Stellen Sie sich eine Welt vor, in der Präzision und Leistung in einem Wimpernschlag zusammenkommen. Dieser Artikel befasst sich mit dem faszinierenden Prinzip der Fokussierung beim Laserschneiden und erklärt, wie die Anpassung der Fokusposition die Schnittqualität erheblich beeinflussen kann. Sie erfahren, welche Rolle die Höhe des Schneidkopfs und die Einstellung der internen Fokussierlinse spielen, und lernen die neuesten Fortschritte in der automatischen Fokussierungstechnologie kennen. Am Ende werden Sie verstehen, wie eine präzise Fokussierung die Effizienz und Genauigkeit von Laserschneidprozessen erhöht.
Vor dem Schneiden einer Platte muss der Abstand zwischen dem Fokus und der Platte eingestellt werden.
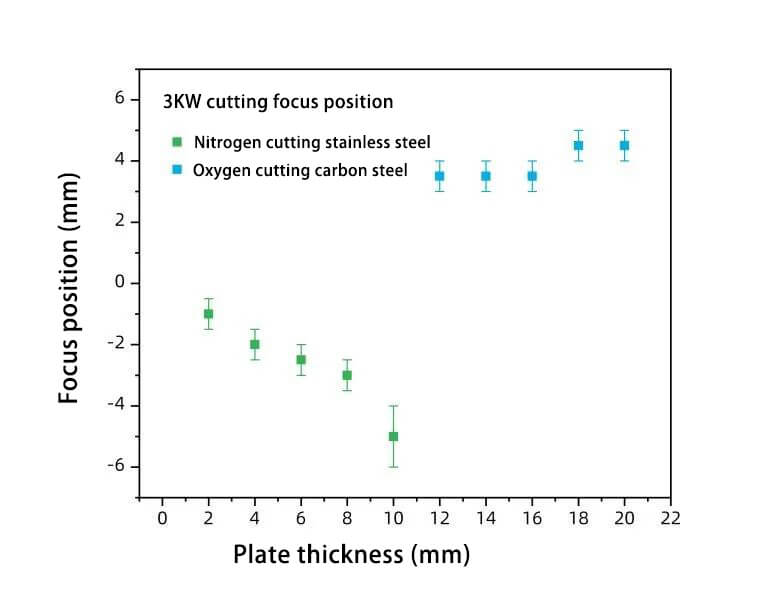
Verschiedene Schneidmaterialien und -methoden erfordern unterschiedliche Fokuspositionen, wie in der Abbildung unten dargestellt. Daher erfordert das Laserschneiden eine kontinuierliche und dynamische Anpassung der Fokusposition.
Wie kann also die Fokusposition geändert werden?
Methoden zur Einstellung der Fokusposition
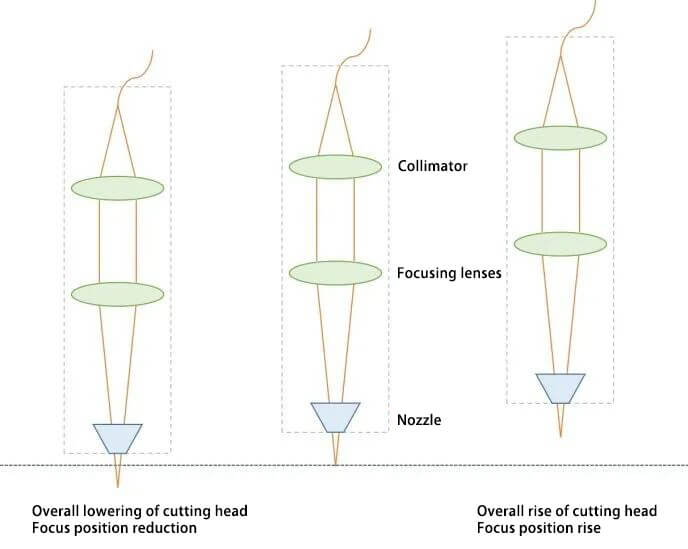
Es wird allgemein angenommen, dass die Fokussierung durch die Veränderung der oberen und unteren Position des Schneidkopfes erreicht werden kann:
Im Allgemeinen ist es am einfachsten, die gewünschte Fokusposition zu erreichen, indem man die Höhenposition des Schneidkopfs einstellt.
Wenn beispielsweise der Schneidkopf abgesenkt wird, wird auch die Fokusposition abgesenkt. Wird umgekehrt der Schneidkopf angehoben, wird die Fokusposition entsprechend angehoben, wie in der Abbildung unten dargestellt.
Es gibt noch weitere Faktoren, die bei der Einstellung der Fokusposition zu berücksichtigen sind:
An der Unterseite des Schneidkopfs ist eine Düse angebracht. Der Abstand zwischen der Düse und dem Werkstück beeinflusst die Durchflussmenge und die Diffusion des Gases, was sich wiederum auf die Qualität des Schneidens auswirkt.
