Have you ever wondered how the steel in your car or the pipes in your home are made? This article dives into the fascinating world of forging and rolling, two essential metal processing techniques. Learn the key differences, advantages, and which method suits your needs best.
Forging and rolling are two fundamental metal processing techniques that have been instrumental in shaping the manufacturing landscape. While both methods involve the application of force to reshape metal, they differ significantly in their approach, equipment, and impact on material properties. This article provides an in-depth exploration of these critical metalworking processes, their variations, and their implications for product quality and manufacturing efficiency.
Forging, a process dating back to ancient times, involves the application of localized compressive forces to plastically deform metal into a desired shape. This technique can be further categorized into free forging, where the metal is shaped between flat dies, and closed-die forging, which utilizes specially designed die cavities to produce more complex geometries. Advanced variations such as precision forging and near-net-shape forging have emerged to minimize material waste and subsequent machining operations.
Rolling, on the other hand, is a continuous or semi-continuous process where metal is passed between rotating rolls to reduce its cross-sectional area and achieve desired dimensions and properties. The process can be classified into flat rolling, used for producing sheet and plate products, and profile rolling, which creates various structural shapes. Specialized techniques like ring rolling for seamless rings and thread rolling for fasteners have also been developed to meet specific industry needs.
Both forging and rolling offer distinct advantages in terms of material properties and production capabilities:
Forging:
Enhances mechanical properties through grain refinement and improved microstructure
Capable of producing complex shapes with internal geometries
Offers excellent strength-to-weight ratios in finished parts
Suitable for both small batch and high-volume production
Rolling:
Provides excellent dimensional control and surface finish
Highly efficient for producing long, continuous products
Allows for precise control of material thickness and width
Cost-effective for high-volume production of standardized shapes
The choice between forging and rolling depends on various factors, including the desired part geometry, production volume, material properties requirements, and economic considerations. For instance, forging is often preferred for critical components in aerospace and automotive industries where superior mechanical properties are paramount. Rolling, conversely, is the go-to process for producing sheet metal, structural shapes, and rail tracks where consistent cross-sectional properties are crucial.
Recent advancements in both techniques have further expanded their capabilities and efficiency. Computer-aided simulation and design tools now allow for optimized die designs in forging and roll pass sequences in rolling, minimizing trial-and-error approaches. Additionally, the integration of automation and sensors has led to improved process control and quality assurance in both methods.
As the manufacturing industry continues to evolve, understanding the nuances of forging and rolling becomes increasingly important for engineers, designers, and industry professionals. By leveraging the strengths of each technique and considering their impact on material properties, product quality, and production efficiency, manufacturers can make informed decisions to optimize their metalworking processes and maintain a competitive edge in the global market.
Rolling
What is rolling?
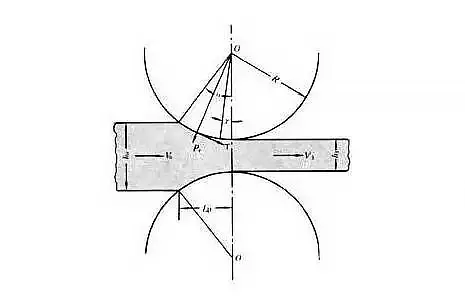
A pressure processing method in which a metal blank is passed through the gap between a pair of rotating rolls with various shapes, causing the cross-section of the material to decrease and its length to increase as a result of the compression from the rolls. This method is the most commonly used production technique for steel and is mainly used to produce profiles, plates, and tubes.
Types of rolling
According to the movement of rolled parts, rolling can be divided into longitudinal rolling, cross- rolling and skew rolling.
Longitudinal rolling
The longitudinal rolling process is a process in which metal passes between two rolls that rotate in opposite directions and produces plastic deformation between them.
Cross-rolling
The movement direction of the rolled piece after deformation is consistent with the roll axis direction.
Skew rolling
The rolling piece moves in a spiral, the rolling piece and the roll axis are not with a special angle.
Advantages
The rolling process can improve the quality of steel by destroying the casting structure of the steel ingot, refining the grain of the steel, and eliminating microstructural defects. This leads to a denser steel structure and improved mechanical properties, particularly in the rolling direction.
Additionally, high temperature and pressure during rolling can weld together any bubbles, cracks, or looseness that may have formed during casting.
