Was ist eine Abkantpresse (Leitfaden für Einsteiger)
Haben Sie sich schon einmal gefragt, wie Metallbleche präzise in verschiedene Formen gebracht werden? Das Abkantpressen ist ein faszinierendes Verfahren, das genau das tut. Durch die Anwendung von Kraft auf ein Metallblech über einer Matrize wird das Material gebogen und in die gewünschte Form gebracht. In diesem Artikel werden die verschiedenen Methoden des Abkantpressens, wie z. B. das Luftbiegen und das Prägen, sowie ihre Anwendungen und Vorteile ausführlich beschrieben. Sie erfahren etwas über die Feinheiten jeder Technik und verstehen, warum das Abkantpressen in der Metallverarbeitung so wichtig ist. Tauchen Sie ein und entdecken Sie die komplizierte Kunst, Metall mit Präzision umzuformen.
Unter Abkantpressen versteht man den mechanischen Prozess der Verformung von Blechmaterial, das über einer Matrize ("V"-Form) gelagert ist, durch Anwendung von Kraft durch den Stempel.
Eine bleibende Verformung des Blechteils tritt entlang der Berührungslinie auf, wenn die Kraft die Streckgrenze des Materials überschreitet.
Es gibt zwei Methoden, um die zum Biegen des Plattenmaterials erforderliche Kraft zu erzeugen:
Die gängigste Methode besteht darin, dass ein Schwungrad und eine exzentrische Kurbel einen Gleitbalken (Stößel) bewegen. Dies wird gemeinhin bezeichnet als mechanische Presse Bremse.
Die bevorzugte Methode ist die hydraulische oder hydromechanische Krafteinwirkung auf den Abkantstempel. Hydraulische Zylinderdie direkt oder über ein Gestänge mit dem Pressenstößel verbunden sind, wandeln die Energie des unter Druck stehenden Hydrauliköls in mechanische Kraft um.
Nach dem Schneiden ist das Abkantpressen eine der einfachsten Arbeiten, die mit Feinblech und besteht im Wesentlichen aus der kaltplastischen Verformung des Blechs.
Eine wesentliche Voraussetzung für das Biegen ist die Biegbarkeit des Werkstoffs, d. h. seine Fähigkeit, sich zu biegen, ohne zu reißen oder zu brechen. Diese Eigenschaft erfordert eine gute Verformbarkeit und Dehnung, Reinheit und geringe Härte. Weichstahl mit geringem Kohlenstoffanteil (< 0,2%) und niedriger legierter Stahl (keines der hinzugefügten Elemente erreicht 5%) haben eine gute Biegefähigkeit.
Dank des breiten Spektrums an Standard-Abkantwerkzeugen und der sehr schnellen Einrichtung der Maschine bietet das Abkantpressen die Möglichkeit, Produkte mit unterschiedlichen Eigenschaften für verschiedene Anforderungen zu erhalten.
Dies steht im Gegensatz zum Tiefziehen (z. B. von Autoteilen), das die Herstellung einer unbegrenzten Anzahl unregelmäßiger Formen ermöglicht, aber viel Zeit und hohe Kosten für den Entwurf und die Herstellung der erforderlichen Form erfordert, ohne dass das Ergebnis geändert werden kann.
Das Tiefziehen eignet sich daher für die Produktion hoher Stückzahlen, während das Abkantpressen eine viel breitere Anwendung findet.
Beim Abkantpressen wird ein Blech zwischen ein Ober- und ein Unterwerkzeug (Stempel bzw. Matrize) gelegt; der Stempel wird in Richtung Matrize abgesenkt und drückt das Blech in die Matrize, wodurch es dauerhaft plastisch verformt wird.
Mit Abkantpressen ist es möglich, durch Biegungen in der richtigen Reihenfolge recht komplizierte Profilfile zu erhalten. Bleche werden normalerweise von Hand bewegt und positioniert.
