Was ist Sandstrahlen?
Beim Sandstrahlen wird Druckluft als Energiequelle verwendet, um einen Hochgeschwindigkeitsstrahl zu erzeugen, der Strahlmittel (z. B. Kupfererzsand, Quarzsand, Diamantsand, Eisensand und Hainan-Sand) auf die Oberfläche des zu behandelnden Werkstücks schleudert. Dadurch wird die äußere Oberfläche oder die Form der Oberfläche des Werkstücks verändert.
Durch die Aufprall- und Schneidewirkung des Schleifmittels auf die Werkstückoberfläche erhält die Oberfläche des Werkstücks einen bestimmten Grad an Sauberkeit und verschiedene Rauheitsgrade, wodurch die mechanischen Eigenschaften der Werkstückoberfläche verbessert werden.
Dadurch wird die Ermüdungsfestigkeit des Werkstücks verbessert, die Haftung zwischen Werkstück und Beschichtung erhöht und die Haltbarkeit der Beschichtung verlängert. Diese Methode ist auch für die Nivellierung und Dekoration der Beschichtung von Vorteil.
Hauptanwendungsbereich des Sandstrahlens
(1) Sandstrahlen zur Vorbehandlung von Werkstücken vor dem Beschichten oder Kleben kann alle Verunreinigungen wie Rost entfernen und eine entscheidende Oberflächenstruktur erzeugen, die gemeinhin als "matte Oberfläche" bekannt ist. Durch die Verwendung unterschiedlicher Körnungen von Strahlmitteln, wie z. B. dem Strahlmittel von Sandstrahlgeräten, können verschiedene Rauheitsgrade erreicht werden, was die Haftung zwischen dem Werkstück und der Beschichtung oder Plattierung erheblich verbessert oder die Haftung der Klebeverbindungen verstärkt und die Qualität erhöht.
(2) Durch Sandstrahlen können alle Verunreinigungen auf der Oberfläche von Gussstücken und wärmebehandelten Werkstücken, wie z. B. Restoxid und Ölflecken, entfernt und die Oberfläche poliert werden, um die Glätte des Werkstücks zu verbessern. Mit diesem Verfahren kann eine einheitliche Metallfarbe erzielt werden, die das Aussehen des Werkstücks schöner und attraktiver macht.
(3) Durch Sandstrahlen können kleine Grate auf der Oberfläche von bearbeiteten Teilen entfernt und die Oberfläche geglättet werden, wodurch die Schäden durch Grate beseitigt und die Qualität des Werkstücks verbessert werden. Durch Sandstrahlen können auch kleine abgerundete Ecken an den Übergängen der Werkstückoberfläche erzeugt werden, wodurch das Werkstück schöner und präziser wird.
(4) Nach dem Sandstrahlen können die mechanischen Teile gleichmäßige und feine konkav-konvexe Oberflächen auf der Oberfläche erzeugen, die Schmieröl speichern, die Schmierbedingungen verbessern, den Lärm reduzieren und die Lebensdauer der Maschine verlängern können.
(5) Durch Sandstrahlen können verschiedene Reflexionsgrade oder Unterglanz für einige spezielle Werkstücke erzielt werden, wie z. B. Polieren von rostfreiem StahlEs kann die Oberfläche von Holzmöbeln unterglänzen, Muster auf sandgestrahlten Glasoberflächen erzeugen oder die Oberfläche von Stoffen aufrauen. Es kann auch eine dekorative Rolle spielen.
Was bei Sandstrahlarbeiten zu beachten ist
- Vor Beginn der Arbeiten muss eine Schutzausrüstung getragen werden, und die Arbeit mit bloßen Armen ist nicht erlaubt. Die Mindestanzahl der Arbeiter sollte zwei betragen.
- Der Lagertank, der Druckmesser und das Sicherheitsventil sollten regelmäßig überprüft werden. Der Staub sollte alle zwei Wochen aus dem Lagertank entleert werden, und der Filter im Sandtank sollte einmal im Monat überprüft werden.