Disadvantages
Delamination after rolling: The non-metallic inclusions (mainly sulfides, oxides, and silicates) inside the steel are compressed into thin sheets, resulting in the delamination phenomenon. This greatly decreases the tensile properties of the steel in the thickness direction and may lead to interlayer tearing during weld shrinkage. The strain induced by the weld shrinkage can often be several times the yield point strain, much higher than the strain caused by the load.
Residual Stresses due to Uneven Cooling: Residual stress is internal stress that is in self-equilibrium without external force. Hot-rolled steel products of various cross-sections have this kind of residual stress, which tends to increase with the size of the beam’s cross-section. Although the residual stress is self-equilibrium, it can still impact the performance of the steel component when subjected to external forces, affecting its deformation, stability, and fatigue resistance.
Inaccurate Dimensions: Hot-rolled steel products are challenging to control in terms of thickness and edge width. Thermal expansion and contraction during the cooling process can result in a difference between the initial and final length and thickness. The bigger the difference, the thicker the steel and the more obvious the discrepancy. Therefore, it’s not possible to be too precise about the width, thickness, length, angles, and edge lines of large steel components.
Forging & Pressing
Forging is a sophisticated metal forming process that employs specialized forging and pressing equipment to apply controlled pressure on metal billets, inducing plastic deformation and producing forgings with precise mechanical properties and geometries. This advanced manufacturing technique not only eliminates inherent casting defects but also optimizes the metal’s microstructure during the forming process.
The preservation of continuous metal flow lines during forging results in superior mechanical properties compared to castings of the same material. This intrinsic advantage makes forgings the preferred choice for critical components subjected to high loads and harsh operating conditions, as well as for simpler geometries that could alternatively be fabricated from rolled plate, extruded profiles, or welded assemblies.
Types of Forging
Forging processes can be categorized into three main types:
Free Forging: This method utilizes either impact or continuous pressure to deform the metal between an upper die and a lower die (anvil) to achieve the desired shape. It encompasses both manual forging and mechanized forging operations.
Die Forging: This category includes open-die forging and impression-die forging. The metal workpiece is compressed and deformed within a die cavity of specific geometry to produce forgings. Advanced variations include cold heading, roll forging, radial forging, and precision extrusion.
Flashless Die Forging and Closed-Die Upsetting: These precision techniques eliminate flash formation, resulting in exceptionally high material utilization rates. Complex forgings can be produced in single or multi-stage operations, with reduced force-bearing areas that minimize required loads. However, these methods demand precise control of workpiece volume, accurate die positioning, and strategies to mitigate die wear.
Key Features and Advantages
Forging offers several distinct advantages over casting:
Enhanced Microstructure: The forging process significantly improves the metal’s structure and mechanical properties. Hot working during forging deforms and recrystallizes the as-cast structure, transforming coarse dendrites and columnar grains into a refined, uniform equiaxed recrystallized structure.
Structural Integrity: Forging compacts and effectively “welds” impurities such as segregation zones, porosity, and slag inclusions, resulting in a denser structure with improved plasticity and mechanical properties.
Superior Mechanical Properties: Forgings consistently exhibit higher mechanical properties compared to castings of the same material composition. This is attributed to the preservation of continuous metal fiber orientation and the elimination of casting defects.
Fiber Flow Continuity: The forging process ensures the continuity of the metal’s fiber structure, maintaining consistency in the forging’s shape and preserving the integrity of metal flow lines. This characteristic contributes to enhanced fatigue resistance and overall component performance.
Precision and Performance: Advanced techniques such as precision die forging, cold extrusion, and isothermal forging can produce components with exceptional mechanical properties, dimensional accuracy, and extended service life – characteristics that are unattainable through conventional casting methods.
