen zu reduzieren und dadurch die Schweißspannung zu verringern. Eine langsame Abkühlung nach dem Schweißen kann den gleichen Effekt haben.
Dieses Verfahren ist jedoch kompliziert und eignet sich nur für Werkstoffe mit geringer Plastizität und Rissneigung, wie z. B. Stahl mit hohem und mittlerem Kohlenstoffgehalt, Gusseisen und legierter Stahl.
5) Spannungsarmglühen nach dem Schweißen.
Um die Schweißeigenspannungen in der Schweißkonstruktion zu beseitigen, wird in der Produktion üblicherweise ein Spannungsarmglühen durchgeführt. Bei Kohlenstoffstahl und niedrig- bis mittellegierten Stahlkonstruktionen kann das gesamte Bauteil oder ein Teil der Schweißverbindung nach dem Schweißen auf 600-800°C erhitzt und nach einer gewissen Zeit bei dieser Temperatur langsam abgekühlt werden. Im Allgemeinen können mehr als 80% der Schweißeigenspannung beseitigt werden.
4. Maßnahmen zur Kontrolle und Verringerung der Schweißverformung
Um die Schweißverformung zu kontrollieren, sollten Größe und Form der Schweißnähte bei der Konstruktion der Schweißkonstruktion vernünftig gewählt werden, die Anzahl der Schweißnähte sollte so gering wie möglich sein, und die Anordnung der Schweißnähte sollte symmetrisch sein. Bei der Herstellung von Schweißkonstruktionen können in der Regel die folgenden Techniken angewandt werden:
Methode der Hinzufügung von Freibeträgen:
Auf der Grundlage von theoretischen Berechnungen und Erfahrungswerten wird bei der Vorbereitung und Bearbeitung der Schweißteile das Schwindungsmaß im Voraus berücksichtigt, damit das Werkstück nach dem Schweißen die gewünschte Form und Größe erreichen kann.
Methode der Gegenverformung:
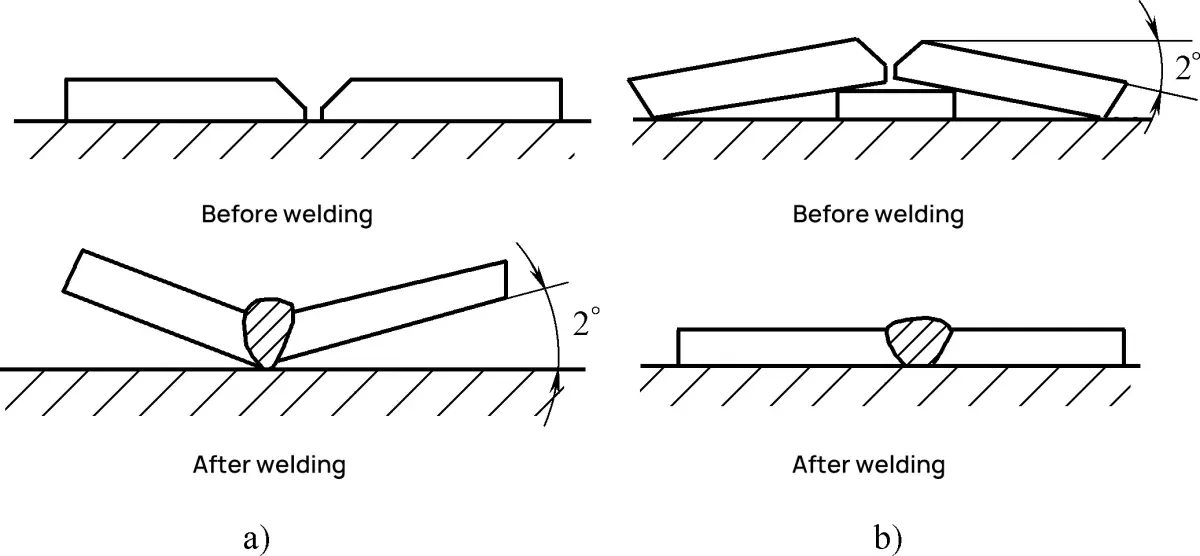
Aufgrund von Erfahrungen oder Messungen werden Größe und Richtung der Verformung der Schweißkonstruktion im Voraus geschätzt. Während der Montage der Schweißkonstruktion wird eine absichtliche Verformung in entgegengesetzter Richtung, aber in gleicher Größe erzeugt, um die nach dem Schweißen entstandene Verformung auszugleichen (siehe Abbildung 4-12).
