How does the direction and angle of welding affect weld formation? Understanding these factors is crucial for achieving optimal weld quality. This article explores the basic concepts of welding direction and angle, their effects on weld formation, and practical applications for different welding techniques. By the end, you’ll grasp how varying these parameters can influence the depth, width, and overall quality of your welds, ensuring better control and precision in your welding projects.
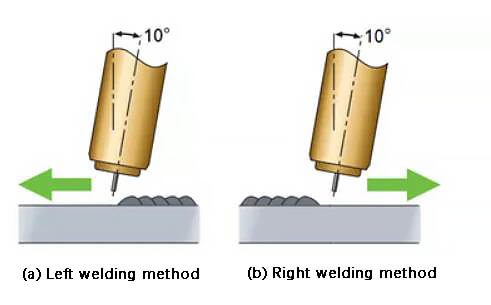
For gas metal arc welding, when the operator holds the welding gun with their right hand, it is typically performed from right to left. This is referred to as the “left welding method,” as the nozzle of the welding gun is at an obtuse angle (>90°) with the welding direction.
Conversely, when welding from left to right with an acute angle (<90°) between the nozzle of the welding gun and the welding direction, it is referred to as the “right welding method.
If the operator holds the welding gun with their left hand, the welding direction is reversed.
Figure 1 provides a visual representation of the left and right welding methods.
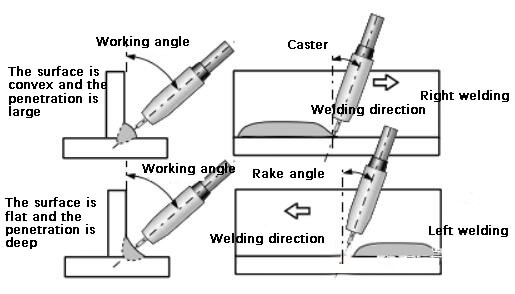
Fig. 1 Schematic diagram of left welding method and right welding method
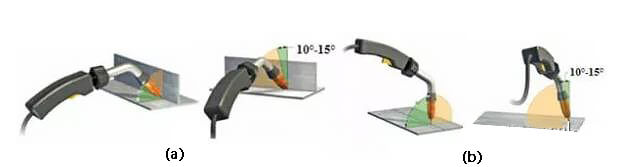
The angle between the axis of the welding gun and the surface of the weldment is referred to as the “working angle.” In the plane where the axis of the welding gun and the welding direction are located, the angle between the axis of the welding gun and a straight line perpendicular to the welding direction is called the “walking angle.”
Figure 2 (a) depicts the working angle and walking angle for a fillet weld, while Figure 2 (b) illustrates the working angle and walking angle for a butt weld.
(a) Working angle and traveling angle of fillet weld (T-joint)
(b) Working angle and traveling angle of butt weld (butt joint)
Fig. 2 Schematic diagram of working angle and walking angle
Typically, the working angle for a fillet weld is 45°, while that of a butt weld is 90°.
The walking angle can be further classified into “rake angle” and “caster angle” based on the direction of welding. When welding in a rightward direction, it is referred to as the “caster angle,” and when welding in a leftward direction, it is known as the “rake angle.”
1.2 Effect on weld formation
When the direction and angle of welding vary, the behavior of the arc and weldment also changes.
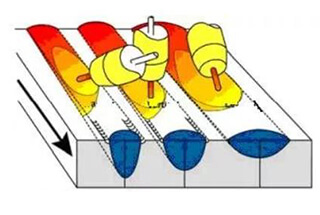
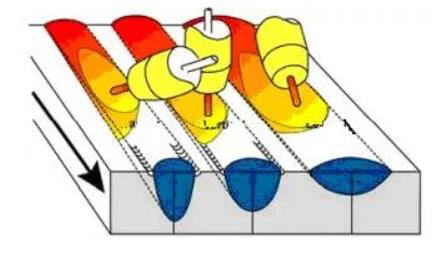
During right welding, the majority of the arc acts directly on the weldment, while during left welding, the majority of the arc affects the liquid molten pool. As a result, under similar welding current, arc voltage, and welding speed, the width and depth of the weld may differ.
Figure 3 provides a visual representation of how the direction and angle of welding affects the formation of the weld.
(a) Schematic diagram of the influence of butt weld welding direction and travel angle on weld formation
(b) Schematic diagram of influence of fillet weld welding direction and travel angle on weld formation
Fig. 3 Schematic diagram of welding direction and angle and its influence on weld formation
In addition to affecting the weld formation, the welding direction and walking angle also have an impact on the welder’s view of the weld pool, the size of spatter, and the effectiveness of gas shielding.
