Was ist Eigenspannung?
Beginnen wir mit einer formalen Definition von Eigenspannung:
Eigenspannung bezieht sich auf die Auswirkungen und Einflüsse verschiedener Faktoren im Herstellungsprozess. Wenn diese Faktoren entfernt werden und das Bauteil die Auswirkungen und Einflüsse nicht vollständig verlieren kann, werden die verbleibenden Auswirkungen und Einflüsse als Eigenspannung bezeichnet.
Immer noch etwas verwirrend? Vereinfachen wir es.
Nehmen wir zum Beispiel eine Person, die früher schlank war und eine Jeans in Größe L gekauft hat. Nach einem Jahr wird die Person übergewichtig. Wenn sie die Jeans wieder trägt, wird sie das Gefühl haben, dass die Hose zu eng ist, weil sie zugenommen hat, aber die Jeans sich nicht verändert hat.
An diesem Punkt besteht eine starke Kraft zwischen dem Körper und der Hose, und wenn die Kraft zu stark ist, kann die Hose leicht reißen. Diese zerstörerische Kraft ist ein Beispiel für Eigenspannung.
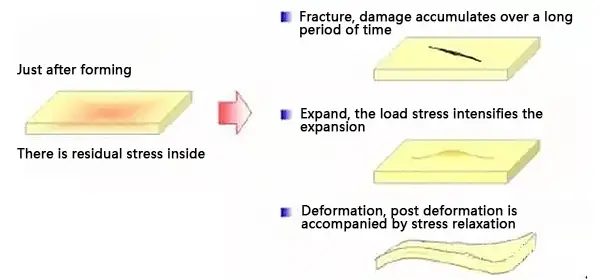
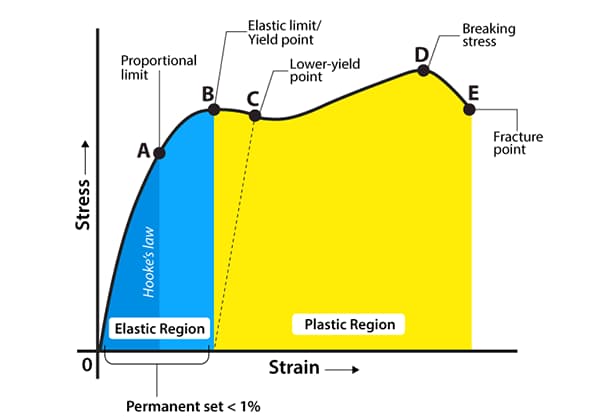
Aus energetischer Sicht entsteht bei einer plastischen Verformung durch eine äußere Kraft eine innere Verformung, die eine gewisse Energie ansammelt. Wenn die äußere Kraft entfernt wird, wird die Energie mit ungleichmäßiger Eigenspannung Verteilung freigegeben wird.
Wenn der Gegenstand nicht sehr spröde ist, verformt er sich langsam, aber wenn die Sprödigkeit hoch ist, bilden sich Risse.
Abb. 1 Auswirkung der Eigenspannung
Eigenspannungen sind ein weit verbreitetes Problem in der mechanischen Fertigung und treten bei fast jedem Prozess auf.
Die Ursachen für Eigenspannungen lassen sich jedoch in drei Hauptkategorien einteilen:
- Ungleichmäßige plastische Verformung
- Ungleichmäßige Temperaturschwankungen
- Inhomogene Phasenübergänge.
Schaden durch Eigenspannung
Aus der Kategorisierung von Eigenspannungen geht hervor, dass sie eine langsame Verformung verursachen und die Größe des Objekts verändern können. Dies kann dazu führen, dass bearbeitete Werkstücke eine unangemessene Größe aufweisen, dass die Präzision des Instruments nachlässt und dass gegossene oder geschmiedete Werkstücke Risse oder sogar Brüche aufweisen.
Außerdem hat die Eigenspannung einen erheblichen Einfluss auf die ErmüdungsfestigkeitKorrosionsbeständigkeit, Maßhaltigkeit und Lebensdauer des Objekts.
Während des Abkühlungsprozesses können durch ungleichmäßige Abkühlung aufgrund unzureichender Prozesse thermische Eigenspannungen entstehen, die zu Gussbrüchen führen.
Abb. 2 Bruch des Gussstücks beim Abkühlen
Während der Wärmebehandlung Abschreckungsprozessist das Material aufgrund der martensitischen Umwandlung von unterkühltem Austenit bruchgefährdet.