- Prüfen Sie, ob das Lüftungsrohr und die Tür der Sandstrahlmaschine dicht sind. Die Belüftung und Entstaubungsanlagen muss fünf Minuten vor Arbeitsbeginn eingeschaltet werden. Bei Ausfall der Belüftungs- und Entstaubungseinrichtungen darf die Sandstrahlmaschine nicht arbeiten.
- Das Druckluftventil sollte langsam geöffnet werden, und der Luftdruck sollte 0,8 MPa nicht überschreiten.
- Die Korngröße des Sandstrahls sollte für die Arbeitsanforderungen geeignet sein, im Allgemeinen zwischen 10 und 20, und der Sand sollte trocken gehalten werden.
- Während des Betriebs des Sandstrahlgeräts ist es Fremden untersagt, sich zu nähern. Beim Reinigen und Einstellen der Betriebsteile sollte die Maschine angehalten werden.
- Es ist nicht erlaubt, Staub auf den Körper zu blasen oder mit Druckluft zu scherzen.
- Nach der Arbeit sollten die Belüftungs- und Entstaubungsanlagen noch fünf Minuten lang in Betrieb bleiben, bevor sie abgeschaltet werden, um den Staub in den Räumen abzuführen und die Sauberkeit der Baustelle aufrechtzuerhalten.
- Bei Unfällen mit Personen oder Geräten ist der Unfallort zu sichern und der zuständigen Dienststelle zu melden.
Sandstrahlverfahren
Die Vorbehandlungsstufe des Sandstrahlverfahrens bezieht sich auf die Oberflächenbehandlung die am Werkstück durchgeführt werden sollten, bevor es mit einer Schutzschicht besprüht oder beschichtet wird.
Die Qualität der Vorbehandlung im Sandstrahlverfahren beeinflusst die Haftung, das Aussehen, die Feuchtigkeitsbeständigkeit und die Korrosionsbeständigkeit der Beschichtung. Wird die Vorbehandlung nicht ordnungsgemäß durchgeführt, breitet sich der Rost unter der Beschichtung weiter aus und führt dazu, dass die Beschichtung in Stücken abblättert.
Die Lebensdauer einer Beschichtung kann sich zwischen einer sorgfältig gereinigten Oberfläche und einem allgemein gereinigten Werkstück um das 4-5-fache unterscheiden, wenn die Belichtungsmethode zum Vergleich der Beschichtung verwendet wird. Es gibt viele Methoden für die Oberflächenreinigung, aber die am weitesten verbreiteten Methoden sind Lösungsmittelreinigung, Säurebeizen, manuelle Werkzeuge und Elektrowerkzeuge.
Beim Sandstrahlen wird mit Hilfe von Druckluft ein Hochgeschwindigkeitsstrahl erzeugt, der Strahlmittel auf die Oberfläche des Werkstücks sprüht und so das Aussehen der Oberfläche verändert. Durch die Aufprall- und Schneidewirkung des Strahlmittels auf der Oberfläche des Werkstücks erhält die Oberfläche einen gewissen Grad an Sauberkeit und unterschiedliche Rauheit, wodurch die mechanische Leistung der Werkstückoberfläche verbessert wird.
Klassifizierung von Sandstrahlmaschinen
Sandstrahlmaschinen sind die am häufigsten verwendeten Produkte in der Strahltechnik. Sandstrahlmaschinen werden im Allgemeinen in zwei Kategorien unterteilt: Trockensandstrahlmaschinen und Flüssigsandstrahlmaschinen. Trockene Sandstrahlgeräte können weiter in Saug- und Druckstrahlgeräte unterteilt werden.
I. Trockene Sandstrahlmaschinen vom Typ Sauger
- Allgemeine Komponenten
Eine komplette Trockensandstrahlanlage mit Absaugung besteht im Allgemeinen aus sechs Systemen: Struktursystem, Energieversorgungssystem, Rohrleitungssystem, Entstaubungssystem, Steuerungssystem und Hilfssystem.
