Behebung von Verformungen beim Drahterodieren: Tipps von Experten
Hatten Sie schon einmal mit unerwarteten Verformungen beim Drahterodieren zu tun? Dieser Artikel befasst sich mit den Ursachen und Lösungen für solche Verformungen. Erfahren Sie, wie Sie Eigenspannungen kontrollieren, Schneidpfade optimieren und Spannungsentlastungstechniken anwenden können, um präzise und genaue Bearbeitungsergebnisse zu erzielen. Entdecken Sie praktische Tipps zur Verbesserung Ihres Drahterodierprozesses, um die strukturelle Integrität Ihrer Werkstücke zu gewährleisten und die Gesamteffizienz zu verbessern.
Wird ein Bambusstab in der Mitte geteilt, biegen sich beide Hälften - die größere Hälfte weniger, die kleinere stärker. Dieses Phänomen tritt auf, weil das Material von Natur aus unter Spannung steht. Durch das Spalten wird das ursprüngliche Gleichgewicht dieser Spannung gestört, was zu einer Verformung führt, um das Gleichgewicht wiederherzustellen.
Auch beim Drahterodieren (Electrical Discharge Machining) folgt die Verformung des Werkstücks diesem Prinzip, wobei der Schneidprozess das ursprüngliche Spannungsgleichgewicht im Werkstück stört.
Ursachen für die Verformung des Werkstücks beim Drahterodieren
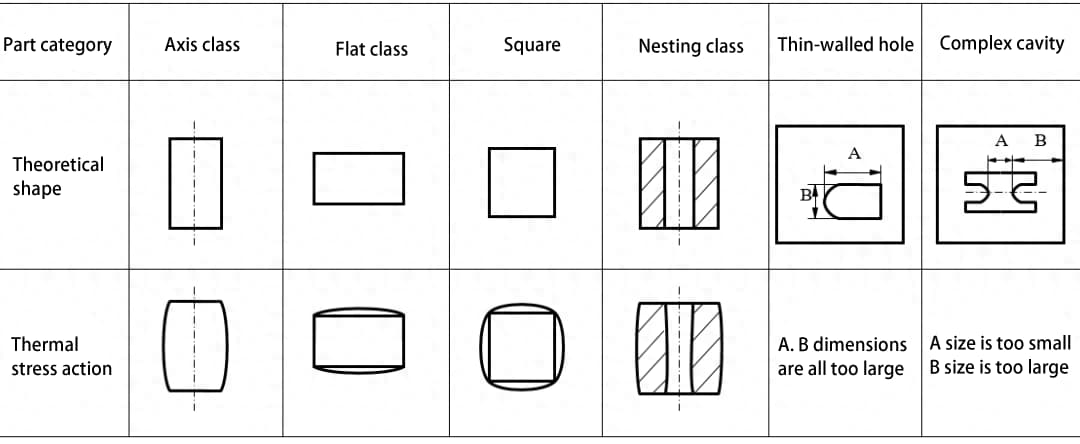
Das Ausmaß der Verformung beim Drahterodieren hängt von der Struktur des Werkstücks ab. Schmale und lange Hohlräume und Vorsprünge neigen zur Verformung, wobei der Grad der Verformung von der Komplexität der Form, dem Seitenverhältnis und anderen Faktoren abhängt; Werkstücke mit dünneren Wänden verformen sich eher.
Wenn die Verformung minimal ist und innerhalb der Präzisionsanforderungen des Bearbeitungsprozesses liegt, kann sie fast vernachlässigbar sein.
Übersteigt die Verformung jedoch die geforderte Bearbeitungsgenauigkeit, kommt es zu deutlichen Maßabweichungen, die sich auf die Form des bearbeiteten Werkstücks auswirken.
Die Verformung kann auf verschiedene Faktoren zurückzuführen sein, wie z. B. Materialeigenschaften, Wärmebehandlung, Strukturdesign, Prozessplanung und die Wahl der Werkstückeinspannung und des Schneidwegs beim Drahterodieren.
Der Einfluss der thermischen Belastung auf die Werkstückform
Vorbeugende Maßnahmen bei Werkstückverformung
Bestimmte Maßnahmen können die Verformung beim Drahterodieren kontrollieren und verhindern.
1) Grobbearbeitung oder Entspannungsschneiden vor dem endgültigen Schnitt.