Bild 4-12 Gegenverformungsmethode beim Y-Nut-Stumpfschweißen
a) Erzeugung einer Winkelverformung b) Neutralisierung der Winkelverformung
Starre Fixierungsmethode:
Die Schweißteile werden während des Schweißens fixiert und die starre Fixierung wird entfernt, nachdem die Schweißteile auf Raumtemperatur abgekühlt sind. Dies kann Winkelverformungen und wellenförmige Verformungen wirksam verhindern, erhöht aber die Schweißspannung.
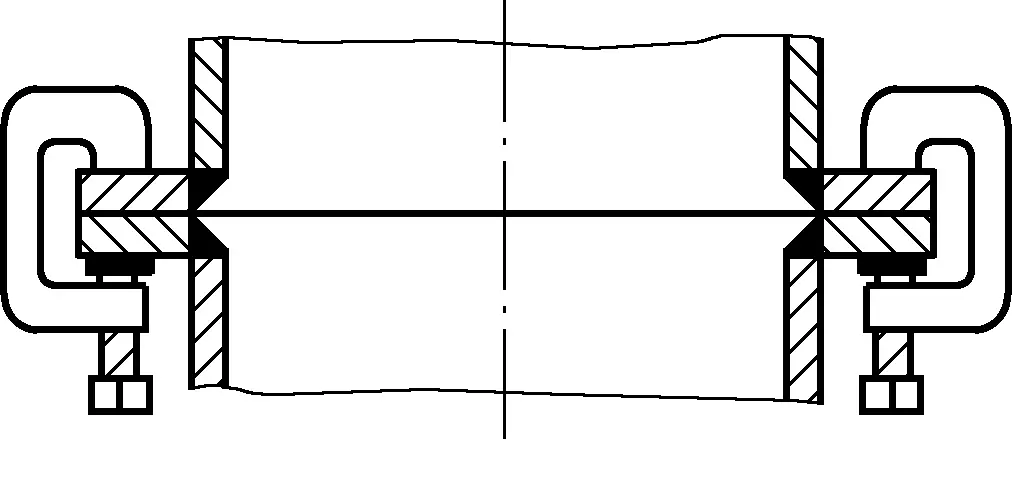
Diese Methode eignet sich nur für Stahlkonstruktionen mit niedrigem Kohlenstoffgehalt und guter Plastizität und sollte nicht für Gusseisen und Stahlwerkstoffe mit hoher Aushärtungsneigung verwendet werden, um Brüche nach dem Schweißen zu vermeiden. Abbildung 4-13 zeigt die Anwendung der starren Befestigungsmethode, um eine Winkelverformung der Flanschfläche zu verhindern.
Abbildung 4-13 Starre Fixierungsmethode
4) Wählen Sie eine geeignete Schweißfolge.