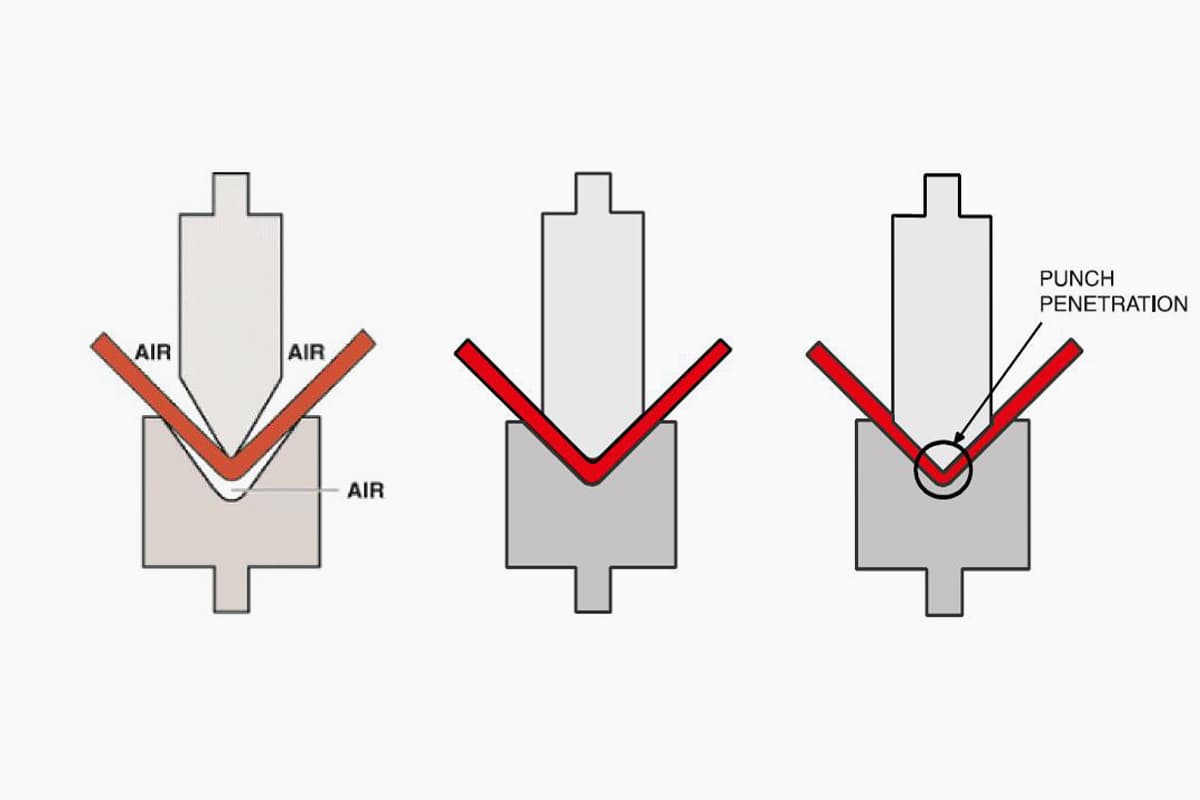
Air Bending
Air Bending
Mit LuftbiegenDas Blech wird in einem Dreipunktkontakt zwischen dem Stempel und den abgerundeten Schultern der Matrize verformt. Das Blech kommt weder mit den Seiten der Matrize noch mit dem Stempel in Berührung.
Anmerkung:
Wenn die aufgebrachte Kraft nachlässt, kommt es aufgrund der elastischen Eigenschaften des Materials zu einer teilweisen Rückfederung.
Typische Luftbiegematrizen sind mit einem Winkel von 85 Grad konfiguriert, so dass das Teil übergebogen werden kann, was zu einer Rückfederung bis zu den gewünschten 90 Grad führt.
Beim Luftbiegen kann der Bediener mit demselben Stempelsatz für eine bestimmte Materialstärke Teile mit unterschiedlichen Biegewinkeln formen. Dies wird durch die Steuerung des Eindringens des Stempels in das Werkstück über die Matrize erreicht.
Akute Stümpfe mit einem eingeschlossenen Winkel von 60 Grad können verwendet werden, um Biegeblech Lehren aus Metall für eingeschlossene Winkel von mehr als 60 Grad. Der Winkel des Formteils wird durch die Tiefe des Eindringens des Stempels in die Matrize bestimmt.
Die Tonnageanforderungen für das Luftbiegen werden in der Regel für Baustahl mit einer bestimmten Zugfestigkeit, Materialdicke und Formöffnungskonfiguration veröffentlicht. Siehe Abbildung 2.2-1.
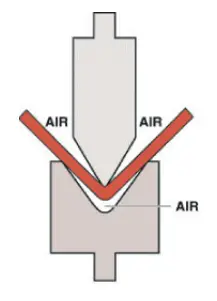
Biegen des Bodens
Biegen des Bodens
Beim unteren Biegen bringt der Stempel eine ausreichende Tonnage auf, damit sich das Blech der Geometrie des Matrizensatzes anpasst. Bei dieser Methode sollte das geformte Teil wenig oder gar nicht Rückfederung.
Der eingeschlossene Winkel der Matrize beträgt normalerweise 90 Grad.
Der typische Tonnagebedarf beim Bodenbiegen ist bis zu viermal höher als beim Luftbiegen.
