Deformation Process in Sheet Metal Bending Explained
What makes a flat sheet of metal transform into complex shapes with precision and accuracy? The answer lies in the intricate deformation process of sheet metal bending. This article dives into the mechanics of how metal sheets are bent into various forms like V-shapes and U-shapes. By understanding the stages of bending—from elastic to pure plastic—you’ll gain insights into the forces at play and the characteristics of different bending methods. Read on to discover how these processes ensure the creation of precise and reliable metal components.
The process of transforming sheet metal blanks or other profile blanks into sheet metal parts with specific angles, curvatures, and shapes through bending is known as sheet metal bending (such as bending sheets into V-shaped parts, U-shaped parts, and S-shaped parts, etc.).
The bending operation is a deformation process, widely used in stamping production. There are many methods and general/special equipment used for bending, including press bending, roll bending, draw bending, wrap bending, and roll forming.
Although the equipment and tools used in various sheet metal bending methods differ, their deformation processes, characteristics, and properties are essentially the same, sharing certain commonalities.
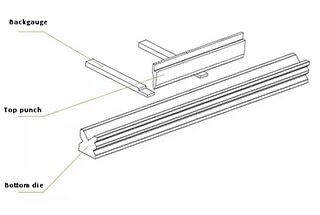
The process of using bending molds on a press machine to shape sheets or profiles is known as press bending. Press bending is the most widely used method of sheet metal mold bending, the main focus of this article.
Brief Overview of the Sheet Metal Press Bending Deformation Process
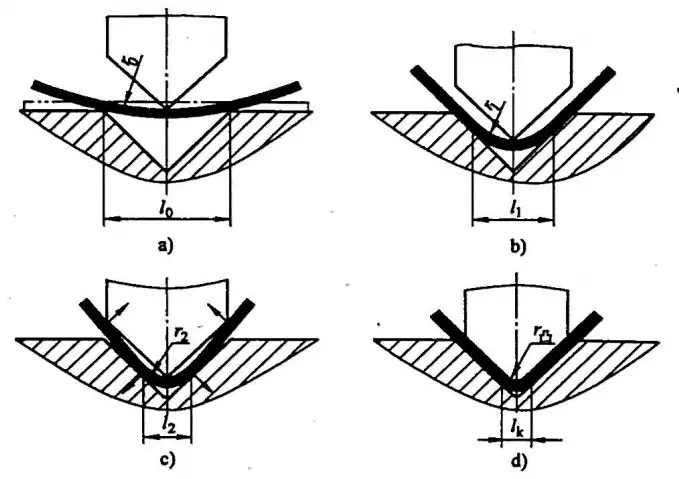
Figure 2-1 illustrates the schematic of the correction bending deformation process of the sheet in the V-shaped bending mold.
As shown in the press bending process diagram, the sheet is freely bent at the beginning stage of bending (see Figure 2-1a); as the punch presses down, the straight edge of the sheet gradually tightens against the V-shaped die working surface, and the bending radius r0 becomes r1 (see Figure 2-1b);
As the punch continues to descend, the blank bending area gradually decreases until the sheet contacts the punch at three points, at which time the bending radius changes from r1 to r2, (see Figure 2-1c); thereafter, the straight edge part of the sheet bends in the opposite direction from before, and when the stroke ends, the punch and die correct the sheet, making the sheet’s rounded corners and straight edges fully tighten against the punch (see Figure 2-1d), resulting in the desired part.
Figure 2-1 depicts the schematic of the correction of bending deformation in sheet metal within a V-shaped bending mold.
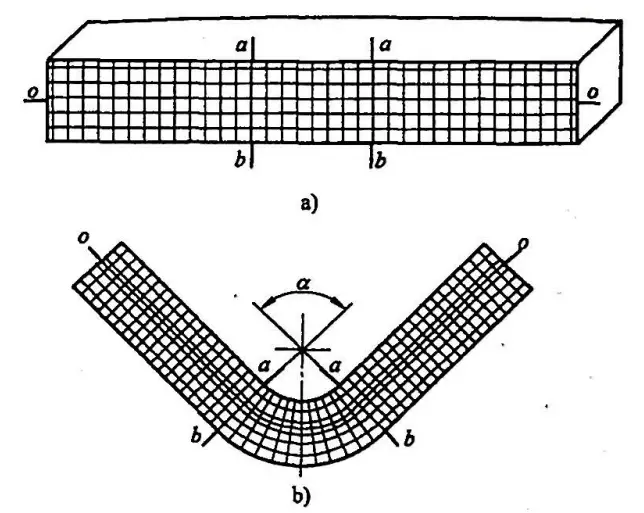
As shown in Figure 2-2, the deformation grid of the sheet metal’s side view before and after bending is illustrated. Looking at Figure 2-2, it is evident that in the flat portion of the sheet metal, the grid maintains its pre-bend state, with significant changes only within the range of the central bending angle α.