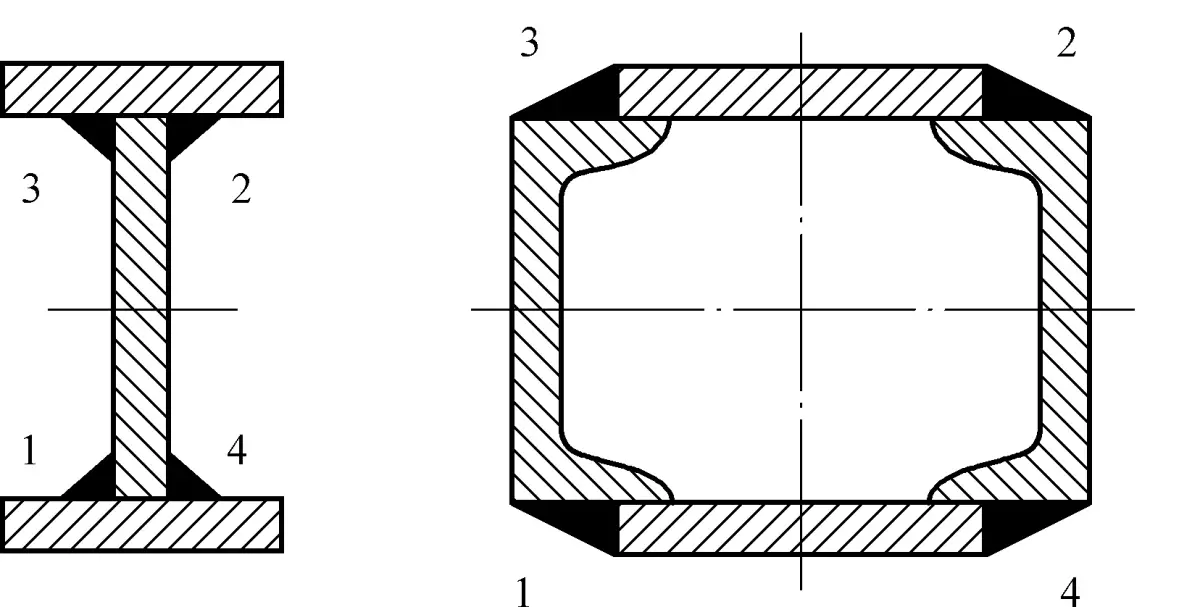
Die Wahl einer angemessenen Schweißfolge ist für die Kontrolle der Schweißverformung von wesentlicher Bedeutung. Für das Schweißen von Trägern mit symmetrischem Querschnitt kann die in Abbildung 4-14 gezeigte Schweißfolge die Schweißverformung wirksam reduzieren.
Abbildung 4-14: Geeignete Schweißreihenfolge für Träger mit symmetrischem Querschnitt.
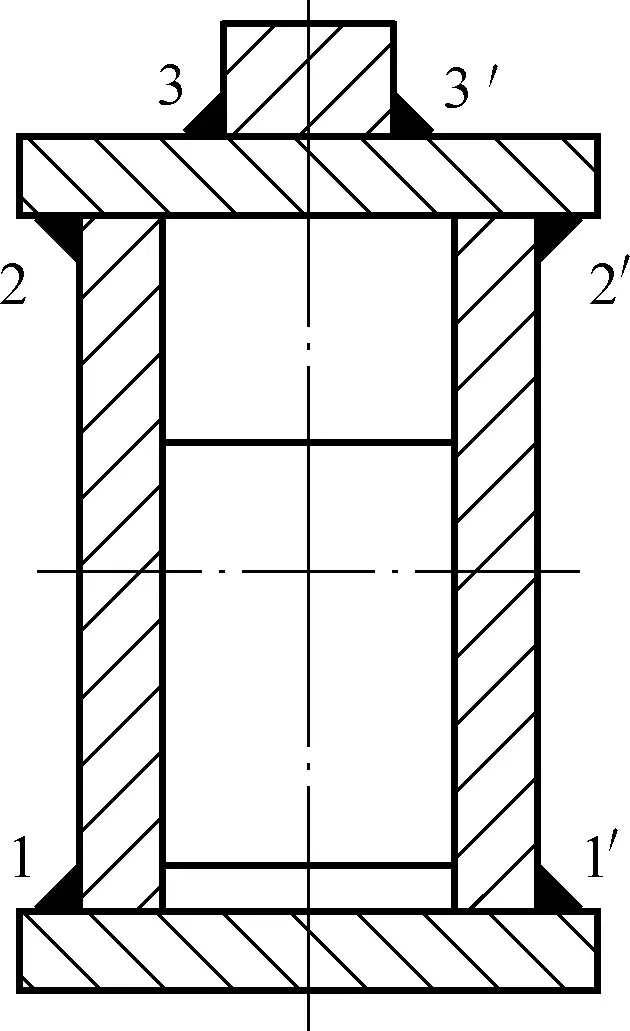
Bei Werkstücken mit einer ungleichmäßigen Verteilung der Schweißnähte, wie dem in Abbildung 4-15 gezeigten Hauptträger des Brückenkrans, besteht eine sinnvolle Schweißreihenfolge darin, dass zwei Arbeiter gleichzeitig und symmetrisch zuerst die 1-1′-Nähte, dann die 2-2′-Nähte und schließlich die 3-3′-Nähte schweißen. Auf diese Weise kann die durch die 1-1′-Naht verursachte Verformung nach oben im Wesentlichen durch die von den 2-2- und 3-3-Nähten verursachte Verformung nach unten ausgeglichen werden.