In der Regel bleibt der Abstand zwischen Düse und Werkstück ein fester Wert innerhalb eines bestimmten Bereichs.
Die Einstellung der Schnitthöhe durch Auf- und Abbewegen des Schneidkopfes kann sich ebenfalls auf die Schnittqualität auswirken.
Das Anheben des Schneidkopfs zur Einstellung der Schnitthöhe ist daher nicht sinnvoll, da es die Schnittqualität beeinträchtigt.
Daher ist die Methode zur Einstellung der Höhe der Linse im Schneidkopf wissenschaftlicher:
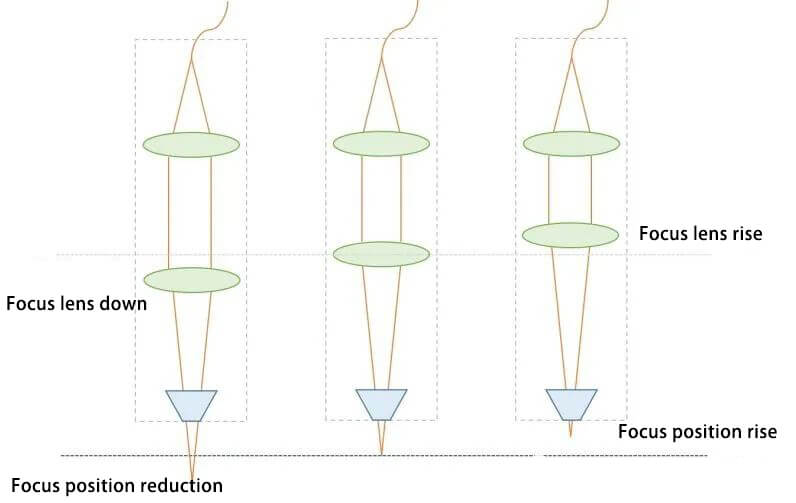
Durch Veränderung der Position der Innenfokussierlinse kann auch die Position des Fokussierpunktes verändert werden:
Wenn sich die Fokuslinse senkt, verringert sich die Fokusposition, und wenn sich die Fokuslinse hebt, erhöht sich die Fokusposition. Dadurch wird sichergestellt, dass der Schneidkopf insgesamt in seiner ursprünglichen Position verbleibt und der Abstand zwischen der Düse und dem Werkstück konstant bleibt, wodurch die oben erwähnten Störungen durch den Luftstrom vermieden werden.
Die Technik der Fokussierlinsenverstellung geht mit der Zeit:
In den ersten Jahren wurde die Auf- und Abwärtsbewegung des Fokusobjektivs manuell mit einem Schraubenschlüssel oder durch direktes Drehen der unabhängigen Rolle oder des Knopfes eingestellt.
Mit dem Fortschritt der Technik hat sich die automatische Fokussierung immer mehr durchgesetzt. Ein Motor treibt die Fokussierlinse an, die sich nach oben und unten bewegt.
Bei der manuellen Fokussierung muss die Person den Schneidkopf an den Rand der Werkzeugmaschine fahren und dann die Einstellungen vornehmen.
Durch die automatische Fokussierung können die Einstellungen per Software von jeder beliebigen Stelle der Werkzeugmaschine aus vorgenommen werden, was die Bedienung erleichtert.
So finden Sie die Position des Nullfokus
Die Höhe der Fokusposition bezieht sich auf den Null-Fokuspunkt.
Daher ist es wichtig, die Position des Nullpunkts zu bestimmen, bevor Sie die Schärfe einstellen. Bewegen Sie dann die Fokuslinse um eine bestimmte Strecke nach oben oder unten, um den Wert für die Erhöhung oder Verringerung der Fokusposition einzustellen.
Wie bei der vorherigen Analyse tritt der kleinste Fleck an der Position des Nullfokus auf, was auf den kleinsten Spalt hinweist.
Wird die Fokusposition nach oben oder unten verschoben, verdickt sich der Lichtfleck, was zu einer linearen Verbreiterung des Spalts und einer geringeren Schnittqualität führt.
Die Nullstellung des Schneidkopfes liegt im Allgemeinen in der Nähe der Skala für die Anzeige "0".
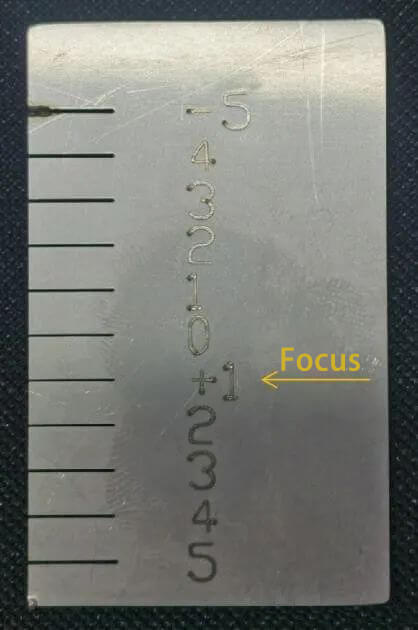
Um die Nullposition zu finden, stellen Sie die Skala auf "0" und legen Sie eine flache Platte auf die Werkbank. Führen Sie alle 1 mm einen Schnitt im Bereich von -5 mm bis +5 mm durch.