- Arbeitsprinzip
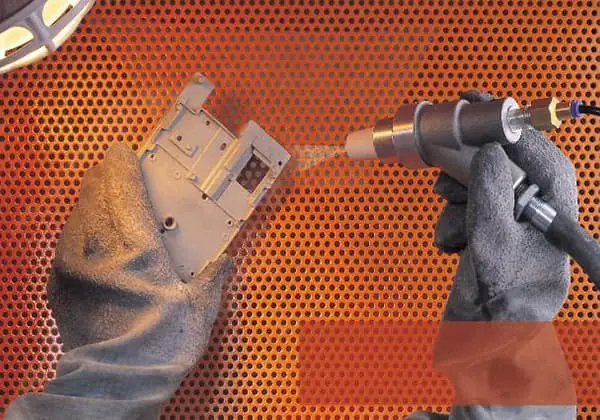
Trockensandstrahlgeräte mit Absaugung verwenden Druckluft als Energiequelle. Durch die Hochgeschwindigkeitsbewegung des Luftstroms wird in der Strahlpistole ein Unterdruck erzeugt, und das Strahlmittel wird durch das Sandförderrohr transportiert. Das Strahlmittel wird in die Strahlpistole gesaugt und aus der Düse auf die zu bearbeitende Oberfläche geschleudert, wodurch das erwartete Bearbeitungsziel erreicht wird. Beim Trockensandstrahlgerät mit Absaugung erfolgt die Versorgung mit Druckluft.
II. Trockene Druck-Sandstrahlmaschinen
- Allgemeine Komponenten
Eine komplette Arbeitseinheit einer trockenen Druckstrahlanlage besteht im Allgemeinen aus vier Systemen: Druckbehälter, Energieversorgungssystem, Rohrleitungssystem und Steuerungssystem.
- Arbeitsprinzip
Trockene Drucksandstrahlgeräte verwenden Druckluft als Energiequelle. Durch die Druckluft wird im Druckbehälter ein Arbeitsdruck aufgebaut, und das Strahlmittel wird durch das Sandauslassventil befördert. Das Strahlmittel wird aus der Düse auf die zu bearbeitende Oberfläche geschleudert, wodurch das erwartete Bearbeitungsziel erreicht wird. Bei der trockenen Drucksandstrahlanlage dient die Druckluft sowohl der Versorgung als auch der Reinigung.
III. Flüssigsandstrahlgeräte
Im Vergleich zu trockenen Sandstrahlanlagen liegt der größte Vorteil von Flüssigsandstrahlanlagen in der wirksamen Kontrolle der Staubbelastung während des Sandstrahlens, wodurch sich die Arbeitsumgebung der Sandstrahler verbessert.
- Allgemeine Komponenten
Ein komplettes Flüssigstrahlgerät besteht im Allgemeinen aus fünf Systemen: Struktursystem, Medienleistungssystem, Rohrleitungssystem, Steuerungssystem und Hilfssystem.
- Arbeitsprinzip
Flüssigsandstrahlgeräte verwenden die Schleifflüssigkeitspumpe als Energiequelle, um die Schleifflüssigkeit (ein Gemisch aus Strahlmittel und Wasser) nach dem Aufrühren in die Strahlpistole zu leiten. Die Druckluft beschleunigt die Schleifflüssigkeit und schleudert sie aus der Düse auf die zu bearbeitende Oberfläche, um das erwartete Bearbeitungsziel zu erreichen. In der Flüssigkeitssandstrahlanlage ist die Schleifflüssigkeitspumpe die Energiequelle für die Zufuhr und die Druckluft die Energiequelle für die Beschleunigung.
Reinigungsstufe
Es gibt zwei repräsentative internationale Normen: die "SSPC-", die 1985 von den Vereinigten Staaten formuliert wurde, und die "Sa-", die 1976 von Schweden formuliert wurde und in vier Stufen unterteilt ist, nämlich Sa1, Sa2, Sa2.5 und Sa3, die auch als Sauberkeitsnormen bezeichnet werden. Es handelt sich um eine häufig verwendete internationale Norm, die im Folgenden ausführlich vorgestellt wird:
Sa1 Ebene - entspricht dem US SSPC-SP7-Niveau. Es wird die allgemeine und einfache Methode des manuellen Bürstens und Schleifens angewandt. Dies ist die niedrigste der vier Sauberkeitsstufen, und der Schutz der Beschichtung ist nur geringfügig besser als der von unbehandelten Werkstücken. Die technischen Standards für die Behandlung der Stufe Sa1: Die Werkstückoberfläche darf keine sichtbaren Verunreinigungen wie Öl, Fett, Oxidhautreste, Rostflecken und Farbreste aufweisen. Das Sa1-Niveau wird auch als manuelles Bürstenreinigungsniveau (oder Kehrniveau) bezeichnet.