Abb. 3 Metallbruch beim Abschrecken
Messung der Eigenspannung
Die Methoden zur Messung von Eigenspannungen lassen sich in drei Kategorien einteilen: mechanische, chemische und Röntgenmethoden.
Mmechanisches Verfahren
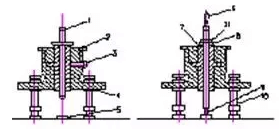
Die am häufigsten verwendete mechanische Methode ist die Bohren Methode, die auch als Sacklochmethode bekannt ist.
Abb. 4 Schematische Darstellung des Bohrverfahrens
Abbildung 5 Bohrverfahren
Bei der Bohrmethode wird ein Abschnitt einer Stange oder eines Rohrs mit dem dreifachen Durchmesser aus dem Objekt herausgeschnitten. In der Mitte wird ein durchgehendes Loch gebohrt, und dann wird mit einer Bohrstange oder einem Bohrer eine dünne Metallschicht von der Innenseite abgetragen, wobei jeder Abtrag etwa 5% der Querschnittsfläche beträgt.
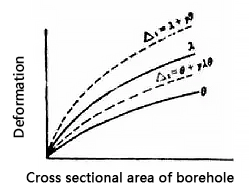
Nach der Entnahme werden die Dehnung der Länge und der Durchmesser der Probe gemessen. Es wird eine Beziehungskurve zwischen diesen Werten und der Bohrlochquerschnittsfläche erstellt, und die Ableitung eines beliebigen Punktes der Kurve wird berechnet, um die Änderungsrate der Dehnung und des Bohrlochquerschnitts zu bestimmen. Der Eigenspannungswert kann dann mit Hilfe der entsprechenden Spannungsformel ermittelt werden.
Chemische Methode
Die chemische Methode umfasst zwei Konzepte.
Ein Konzept besteht darin, die Probe in eine geeignete Lösung zu tauchen und die Zeit vom Beginn der Korrosion bis zum Auftreten von Rissen zu messen und dann die Eigenspannung auf der Grundlage dieser Zeit zu bestimmen. Die verwendeten Lösungen können Quecksilber und quecksilberhaltige Salze für Zinnbronze und schwache Basen und Nitrate für Stahl enthalten.
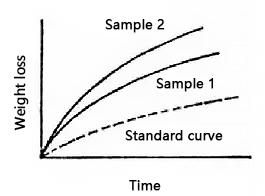
Das zweite Konzept der chemischen Methode besteht darin, die Probe in eine geeignete Lösung einzutauchen und sie regelmäßig zu wiegen. Auf diese Weise entsteht eine Kurve der Gewichtsabnahme über die Zeit, die dann mit einer Standardkurve verglichen werden kann, um die Eigenspannung zu bestimmen. Je höher die Position der Kurve, desto größer ist die Eigenspannung.
Abb. 7 Wägekurve der chemischen Methode
Röntgen-Verfahren
Bei der Röntgenmethode werden Metallteile mit Röntgenstrahlen durchdrungen, und mit der Laue-Methode können Eigenspannungen qualitativ bestimmt werden, indem die durch die Interferenz der Röntgenstrahlen verursachten Formveränderungen der Punkte analysiert werden.
Abbildung 8: Prinzip der Röntgenmethode
Wenn keine Eigenspannung vorhanden ist, erscheinen die Interferenzmuster als Punkte. Andererseits führt das Vorhandensein von Eigenspannungen dazu, dass sich die Interferenzmuster verlängern und die Form eines "Sterns" annehmen.
(a) keine Eigenspannung (b) Eigenspannung vorhanden
Abb. 9: Messergebnisse der Laue-Methode
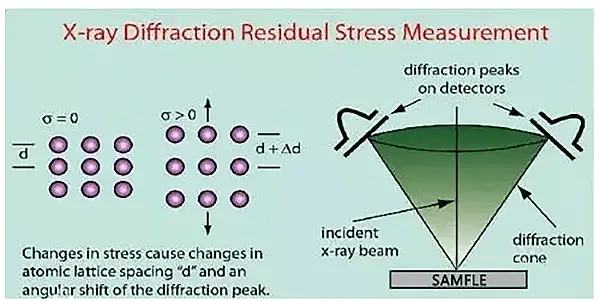
Mit der Debye-Methode können Eigenspannungen quantifiziert werden, indem die Position, Breite und Intensität der Beugungslinien im Debye-Diagramm analysiert werden.
