Have you ever wondered why tiny holes and cracks appear in metal castings? This article explores common casting defects like stomata, shrinkage, and slag holes, revealing their causes and prevention methods. You’ll gain valuable insights into creating flawless castings and improving your manufacturing process.
Stomata are holes that exist on the surface or inside it and are round, oval, or irregular in shape.
Sometimes multiple pores form an air pocket, which is generally pear-shaped and located beneath the surface.
Countersinks have an irregular shape and a rough surface.
Air pockets are indented into the surface of the casting, and the surface is relatively smooth.
The appearance of open holes can be easily observed, while subcutaneous air holes can only be detected after machining.
Reasons for Formation:
The mold preheating temperature is too low, causing the liquid metal to cool quickly as it passes through the pouring system.
Poor mold exhaust design, preventing the smooth discharge of gas.
Inadequate coating, poor exhaust gas, or even gas volatilization or decomposition.
Holes and pits on the surface of the mold cavity can cause the gas in these areas to rapidly expand and compress the liquid metal, forming countersinks.
Surface rust on the mold cavity and failure to clean it.
Improper storage and preheating of raw materials (sand cores).
Insufficient or improper use of deoxidizers.
Prevention Methods:
The mold should be thoroughly preheated, and the particle size of the coating (graphite) should be appropriate and have good air permeability.
Use inclined pouring.
Raw materials should be stored in a well-ventilated and dry place and preheated before use.
The pouring temperature should not be too high.
Shrinkage
Features:
Shrinkage cavity is a type of rough surface hole that can be found on the surface or within a casting.
Slight shrinkage refers to many small scattered shrinkages, also known as shrinkage porosity.
The grains around the shrinkage or shrinkage porosity are coarse.
It often appears near the runner in the casting, the base of the riser, thick areas, wall thickness, and large plane thickness.
Reasons for Formation:
The mold working temperature control does not meet the requirements of directional solidification.
Improper coating selection, poor control of coating thickness in different parts.
The position of the casting in the mold is not designed properly.
The design of the pouring riser fails to achieve the effect of full supplementation.
Adjust the thickness of the coating layer, spray the coating evenly.When the paint is peeled off and reapplied, local paint accumulation cannot be formed.
Locally heat the moldor use local insulation for thermal insulation.
Inlaid copper blocks at the hot section to chill the part.
Design cooling fins on the mold, or accelerate the cooling rate in local areas through water, etc., or spray wateroutside the mold.
Use detachable chillingblocks, which are placed in the cavity in turn, to avoid insufficient cooling of the chillingblocks themselves during continuous production.
A pressure device is designed on the mold riser.
The design of the pouring system should be accurate, and the appropriate pouring temperature should be selected.
Slag Hole (Flux Slag or Metal Oxide Slag)
Features:
The slag holes are visible or dark holes on castings. They are partially or completely filled with slag and have an irregular shape. It can be difficult to find slag inclusion in small, spot-shaped flux.
After the slag is removed, smooth holes are revealed. These are typically found in the lower part of the pouring position, near the inner runner, or in the dead corners of the casting.
Oxide slag is primarily located near the inner runner on the casting surface in a network-like pattern. It can sometimes appear flaky, wrinkled, or in the form of irregular clouds or flaky interlayers. It may also exist within the casting in the form of floccus.
When broken, the interlayer is often the point of fracture, and the oxide is a source of cracks in the casting.
Reasons for Formation:
Slag holes are primarily caused by the alloy melting process and the pouring process, including the incorrect design of the pouring system. The mold itself does not cause slag holes, and using metal molds is one effective method for avoiding slag holes.
Prevention Methods:
The pouring system is set up correctly or a cast fiber filter is used.
The appearance of cracks can be straight or irregular lines.
The surface of a hot crack has a strong oxidation that results in a dark gray or black color without a metallic shine.
The surface of a cold crack has a clean, metallic luster.
External cracks of castings are typically visible, while internal cracks may require other methods to detect.
Cracks are often linked to defects such as shrinkage and slag inclusion.
They typically occur at sharp corners of the casting, where thick and thin sections meet, and at the hot junction area where the pouring riser is connected to the casting.
Reasons for Formation:
Cracks are common in metal mold casting because the metal mold has no allowance and has a fast cooling rate, which increases the internal stress of the casting.