Forging vsRolling
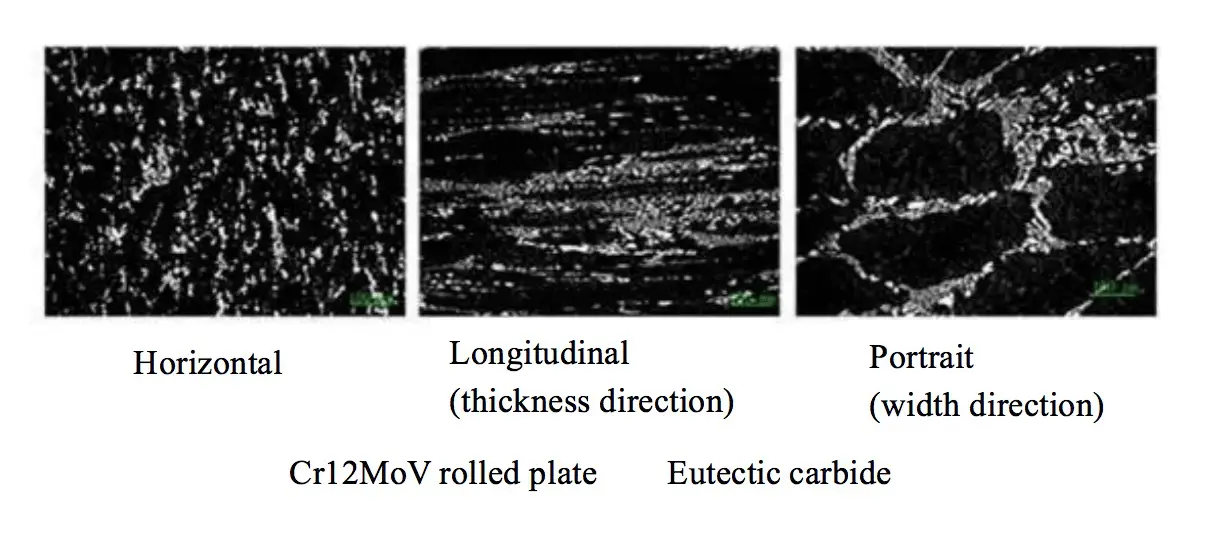
(1) Forgings exhibit superior mechanical property consistency in both axial and radial directions compared to rolled products. This enhanced isotropy translates to significantly improved fatigue resistance and overall longevity. The microstructural uniformity in forgings results in more predictable and reliable performance under varying stress conditions.
The figure below illustrates the metallographic distribution of eutectic carbides along different orientations in a Cr12MoV rolled sheet, highlighting the anisotropic nature of rolled products.
(2) Regarding deformation efficacy, forging imparts a substantially higher degree of plastic deformation compared to rolling. This intensified deformation is particularly effective in breaking down and redistributing eutectic carbides, leading to a more refined and homogeneous microstructure. The severe plastic deformation during forging also contributes to grain refinement and the elimination of porosities, further enhancing material properties.
(3) While forging generally incurs higher processing costs than rolling, the investment is often justified for critical components. Forging is indispensable for: • High-load or impact-resistant parts • Components with complex geometries • Applications demanding stringent mechanical properties or dimensional accuracy
The superior mechanical properties and microstructural integrity of forged parts often result in extended service life and improved reliability, potentially offsetting the initial higher cost through reduced maintenance and replacement frequencies.
(4) Forged parts are characterized by continuous and uninterrupted metal flow lines that conform to the part’s geometry. This continuous grain flow significantly enhances the component’s strength, particularly in areas subject to high stress concentrations.
In contrast, machining operations performed on rolled products can disrupt these flow lines, creating potential stress concentration points and reducing the overall fatigue life of the workpiece. This is particularly critical in applications involving cyclic loading or impact stresses.
The image below comparatively illustrates the metal flow lines in cast, machined, and forged workpieces, emphasizing the superior grain structure continuity in forged components.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever considered the game-changing potential of servo press technology in manufacturing? In this article, we'll explore how these advanced machines are revolutionizing the industry, offering unparalleled precision, efficiency,…
Have you ever wondered how the machines that shape our world are made? This blog takes you on a journey through the top punch press machine manufacturers. You'll learn about…
As an engineer, you know that the devil is in the details when it comes to designing and manufacturing machinery. One crucial aspect that can make or break the quality…
Selecting the right turret punch tooling can significantly impact your production efficiency and product quality. Are you struggling with burrs or die wear in your sheet metal processing? This guide…
Which company tops the list of ironworker machine manufacturers? This article explores the leading brands in the industry, detailing their history, innovations, and product offerings. By reading, you'll gain insights…
Ever wondered how the metal parts in your car or home appliances are made? Metal stamping, a process involving shaping metal sheets with dies, is key. This method offers high…
Have you ever wondered how cars are made so quickly and safely? This article unveils the magic behind automated stamping production lines, where robots replace manual labor, boosting efficiency by…
What materials make stamping dies both robust and precise? Stamping dies require high durability and precision, and materials like steel, carbide, and various alloys play critical roles. This article explores…
Intrigued by the marvels of metal stamping? In this blog post, we dive into the fascinating world of hole flanging, necking, and bulging. Our expert mechanical engineer will guide you…