Vergleichen Sie die sich ergebenden Schlitze sorgfältig und bestimmen Sie den engsten Punkt als Null-Fokus-Position.
Wenn Sie nachfolgende Schnitte durchführen, passen Sie die Skala auf der Grundlage der zuvor gefundenen Null-Fokus-Position (d. h. +1 Skalenposition) an, um die entsprechende defokussieren Betrag.
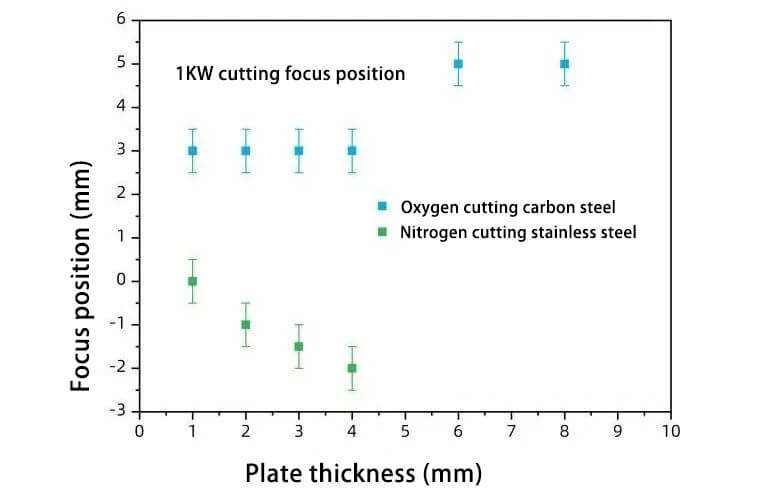
Übliche Fokuspositionen bei geringer Leistung Laserschneiden:
Bei tatsächlichen Schneidanwendungen ist es notwendig, die geeignete Fokusposition auf der Grundlage der spezifischen Schneidanforderungen zu wählen. Im folgenden Beitrag erfahren Sie mehr darüber, wie Sie den Fokus für das Laserschneiden im Detail auswählen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals mit der Wahl der richtigen Laserschneiddüse für Ihr Projekt schwer getan? Die Auswahl der optimalen Düse ist entscheidend für saubere, präzise Schnitte und eine maximale Effizienz. In diesem...
Haben Sie sich jemals gefragt, wie eine Laserschneidmaschine tickt? In diesem Blog-Beitrag tauchen wir tief in das Innenleben dieser hochpräzisen Maschinen ein, die die Branche revolutioniert haben...
Haben Sie sich jemals gefragt, wie ein Laser durch Metall schneiden kann wie ein heißes Messer durch Butter? In diesem faszinierenden Artikel erforschen wir die Wissenschaft hinter der Faserlaserschneidetechnik....
Sind Sie neugierig auf die Spitzentechnologie, die die Fertigung revolutioniert? In diesem Blogbeitrag tauchen wir in die Welt der Laserschneidmaschinen ein, erkunden ihre Vorteile und die führenden Hersteller, die die...
Stellen Sie sich die katastrophalen Folgen einer vernachlässigten Wartung von Laserschneidmaschinen vor. Lassen Sie nicht zu, dass Ihr Unternehmen Opfer von kostspieligen Ausfallzeiten und Reparaturen wird! In diesem Blogbeitrag gehen wir auf die wichtigsten...
Das Laserschneiden hat die Fertigung revolutioniert, doch selbst bei den fortschrittlichsten Maschinen treten Probleme auf. In diesem Blogbeitrag gehen wir auf häufige Probleme ein, mit denen Laserschneidmaschinen konfrontiert sind, und bieten Schritt-für-Schritt...
Fasziniert von der Kunst des Laserschneidens? In diesem Blogbeitrag erfahren Sie mehr über die kritischen Parameter, die über Qualität und Effizienz des Schnitts entscheiden. Entdecken Sie Insider-Tipps von erfahrenen...
Sind Sie neugierig auf die Möglichkeiten des Laserschneidens? In diesem umfassenden Leitfaden tauchen wir in die Welt der Laserschneidgeschwindigkeiten und -dicken für verschiedene Metalle ein. Unser erfahrener Maschinenbauingenieur wird...
Warum variiert die Qualität des Laserschneidens bei gleicher Ausrüstung und gleichen Parametern? Dieser Artikel geht der Frage nach, wie sich die Zusammensetzung von Kohlenstoffstahlblechen auf die Schneidresultate auswirkt. Durch die Erforschung der...