Abbildung 4-15: Schweißreihenfolge für die verschiedenen Nähte des Hauptträgers eines Brückenkrans.
5. Korrektur von Schweißverformungen
Während des Schweißvorgangs kann es trotz der oben genannten Maßnahmen zu Verformungen kommen, die den zulässigen Wert überschreiten. Zu den üblicherweise angewandten Methoden zur Korrektur von Schweißverformungen gehören:
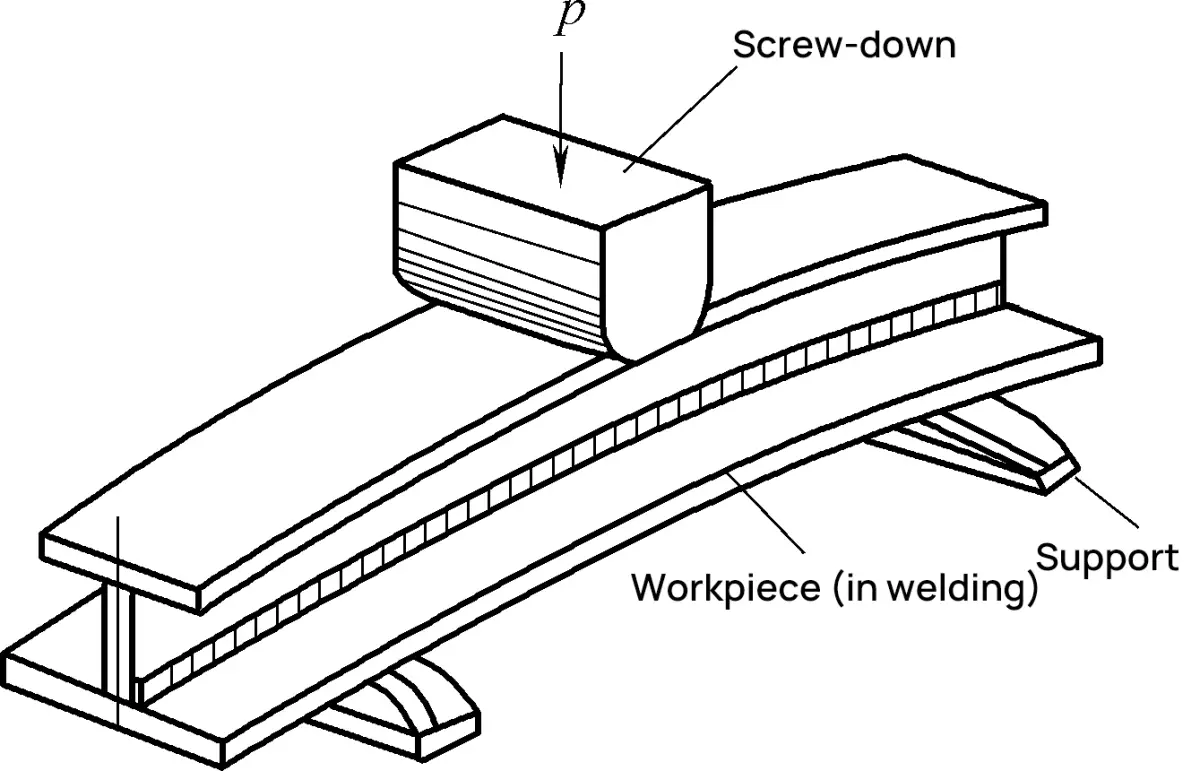
1) Mechanische Korrektur.