Sa2-Ebene - entspricht dem US SSPC-SP6-Niveau. Es wird die Sandstrahlmethode verwendet, die die niedrigste Stufe der Sandstrahlbehandlung darstellt, d.h. die allgemeine Anforderung, aber der Schutz der Beschichtung ist viel höher als bei der manuellen Bürstenreinigung. Die technischen Standards für die Behandlung der Stufe Sa2: Die Werkstückoberfläche darf kein sichtbares Öl, keinen Schmutz, keine Oxidhaut, keinen Rost, keine Farbe, kein Oxid, keine Korrosion und keine anderen Fremdstoffe (außer Defekte) aufweisen, aber die Defekte dürfen nicht mehr als 33% der Oberfläche pro Quadratmeter betragen, einschließlich leichter Schatten, leichter Verfärbungen durch Defekte und Rostkorrosion, Oxidhaut- und Farbdefekte. Wenn sich auf der ursprünglichen Oberfläche des Werkstücks Rillen befinden, verbleiben am Grund der Rille leichte Rost- und Farbspuren. Die Stufe Sa2 wird auch als gewerbliche Reinigungsstufe (oder industrielle Stufe) bezeichnet.
Sa2.5 Ebene - ist in der Industrie weit verbreitet und kann als technische Abnahmeanforderung und Standardniveau verwendet werden. Das Sa2.5-Niveau wird auch als Fast-Weiß-Reinigungsniveau (Fast-Weiß- oder Out-White-Niveau) bezeichnet. Die technischen Standards für Sa2.5 Ebene Behandlung: die gleiche wie die erste Hälfte der Sa2 Anforderungen, aber die Mängel sind auf nicht mehr als 5% der Oberfläche pro Quadratmeter, einschließlich der leichten Schatten begrenzt; leichte Verfärbung durch Defekte und Rost Korrosion; Oxidhaut und Farbe Mängel verursacht.
Sa3 Ebene - Äquivalent zu den US SSPC-SP5 Ebene, ist die höchste Stufe der Behandlung in der Industrie, auch als weiße Reinigung Ebene (oder weiß Ebene). Die technischen Standards für Sa3 Level Behandlung: die gleichen wie Sa2.5 Ebene, aber 5% von Schatten, Defekte, Rost Korrosion, etc. dürfen nicht existieren.
Andere
Sandstrahlen: Ein technischer Begriff für die Gold- und Silbermünzengusstechnik. Dabei werden Metallsandpartikel in verschiedenen Größen und Formen auf die Produktionsform von Gold- und Silbermünzen aufgesprüht, um die gemusterten Bereiche in extrem detaillierte, mattierte Oberflächen zu verwandeln. Bei der Herstellung von Gold- und Silbermünzen entsteht auf den gemusterten Bereichen eine schöne Silberschicht, die den Eindruck von Dreidimensionalität und Schichtung verstärkt.
Beim Sandstrahlen (Entrosten oder Beschichten von Metalloberflächen) wird Quarzsand, gewöhnlicher Quarzsand und veredelter Quarzsand verwendet: mit hoher Härte und guter Entrostungswirkung, die physikalischen und chemischen Indikatoren sind wie folgt: SiO2≥98-99.8%, Fe2O3≤0.06-0.005%, Feuerfestigkeit von 1750-1800℃, einheitliches Aussehen der Partikel, üblicherweise verwendete Partikelgrößen sind 1-3MM und 0.1-0.3MM, rein weiß.
Der Korngrößenbereich liegt meist zwischen 5 und 220 Mesh und kann je nach den Anforderungen der Benutzer hergestellt werden. Die Haupteinsatzgebiete sind die Metallurgie, Siliziumkarbid, Glas und Glasprodukte, Emaille, Stahlguss, Wasserfiltration, alkalisches Einweichen von Blumen, Chemie und Sandstrahlen.