This indicates that the bending deformation primarily occurs in the area of the part’s central bending angle α. Prior to bending, the fibers aa‘=bb’. After bending, the outer longitudinal fibers bb’ are stretched (bb>bb‘), and the inner longitudinal fibers aa are compressed and shortened (aa‘<aa’).
From the inner and outer surfaces to the part’s center, each layer of fibers gradually diminishes in extent of shortening or elongation. Between the two deformation zones of shortening or elongating, there must be a layer of fibers remaining unchanged in length, referred to as the neutral layer of the part.
Figure 2-2. Deformation grid of sheet metal’s side view before and after bending
a) Grid before bending
b) Grid deformation after bending
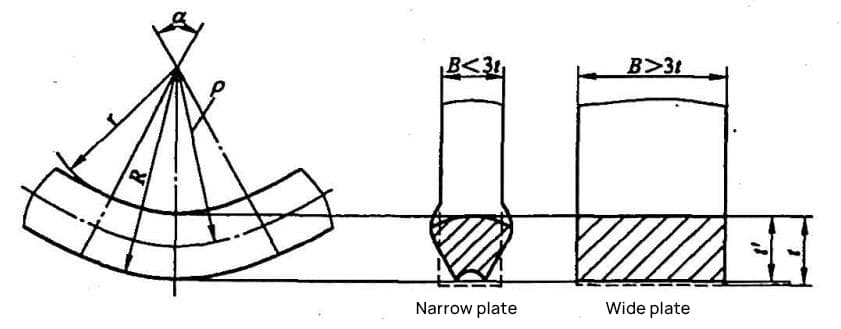
Figure 2-3 illustrates the cross-sectional deformation in the bending zone of the sheet metal. As seen from Figures 2-2 and 2-3, within the bending deformation zone, the sheet metal becomes thinner, i.e., the thickness ‘t’ thins to ‘t”, where ‘t” equals ‘ηt’ (η is the thinning coefficient).
Figure 2-3 Cross-sectional deformation schematic in the bending zone of the sheet metal
The cross-section of the sheet metal undergoes distortion. The area within the neutral layer widens transversely due to the shortening of the longitudinal fibers, while the area outside the neutral layer contracts transversely due to the elongation of the longitudinal fibers.
This distortion of the cross-section of the bent sheet metal is more prominent when bending a narrow sheet (B<3t). When bending a wide sheet (B>3t), the cross-section remains essentially unchanged, i.e., the sheet metal width does not change. It is generally considered that the width coefficient β=B’/B=1, where B is the sheet metal width, and B’ is the width after bending. To further analyze the bending phenomena, the bending deformation process of the sheet metal is discussed in three stages.
1. Elastic Bending Stage
As the sheet metal starts bending, the bending radius is at its maximum. The stress across all layers of fibers along the thickness of the sheet has not reached the yield strength, and the stress distribution follows Hooke’s law linearly. The sheet is in a state of elastic deformation, a phase referred to as the elastic deformation stage.
2. Elasto-Plastic Bending Stage
As the sheet metal is bent further, the bending radius gradually decreases, and the fibers on both sides of the sheet begin to yield and enter the plastic range. At this point, two regions of elastic deformation and plastic deformation are formed in the thickness direction of the sheet. As the degree of bending increases, the central elastic region will gradually decrease, and the plastic regions on both sides will gradually expand. This bending stage is called the elasto-plastic deformation stage.
3. Pure Plastic Bending Stage
If the degree of bending of the sheet continues to increase, corresponding to a very small bending radius, the elastic region near the neutral layer reduces to a negligible extent. It can be assumed that the entire thickness of the sheet is within the plastic range, which is why we call this the pure plastic bending stage.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Ever wondered how sheet metal is expertly bent into intricate shapes? This article explores six types of press brake bending processes—folding, wiping, air bending, bottoming, coining, and three-point bending. You'll…
Ever wondered why your metal bends aren't always perfect? The secret lies in press brake crowning, a technique that ensures precision and quality in metal fabrication. This article will reveal…
Ever struggled to get perfect bends in sheet metal? This article dives into essential tips and tricks for mastering sheet metal bending, covering everything from process sequencing to analyzing bendability.…
Why do CNC press brake rams deform, causing costly production delays? This article explores the common causes of ram deformation in CNC press brakes, from prolonged usage to material stresses,…
Have you ever wondered how those sleek, curved aluminum structures are made? This article dives into the intricate process of aluminum profile bending. From understanding the characteristics of various aluminum…
Have you ever wondered how metal parts are bent into various shapes? In this fascinating article, we'll delve into the art and science of bending in metal stamping. Our expert…
Have you ever considered the forces at play when bending a pipe? In this article, we'll explore the fascinating world of pipe bending mechanics. Our expert mechanical engineer will break…
A narrow and long workpiece is characterized by its large length-to-width ratio and is positioned using its short edge during bending. The common problem of workpieces being out of tolerance…
Have you ever wondered why some locomotive parts can't be made directly from design drawings? This article explores the fascinating world of sheet metal bending, highlighting common challenges and innovative…