Bei der mechanischen Korrektur wird eine äußere Kraft eingesetzt, um im Bauteil eine plastische Verformung in entgegengesetzter Richtung zur Schweißverformung hervorzurufen, so dass sich die Verformungen gegenseitig aufheben (Abbildung 4-16). Diese Methode eignet sich in der Regel nur für kohlenstoffarme Stähle und gewöhnliche niedrig legierte Stähle, die eine relativ geringe Steifigkeit und gute Plastizität aufweisen.
Abbildung 4-16: Mechanische Korrektur
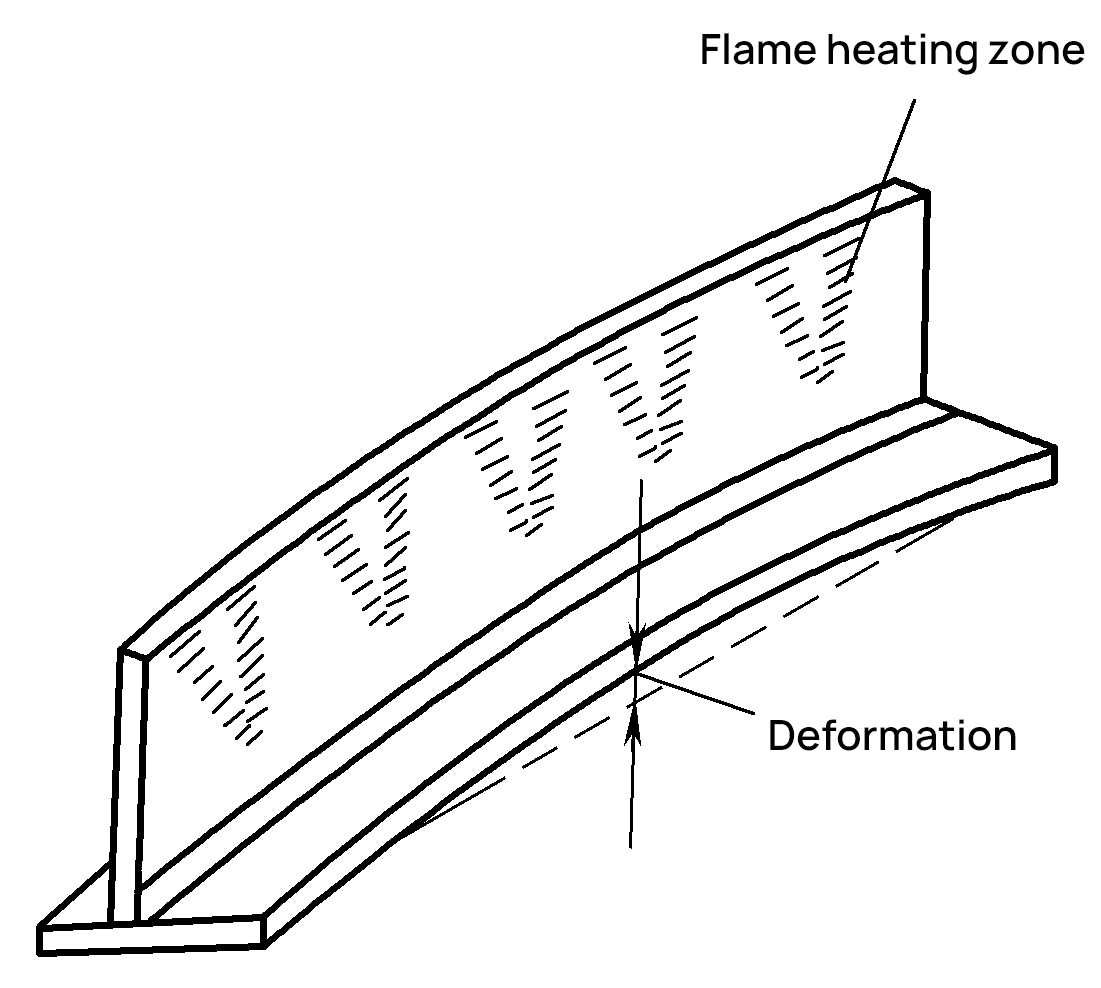
2) Flammenkorrektur.