(a) Übertragungsverfahren (b) Rückspiegelung Methode
Abb. 10: Schematische Darstellung der Debye-Methode
Einpacken
Die mechanische und die chemische Methode gelten als zerstörende Prüfverfahren, da sie die Entnahme einer lokalen Probe des zu prüfenden Objekts erfordern und zu irreversiblen Schäden führen. Im Gegensatz dazu ist die Röntgenmethode eine zerstörungsfreie Prüfmethode, bei der die Integrität des Objekts erhalten bleibt.
Die mechanische Methode eignet sich besonders für stangen- oder rohrförmige Objekte und ist in der Lage, die Größe und Verteilung der Eigenspannung genau zu bestimmen. Die chemische Methode, die sich für draht- und blechförmige Objekte eignet, liefert dagegen nur eine qualitative Beurteilung und ist nur schwer quantitativ zu bestimmen.
Die Röntgenmethode ist zwar zerstörungsfrei, aber nur für Materialien geeignet, die klare und scharfe Beugungslinien erzeugen. Darüber hinaus schränkt ihre begrenzte Projektionsfähigkeit ihre Verwendung auf die Erkennung von Eigenspannungen in der Nähe der Oberfläche des Objekts ein.
Beseitigung von Eigenspannungen
Aufgrund der potenziellen Gefahren, die von Eigenspannungen ausgehen, sind wirksame Methoden zu ihrer Beseitigung unerlässlich. Es gibt vier gängige Methoden zur Beseitigung von Eigenspannungen: Wärmebehandlung, statische Druckbeaufschlagung, Abbau von Schwingungsspannungen und mechanische Behandlung.
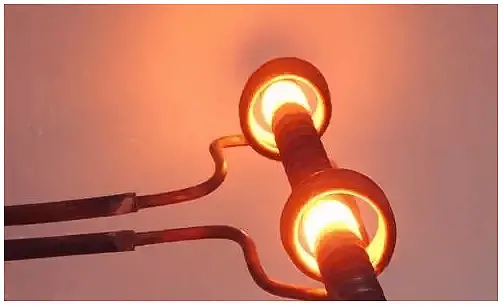
Wärmebehandlung
Die Wärmebehandlung ist ein Verfahren, das den thermischen Relaxationseffekt von Eigenspannungen nutzt, um diese zu verringern oder zu beseitigen. Diese Methode umfasst in der Regel die Verwendung von Glühen oder Temperierungsverfahren.
Abb. 11 Glühbehandlung der Wärmebehandlung
statische Druckbeaufschlagung
Bei der statischen Druckbeaufschlagung werden die Eigenspannungen in einem Werkstück durch plastische Verformung verändert, entweder ganz oder teilweise oder sogar im Mikrobereich.
So können große Druckbehälter nach dem Schweißen "ausbeulen", ein Prozess, bei dem sie von innen unter Druck gesetzt werden, was zu einer geringen plastischen Verformung des Gefäßes führt. Schweißnaht und eine Verringerung der Schweißeigenspannung.
Abb. 12 großer Öltank nach dem Ausbeulen
Vibration Stressabbau
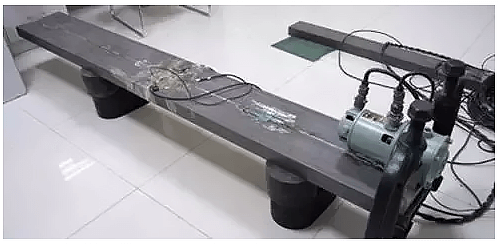
Schwingungsentlastung (VSR) ist eine häufig angewandte Methode zur Beseitigung innerer Eigenspannungen in technischen Werkstoffen.
Bei dieser Methode wird das Werkstück Schwingungen ausgesetzt, und wenn die Summe der inneren Eigenspannung und der zusätzlichen Schwingungsspannung die Materialeigenschaft StreckgrenzeSie führt zu einer geringen plastischen Verformung, wodurch sich die Eigenspannung des Materials entspannt und verringert.
Abb. 13 Dehnungsquantifizierbares VSR-System
Mechanische Behandlung
Bei der mechanischen Bearbeitung werden Eigenspannungen durch kleine plastische Verformungen an der Oberfläche eines Objekts abgebaut. Dies kann durch Methoden wie das Aufeinanderstoßen von Teilen, das Walzen der Oberfläche, das Ziehen der Oberfläche, das Kalibrieren der Oberfläche und das Feinpressen in einer Form erreicht werden.
Das Bügeln ist ein Beispiel für ein Verfahren, das Eigenspannungen wirksam beseitigt.
Abb. 14 Schmieden mit Eisen