Obwohl die Winkelabweichungen im geformten Teil durch die untere Biegung verringert werden, ist der Werkzeugsatz auf die Formung eines einzigen Winkelteils beschränkt.
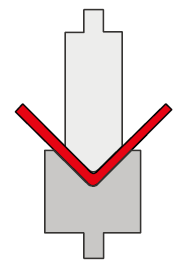
Prägung
Prägung
Beim Prägen bringt der Stempel eine ausreichende Tonnage auf, so dass sich das Blechmaterial der Geometrie des Matrizensatzes anpasst und an der Berührungsstelle eine leichte Ausdünnung erfährt. Bei dieser Methode sollte das geformte Teil keine Rückfederung aufweisen.
Der eingeschlossene Winkel der Matrize beträgt normalerweise 90 Grad.
Der typische Tonnagebedarf für das Prägen ist vier- bis achtmal höher als beim Luftbiegen - ein Nachteil aufgrund der mit der höheren Kapazität verbundenen Kosten Abkantpressen und Instandhaltung von Ausrüstung und Werkzeugen.
Obwohl die Winkelabweichungen im geformten Teil durch das Prägen verringert werden, ist der Werkzeugsatz auf die Formung eines einzigen Winkelteils beschränkt.
Vergessen Sie nicht: Teilen ist wichtig! : )
Teilen Sie
Facebook
Twitter
LinkedIn
Reddit
VK
E-Mail
Drucken
Autor
Shane
Gründerin von MachineMFG
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals über den Unterschied zwischen Rockwell- und Brinell-Härteskalen gewundert? In diesem Artikel tauchen wir in die Welt der Materialhärteprüfung ein und erläutern die wichtigsten Unterschiede zwischen...
Haben Sie jemals über die unbesungenen Helden nachgedacht, die unsere Maschinen zusammenhalten? In diesem Artikel erkunden wir die faszinierende Welt der mechanischen Verbindungen, von der einfachen Niete bis zur mächtigen Schweißnaht....
Haben Sie sich jemals gefragt, was diese Zahlen auf Blechen bedeuten? In diesem Artikel tauchen wir in die Welt der Blechlehre ein und entmystifizieren diesen wesentlichen Aspekt der Metallbearbeitung....
Haben Sie sich schon einmal gefragt, wie Sie ein erfolgreiches Metallprägeprojekt sicherstellen können? In diesem Blogbeitrag gehen wir auf die kritischen Faktoren ein, die über Erfolg oder Misserfolg Ihres Stanzprozesses entscheiden können....
Die Entscheidung zwischen einer elektrischen und einer hydraulischen Abkantpresse kann die Effizienz und die Kosten Ihres Unternehmens erheblich beeinflussen. Elektrische Abkantpressen bieten überlegene Energieeinsparungen, Umweltvorteile und höhere Arbeitsgeschwindigkeiten, während...
Sind Sie neugierig auf die Möglichkeiten des Laserschneidens? In diesem umfassenden Leitfaden tauchen wir in die Welt der Laserschneidgeschwindigkeiten und -dicken für verschiedene Metalle ein. Unser erfahrener Maschinenbauingenieur wird...
Haben Sie sich jemals über die verborgene Welt der Z-Purlinen gewundert? In diesem fesselnden Artikel führt Sie unser erfahrener Maschinenbauingenieur durch die Feinheiten der Berechnung des Gewichts von Z-Purlinen. Entdecken Sie, wie...
Haben Sie sich jemals über die verborgene Welt des H-Träger-Stahls gewundert? In diesem fesselnden Artikel lüften wir die Geheimnisse hinter diesen wichtigen Bauteilen. Unser erfahrener Maschinenbauingenieur führt Sie...
Haben Sie sich jemals über das Gewicht dieser gemusterten Stahlplatten gewundert, die Sie jeden Tag sehen? In diesem Blogbeitrag tauchen wir ein in die faszinierende Welt der Riffelbleche....
Fällt es Ihnen schwer, genaue Blechteile zu entwerfen? Entschlüsseln Sie die Geheimnisse des K-Faktors, eines entscheidenden Konzepts in der Blechfertigung. In diesem Artikel entmystifiziert unser erfahrener Maschinenbauingenieur...
Haben Sie sich jemals gefragt, wie Sie den perfekten I-Träger für Ihr Bau- oder Fertigungsprojekt auswählen? In diesem Blog-Beitrag führt Sie unser erfahrener Maschinenbauingenieur durch den Prozess...
Haben Sie sich jemals gefragt, welches Kabel besser ist: Kupfer oder Aluminium? In diesem Artikel werden Kupfer- und Aluminiumkabel ausführlich verglichen und ihre Vor- und Nachteile herausgestellt. Von der Widerstandsfähigkeit...