Die Flammenkorrektur nutzt die Abkühlungsschrumpfung nach der lokalen Erwärmung des Metalls, um die vorhandene Schweißverformung zu korrigieren. Abbildung 4-17 zeigt eine nach oben gerichtete Verformung eines T-Trägers nach dem Schweißen, die durch Erwärmen der Stegposition mit einer Flamme korrigiert werden kann. Die Erwärmungszone ist dreieckig, und die Erwärmungstemperatur beträgt 600-800°C.
Abbildung 4-17: Korrektur der Flamme
Nach dem Abkühlen schrumpft der Steg, was zu einer Rückverformung und zum Richten des geschweißten Bauteils führt. Dieses Verfahren eignet sich vor allem für Materialien mit guter Plastizität und ohne Verfestigungstendenz.
6. Andere Verfahren zur Beseitigung von Schweißspannungen
(1) Schwingungsalterung
Vibrationsentlastung (VSR) ist eine fortschrittliche Technik zur Reduzierung von Eigenspannungen in geschweißten Strukturen und technischen Materialien. Bei diesem Verfahren werden kontrollierte, niederfrequente Schwingungen auf das Werkstück ausgeübt, typischerweise im Bereich von 20-100 Hz. Wenn die kombinierte Wirkung von Eigenspannung und induzierter Schwingungsspannung die lokale Streckgrenze des Werkstoffs übersteigt, kommt es zu einer lokalen plastischen Verformung, die zu einer Umverteilung der Spannungen und einem Gesamtabbau führt.
Die Wirksamkeit der VSR hängt von mehreren Faktoren ab:
Schwingungsfrequenz und -amplitude
Dauer der Behandlung
Materialeigenschaften und Geometrie
Ursprünglicher Spannungszustand
VSR bietet mehrere Vorteile gegenüber thermischen Entspannungsmethoden:
Geringerer Energieverbrauch
Keine Gefahr der Veränderung von Materialeigenschaften durch hohe Temperaturen
Anwendbar auf große Strukturen und Behandlungen vor Ort
Es ist jedoch zu beachten, dass VSR nicht für alle Materialien und Geometrien geeignet ist und seine Wirksamkeit je nach Anwendung variieren kann.
(2) Thermische Alterung
Der thermische Spannungsabbau, auch bekannt als Wärmebehandlung nach dem Schweißen (PWHT), ist eine bewährte Methode zum Abbau von Eigenspannungen in geschweißten Bauteilen. Das Verfahren umfasst sorgfältig kontrollierte Erwärmungs-, Durchwärmungs- und Abkühlungszyklen:
Erwärmung: Das Werkstück wird langsam auf eine Temperatur unterhalb des kritischen Umwandlungspunkts des Werkstoffs erhitzt, in der Regel 550-650 °C für Kohlenstoff- und niedrig legierte Stähle.
Einweichen: Die Temperatur wird für eine bestimmte Dauer aufrechterhalten, so dass sich die Spannungen durch Kriechmechanismen entspannen können.
Abkühlung: Eine kontrollierte langsame Abkühlung, in der Regel mit einer Geschwindigkeit von 150-200 °C pro Stunde, verhindert das Wiederauftreten thermischer Spannungen.