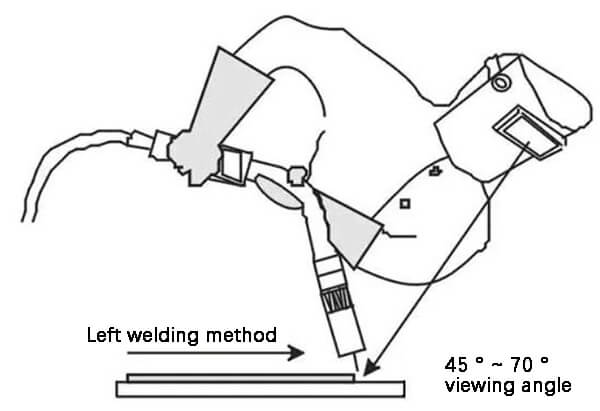
When welding with the left hand, the welder should observe the welding arc and pool from one side of the welding arc at an angle of 45° to 70°, which makes it easier to monitor the melting of the end of the welding wire and changes in the weld pool.
However, when welding in the right direction, the presence of the welding gun obstructs the welder’s line of sight, making it more challenging to perform the weld.
Figure 4 provides a schematic diagram of the optimal viewing angle for the welder during left welding (for a flat welding position).
Fig. 4 Perspective of left welding (flat welding position) operator
When the walking angle is large, it becomes easier for air to be drawn into the weld, resulting in the formation of pores. To prevent this, the downward walking angle is typically set at 10° to 15°.
Additionally, the direction of welding also affects the size of spatter produced during the process. Left welding typically results in larger spatter, while right welding produces smaller spatter.
2. Application of welding direction and angle
Given the significant impact of the welding direction and angle on factors such as weld formation, spatter size, and gas shielding, different welding directions are utilized in actual welding production based on technical requirements and situational factors.
A table outlining the typical practical applications of various welding directions is provided for reference.
Table – Practical application of welding direction
Application
Right welding method
Left welding method
Flat welding
sheet
Not suitable, because large penetration is easy to burn through
Suitable, because the baking depth is shallow and the weld is flat.
plate
Suitable, because it can ensure good fusion
Not suitable, because of the shallow penetration, the penetration cannot be guaranteed.
Transverse welding
Single pass welding
Not suitable because narrow and deep welds tend to form convex welds
Suitable, because it is easy to obtain wide and flat welds.
Multi pass welding
Suitable for backing welding and filling welding
Suitable for cover welding
Vertical upward welding
arbitrarily
unsuited
fit
Vertical downward welding
arbitrarily
fit
unsuited
3. Conclusion
3.1 The left welding method is characterized by shallow penetration and a wide weld bead, making it well-suited for welding thin plates. On the other hand, the right welding method is known for its deep penetration and narrow weld bead, making it ideal for welding medium and heavy plates.
3.2 A small walking angle results in a deep melting depth and effective protection of the molten pool. Conversely, a large walking angle leads to shallow penetration and poor protection of the weld pool. For optimal results, a walking angle of 10° to 15° is recommended to ensure good protection of the weld pool.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Achieving a flawless weld requires more than just skill; it hinges on mastering the interplay between voltage and current. These two parameters are the lifeblood of welding, dictating everything from…
Have you ever wondered why welded structures sometimes fail despite their robust appearance? This article dives into the hidden challenges of welding, exploring how uneven heating and cooling can lead…
Welding deformation in stainless steel can lead to significant issues in metal fabrication. The article explores various methods to control and correct these deformations, such as using copper plates, water…
Welding copper and its alloys is a unique challenge due to their high thermal conductivity and tendency to crack. This article covers various welding techniques, materials, and preparation methods essential…
Why do some welds succeed while others fail? The secret lies in understanding the welding thermal process. This article dives into the critical aspects of how heat affects metal during…
What if you could weld metals together without any heat, just by applying pressure? Cold pressure welding does just that, achieving a solid bond by pressing metals together at room…
Have you ever wondered how to weld two of the most challenging metals, copper and stainless steel, together? This article breaks down the complexities of welding these dissimilar metals, covering…
Have you ever wondered how thin sheet metal is flawlessly joined in complex machinery? This article explores the fascinating world of welding techniques, from manual arc welding to MIG and…
Imagine you're in a workshop, surrounded by the sizzle and spark of welding torches. Have you ever wondered what makes one welding method different from another? This article takes you…