Das großflächige Schneiden eines Werkstoffs kann das innere Spannungsgleichgewicht stören und erhebliche Verformungen verursachen. Durch das Entfernen des überschüssigen Materials durch Schruppen oder das Ausführen von spannungsarmen Schnittwegen kann ein Großteil der inneren Spannungen beseitigt werden.
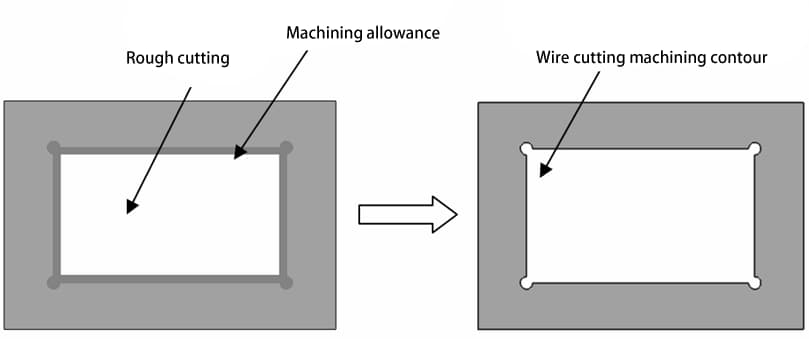
Bei Formen mit großen Hohlräumen kann es von Vorteil sein, zwei Hauptschnitte durchzuführen. Erhöhen Sie den Versatz um 0,1 bis 0,2 mm für den ersten Hauptschnitt, um einen Spannungsabbau zu ermöglichen, und fahren Sie dann mit dem Standardversatz für den zweiten Hauptschnitt fort, wie in den Abbildungen gezeigt.
Verringerung der Verformung durch spannungsfreie Schruppbearbeitung
Bei langen und schmalen Formen kann ein spannungsarmes Schneiden im Inneren der Form vor der Bearbeitung des Außenprofils die Verformung erheblich reduzieren.
Spannungsarmes Schneiden
2) Bohren von Löchern zum Einfädeln von Draht
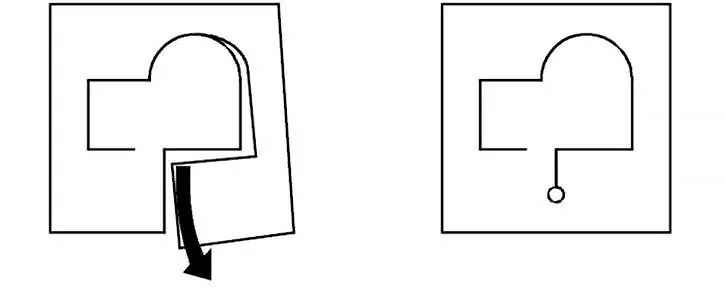
Wenn beim Schneiden von Vorsprüngen der Schnitt direkt an der Außenseite des Materials beginnt, wie in Abbildung (a) dargestellt, kann es aufgrund unausgewogener Materialspannungen zu Verformungen kommen, die entweder zu Öffnungs- oder Schließverformungen führen.
Das Bohren von Drahtgewindelöchern für die Bearbeitung von geschlossenen Konturen, wie in Abbildung (b) gezeigt, kann die durch das Drahterodieren verursachte Verformung erheblich reduzieren.
(a) Erhebliche Verformung (b) Minimale Verformung Verringerung der Verformung durch Bohren von Drahtgewindelöchern
3) Optimierung der Schnittführung
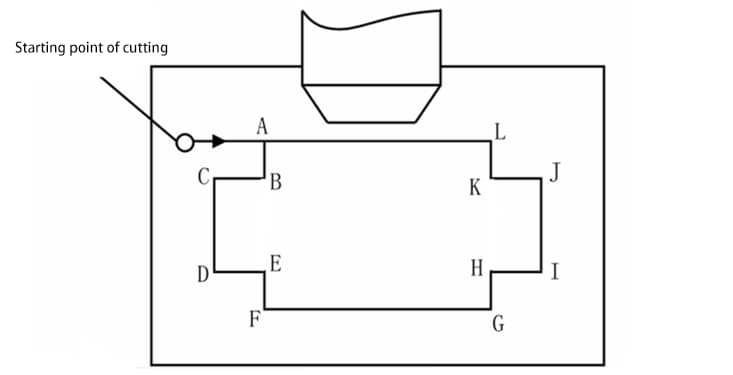
Im Allgemeinen ist es am besten, den Schnitt in der Nähe des eingespannten Endes zu beginnen und das Segment, das das Werkstück von seinem eingespannten Teil trennt, am Ende der Bearbeitungsbahn anzuordnen, wobei die Pausenpunkte in der Nähe des eingespannten Endes des Werkstücks liegen.