Wichtige Überlegungen für einen wirksamen thermischen Spannungsabbau:
Präzise Temperaturkontrolle und Gleichmäßigkeit
Angemessene Einweichzeit je nach Materialstärke und -zusammensetzung
Kontrollierte Heiz- und Kühlraten
Kontrolle der Ofenatmosphäre zur Vermeidung von Oxidation oder Entkohlung
Der thermische Spannungsabbau ist zwar hochwirksam, doch kann eine unsachgemäße Ausführung zu nachteiligen Auswirkungen führen:
Unzureichender Stressabbau bei zu niedrigen Temperaturen oder zu kurzen Einweichzeiten
Mögliche Erhöhung der Spannung durch ungleichmäßige Erwärmung oder schnelle Abkühlung
Mikrostrukturelle Veränderungen, die sich bei zu hohen Temperaturen auf die mechanischen Eigenschaften auswirken
Um optimale Ergebnisse zu erzielen, ist es wichtig, dass:
Entwicklung und Befolgung detaillierter Verfahren auf der Grundlage von Materialspezifikationen und Industrienormen (z. B. ASME BPVC Abschnitt VIII)
Verwenden Sie geeichte Geräte und Temperaturüberwachungsvorrichtungen
Führen Sie umfassende Aufzeichnungen über den PWHT-Prozess
Durchführung von zerstörungsfreien Prüfungen nach der Behandlung, um den Spannungsabbau zu überprüfen
Durch die sorgfältige Kontrolle dieser Parameter und die Einhaltung bewährter Verfahren kann der thermische Spannungsabbau Eigenspannungen wirksam reduzieren und so die Dimensionsstabilität und Ermüdungsbeständigkeit von geschweißten Strukturen verbessern.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Um eine einwandfreie Schweißnaht zu erzielen, ist mehr als nur Geschicklichkeit erforderlich; es kommt darauf an, das Zusammenspiel von Spannung und Strom zu beherrschen. Diese beiden Parameter sind das Lebenselixier des Schweißens und bestimmen alles, von der...
Haben Sie sich jemals gefragt, warum geschweißte Strukturen trotz ihres robusten Aussehens manchmal versagen? Dieser Artikel befasst sich mit den verborgenen Herausforderungen des Schweißens und untersucht, wie ungleichmäßige Erwärmung und Abkühlung zu...
Haben Sie sich jemals gefragt, wie Wolkenkratzer hoch stehen oder Autos zusammengeschweißt bleiben? Dieser Blog enthüllt die Magie hinter elektrischen Schweißgeräten. Erfahren Sie mehr über Top-Hersteller wie Lincoln Electric und Miller Welds,...
Haben Sie sich jemals gefragt, wie Schweißer perfekte Verbindungen in schwierigen Positionen erreichen? Das 6GR-Schweißen ist eine spezielle Technik zum Schweißen von Rohrleitungen mit einem Hindernisring in einem 45°-Winkel, der für die...
Haben Sie sich jemals gefragt, welche Gefahren sich hinter den hellen Funken des Schweißens verbergen? In diesem Artikel untersuchen wir die schädlichen Auswirkungen des Argon-Lichtbogenschweißens auf den menschlichen Körper....
Haben Sie sich jemals gefragt, was die Zahlen und Buchstaben auf Schweißdrähten bedeuten? Dieser Artikel entmystifiziert das Kodierungssystem für Kohlenstoff- und Edelstahlschweißdrähte und hilft Ihnen, ihre Zugfestigkeit,...
Haben Sie sich jemals gefragt, wie man den Verbrauch von Schweißdrähten genau berechnet? In diesem Blogbeitrag gehen wir auf die Methoden und Formeln ein, die von Branchenexperten verwendet werden, um den...
Verformungen beim Schweißen von rostfreiem Stahl können zu erheblichen Problemen bei der Metallverarbeitung führen. In diesem Artikel werden verschiedene Methoden zur Kontrolle und Korrektur dieser Verformungen untersucht, wie z. B. die Verwendung von Kupferplatten,...
Haben Sie sich jemals gefragt, wie man verschiedene Arten von rostfreiem Stahl effektiv schweißen kann? Dieser Artikel befasst sich mit den speziellen Schweißverfahren für martensitischen und Duplex-Edelstahl und beschreibt die Herausforderungen, die...