Factors such as opening the mold too early or late, having a small or large casting angle, having a thin coating layer, and even the mold cavity itself can cause cracking in the casting.
Prevention Methods:
Attention should be paid to the craftsmanship of the casting structure, so that the uneven thickness of the casting has a uniform transition, and the appropriate fillet size is used.
Adjust the thickness of the coating to make every part of the casting reach the required cooling rate as far as possible to avoid the formation of too much internal stress.
Pay attention to the working temperature of the metal mold, adjust the mold inclination, and timely pull the core to crack, take out the casting and slowly cool.
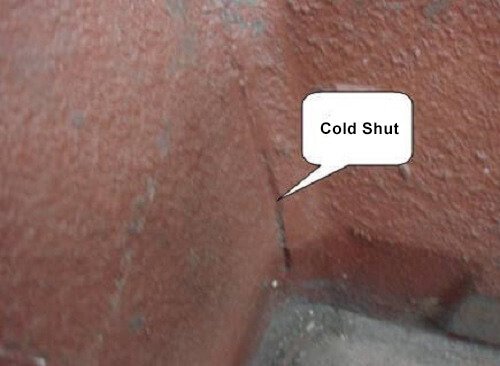
Cold Shut (Poor Fusion)
Features:
A cold shut is a type of open seam or surface with rounded edges.
The center is divided by oxide scale and is not fully fused.
When the cold shut is severe, it can develop into an “undercast.”
Cold shuts are often found on the top wall of castings, on thin horizontal or vertical planes, at the junction of thick and thin walls, or on thin auxiliary plates.
Reasons for Formations:
The metal mold exhaust design is unreasonable.
The working temperature is too low.
Poor paint quality (artificial, material).
Improper position of runner.
5.Pouring speed is too slow.
Prevention Methods:
Design the runner and exhaust system correctly.
For large-area thin-walled castings, the coating should not be too thin. Proper thickening of the coating layer is conducive to molding.
Properly increase the working temperature of the mold.
A trachoma is a type of irregular hole that forms on the surface or inside of a casting, and its shape corresponds to the shape of sand grains. When the mold is removed, sand grains that have become embedded in the casting surface are visible, and they can be pulled out. If multiple trachomas exist at the same time, the casting surface takes on an orange peel-like appearance.
Reasons for Formation:
Holes are formed because the sand particles falling on the surface of the sand core are surrounded by the copper liquid and the casting surface.
The surface strength of the sand core is not good, and it is burnt or not completely cured.
The size of the sand core does not match the outer mold. The sand core is crushed when the mold is closed.
The mold is dipped in graphite water contaminated with sand.
The sand which is rubbed off by the ladle and the sand core at the runner is washed into the cavity with copper water.
Prevention Methods:
The sand core is produced strictly according to the process and remember to check the quality.
The size of the sand core matches the size of the outer mold.
Clean the ink in time.
Avoid friction between the ladle and sand core.
Blow out the sand in the mold cavity when lowering the sand core.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever considered how much rust costs our economy each year? This article explores the staggering impact of metal corrosion and introduces various types of antirust oils that protect…
Have you ever questioned if a simple spring washer can truly prevent bolts from loosening? This article explores the mechanics and effectiveness of spring washers, revealing their limitations and practical…
Have you ever wondered what keeps hydraulic cylinders functioning smoothly without leaks? The secret lies in the types of seals used within them. This article dives into six essential types…
Have you ever wondered why ball screws, crucial in machine tools, often fail? This article delves into the importance of proper maintenance to prevent such failures. It explains how wear…
Cracks during gear grinding can be a costly problem, but understanding their causes and solutions can save both time and money. This article explores why these cracks occur, such as…
Why do some gears fail despite precise manufacturing? This article dives into the common defects in gear carburizing, exploring issues like over-carburization, shallow hardening, and uneven case hardening. You'll learn…
How can you prevent your molds from cracking during heat treatment? This article dives into the intricate process of mold heat treatment, outlining common defects like quenching cracks and insufficient…
Have you ever struggled to navigate SolidWorks efficiently? This article unveils essential tips and tricks to streamline your workflow and enhance your design process. From mastering keyboard shortcuts to optimizing…
Why do bolts loosen, and how can preload prevent it? From insufficient tightening and vibration to gasket creep and thermal expansion, the reasons are diverse yet critical. This article delves…