Auch beim Drahterodieren können unzweckmäßige Anordnungen der Bearbeitungsbahnen zu Verformungen führen.
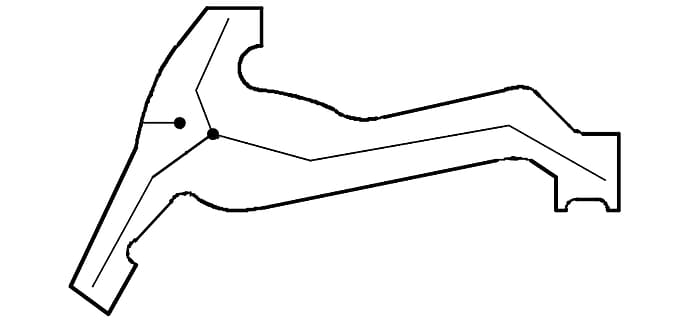
Ein rationellerer Bearbeitungsweg ist: A→B→C→D......→A. Wenn der Pfad im Uhrzeigersinn angeordnet ist: A→L→K→J......→A, könnte das Abschneiden des Werkstücks vom Einspannteil am Anfang die Präzision des Vorsprungs aufgrund einer unzuverlässigen Einspannung direkt beeinträchtigen.
Anordnen der Bearbeitungsbahn
4) Mehrere Schnitte
Bei Werkstücken, die nach bestimmten Maßnahmen immer noch zu Verformungen neigen, kann die Abkehr von der traditionellen Praxis des Zuschneidens in einem Durchgang und die Verwendung mehrerer Schnitte die Anforderungen an die Präzision erfüllen.
Mehrfache Schnitte beim Drahterodieren, die in erster Linie auf eine bessere Oberflächenrauheit abzielen, verringern auch die Verformung, die durch innere Spannungen in den Formteilen entsteht, erheblich.
5) Optimierung des Bearbeitungsprozesses für mehrkavitäre Formplatten
Beim Drahterodieren kann die Wechselwirkung zwischen den ursprünglichen inneren Spannungen und den durch den Schneidprozess erzeugten thermischen Spannungen unvorhersehbare und unregelmäßige Verformungen verursachen, die zu einem ungleichmäßigen Materialabtrag in den nachfolgenden Schnitten führen und die Bearbeitungsqualität und -genauigkeit beeinträchtigen.
Daher können bei hochpräzisen Formen alle Kavitäten in mehreren Schritten geschnitten werden. Beim ersten Schnitt wird das gesamte Abfallmaterial aus den Kavitäten entfernt.
Nach dem Entfernen des Abfalls wird die automatische Neupositionierung der Maschine genutzt, um die Kavitäten nacheinander fertigzustellen: Hauptschnitt für Kavität a, Abfall entfernen→Hauptschnitt für Kavität b, Abfall entfernen→Hauptschnitt für Kavität c, Abfall entfernen→......→Hauptschnitt für Kavität n, Abfall entfernen→Schlichtschnitt für Kavität a→Schlichtschnitt für Kavität b→......→Schlichtschnitt für Kavität n, um den Prozess abzuschließen.
Diese Schneidmethode gibt jeder Kavität genügend Zeit, innere Spannungen abzubauen, minimiert die gegenseitige Beeinflussung und leichte Verformungen, die durch unterschiedliche Bearbeitungsreihenfolgen entstehen, und gewährleistet die Präzision der Formabmessungen.
Diese Methode erfordert jedoch mehrere Gewindeschneidvorgänge und ist arbeitsintensiv, so dass sie sich eher für langsame Drahterodiermaschinen eignet, die mit automatischen Gewindeschneidmechanismen ausgestattet sind. Nach dem Schneiden wird durch Messungen bestätigt, dass die Abmessungen den hohen Präzisionsanforderungen entsprechen.
6) Festlegung mehrerer Zulagensegmente
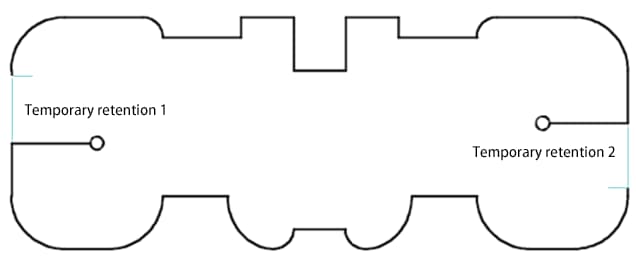
Bei großen, komplex geformten Werkstücken ist es ratsam, zwei oder mehr Aufmaßsegmente mit mehreren Ansatzpunkten zu setzen, wie in den Abbildungen gezeigt.
Bei der Programmierung wird die Form in mehrere Segmente unterteilt und für die Bearbeitung sequentiell verbunden. Zuerst wird der Umriss bearbeitet, dann folgen die Aufmaßsegmente.
Festlegung mehrerer Zulagensegmente
Vergessen Sie nicht: Teilen ist wichtig! : )
Teilen Sie
Facebook
Twitter
LinkedIn
Reddit
VK
E-Mail
Drucken
Autor
Shane
Gründerin von MachineMFG
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal gefragt, wie Sie ein erfolgreiches Metallprägeprojekt sicherstellen können? In diesem Blogbeitrag gehen wir auf die kritischen Faktoren ein, die über Erfolg oder Misserfolg Ihres Stanzprozesses entscheiden können....
Haben Sie sich jemals gefragt, was diese Zahlen auf Blechen bedeuten? In diesem Artikel tauchen wir in die Welt der Blechlehre ein und entmystifizieren diesen wesentlichen Aspekt der Metallbearbeitung....
Die Entscheidung zwischen einer elektrischen und einer hydraulischen Abkantpresse kann die Effizienz und die Kosten Ihres Unternehmens erheblich beeinflussen. Elektrische Abkantpressen bieten überlegene Energieeinsparungen, Umweltvorteile und höhere Arbeitsgeschwindigkeiten, während...
Sind Sie neugierig auf die Möglichkeiten des Laserschneidens? In diesem umfassenden Leitfaden tauchen wir in die Welt der Laserschneidgeschwindigkeiten und -dicken für verschiedene Metalle ein. Unser erfahrener Maschinenbauingenieur wird...
Haben Sie sich jemals über die verborgene Welt der Z-Purlinen gewundert? In diesem fesselnden Artikel führt Sie unser erfahrener Maschinenbauingenieur durch die Feinheiten der Berechnung des Gewichts von Z-Purlinen. Entdecken Sie, wie...
Haben Sie sich jemals über die verborgene Welt des H-Träger-Stahls gewundert? In diesem fesselnden Artikel lüften wir die Geheimnisse hinter diesen wichtigen Bauteilen. Unser erfahrener Maschinenbauingenieur führt Sie...
Haben Sie sich jemals über das Gewicht dieser gemusterten Stahlplatten gewundert, die Sie jeden Tag sehen? In diesem Blogbeitrag tauchen wir ein in die faszinierende Welt der Riffelbleche....
Fällt es Ihnen schwer, genaue Blechteile zu entwerfen? Entschlüsseln Sie die Geheimnisse des K-Faktors, eines entscheidenden Konzepts in der Blechfertigung. In diesem Artikel entmystifiziert unser erfahrener Maschinenbauingenieur...
Haben Sie sich jemals gefragt, wie Sie den perfekten I-Träger für Ihr Bau- oder Fertigungsprojekt auswählen? In diesem Blog-Beitrag führt Sie unser erfahrener Maschinenbauingenieur durch den Prozess...
Haben Sie sich jemals gefragt, welches Kabel besser ist: Kupfer oder Aluminium? In diesem Artikel werden Kupfer- und Aluminiumkabel ausführlich verglichen und ihre Vor- und Nachteile herausgestellt. Von der Widerstandsfähigkeit...
Die Wahl des richtigen Sicherheitsventils ist entscheidend für die Sicherheit und Effizienz von Drucksystemen. Dieser Leitfaden führt Sie durch die wichtigsten zu berücksichtigenden Faktoren, wie Temperatur,...
Warum lösen Sicherheitsventile vorzeitig aus und verursachen potenzielle Gefahren in Ihrem System? Dieser Artikel befasst sich mit häufigen Problemen und Lösungen für Fehlfunktionen von Sicherheitsventilen und bietet Einblicke in Einstellungen, mechanische...