Enfriamiento en agua frente a enfriamiento en aceite: ¿cuál es la diferencia para el acero 35CrMo?
¿Qué hace que el temple en agua y el temple en aceite sean tan diferentes para el acero 35CrMo? Este artículo explora los distintos efectos de estos dos métodos sobre la dureza y las propiedades mecánicas del acero. Al comparar los resultados de ambas técnicas, el artículo arroja luz sobre qué método se adapta mejor a las necesidades específicas de fabricación. Los lectores obtendrán información sobre el proceso de temple óptimo, la comprensión del equilibrio entre resistencia y flexibilidad y las ventajas económicas de cada método.
El acero 35CrMo, material habitual en las piezas de nuestra empresa, suele templarse y revenirse mediante enfriamiento con aceite o enfriamiento con agua y enfriamiento con aceite. Sin embargo, desde que se ha puesto en marcha el horno polivalente de la línea de producción, no se puede completar el proceso de enfriamiento en aceite con temple en agua.
Como resultado, las piezas templadas en aceite, especialmente las de barras laminadas sin tratamiento superficial, muestran una dureza baja y no cumplen los requisitos de embutición. Esto requiere un enfriamiento secundario, lo que repercute negativamente en el rendimiento de las piezas, aumenta los costes de producción y provoca pérdidas innecesarias.
Un análisis ha revelado que la baja dureza se debe principalmente a una velocidad de enfriamiento insuficiente. Basándose en los datos pertinentes y en la experiencia de producción de otras plantas de tratamiento térmico, el enfriamiento de las barras de acero 35CrMo con salmuera puede aumentar la velocidad de enfriamiento.
Dado que nuestra empresa no ha utilizado anteriormente el temple al agua en la producción de barras de acero 35CrMo, necesitamos probar tanto el método de temple al agua como el de temple al aceite y comparar sus propiedades mecánicas antes de decidirnos a aplicar el temple al agua para las barras de acero 35CrMo.
1. Determinación del plan de pruebas
(1) Materiales de ensayo
El material de ensayo es 35CrMo barra de acero producido por nuestra empresa( φ 60mm), véase la Tabla 1 para la composición química.
Tabla 1 Composición química del 35CrMo Barra de acero (Análisis de masas) (%)
Proyecto
C
Si
Mn
Cr
Mo
S
P
Cu
Ni
Norma nacional
0.32~0.40
0.17~0.37
0.40~0.70
0.80~1.10
0.15~0.25
≤0.035
≤0.035
≤0.30
≤0.30
Materiales de prueba
0.36
0.26
0.56
0.99
0.17
0.03
0.02
0.1
0.1
(2) Instrumentos y equipos de prueba
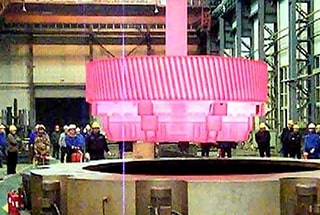
En la figura 1 se representa la línea de producción de equipos de ensayo de hornos polivalentes. La máquina de ensayo universal electrónica se controla mediante el durómetro Rockwell y el microordenador CMT8202.
Fig. 1 Línea de producción de hornos multifunción
(3) Método de ensayo
La prueba consta de dos partes: una comparación de la profundidad de la capa endurecida entre dos métodos de temple.
Las muestras de ambos métodos de temple se someten a un ensayo de tracción, y se comparan los resultados de su resistencia a la tracción y alargamiento.
2. Proceso de prueba y análisis de resultados
2.1 Profundidad de endurecimiento
Tomar una barra de φ60mm como muestra de ensayo, y llevar a cabo el temple en aceite y el temple en agua.
Las barras de acero 35CrMo pueden someterse a temple en aceite y en agua, y la dureza puede ajustarse para alcanzar 28-30HRC mediante el ajuste de la temperatura de revenido.
(1) Proceso de temple en aceite
Enfriamiento 860 ℃, mantenimiento durante 45min, enfriamiento del aceite a 150 ℃;
Templar a 520 ℃, mantener durante 90min, y enfriar al aire hasta temperatura ambiente. La curva de proceso se muestra en la Fig. 3.
Fig. 3 Curva del proceso de enfriamiento del aceite
(2) Proceso de enfriamiento con agua
Enfriamiento 860 ℃, mantenimiento 45min, enfriamiento con agua a 150 ℃;
Templar a 580 ℃, mantener durante 90min, y enfriar al aire hasta temperatura ambiente. La curva de proceso se muestra en la Fig. 4.
Fig. 4 Curva del proceso de enfriamiento con agua
La barra de prueba se procesa en una muestra de tracción para la prueba de tracción, y los resultados se muestran en la Tabla 3.
De la tabla 3 se desprende que la resistencia tras el temple en agua es relativamente alta y la tenacidad relativamente baja, con poca diferencia en conjunto.
Según los resultados de las pruebas, puede deducirse que, si bien la resistencia a la tracción ha mejorado significativamente, el alargamiento ha disminuido con la misma dureza superficial. Esto se debe a la rápida velocidad de enfriamiento por enfriamiento con agua, que da lugar a una capa endurecida profunda y a una dureza elevada.
Esta solución resuelve el problema de la dureza insuficiente de las barras de acero 35CrMo después del temple en aceite.
3. Análisis de beneficios
Cambiar algunas piezas de acero 35CrMo a un proceso de temple en agua no sólo puede satisfacer los requisitos de producción y reducir la tasa de retrabajo, sino también ahorrar costes. El ahorro de electricidad es igual al coste de electricidad de las repeticiones más el coste de electricidad ahorrado por el proceso existente. El cálculo es el siguiente Ahorro de electricidad = (209 × 1,5 + 78 × 3) × 120 (aprox. 120 calores de producción de acero 35CrMo al año) × 10% × 1,2 + 91 (potencia de la lavadora) × 0,5 × 120 × 1,2 yuanes = 14436 yuanes.
Ahorro de costes laborales = (tiempo ahorrado+tiempo de retrabajo) × número de operarios × horno de producción anual × precio unitario de la hora hombre=(0,5+4,5×10%)×2×120×8,571yuanes = 1954yuanes.
Ahorro de material = (aceite de temple pérdida por horno+pérdida de líquido de limpieza) × calores anuales de producción=(50+20) × 120 yuanes = 8400 yuanes.
El total anual es de unos 24790 yuanes.
4. Conclusión
Las barras de acero 35CrMo pueden templarse con agua en lugar de aceite.
La dureza no sólo puede cumplir los requisitos, sino que además apenas afecta a las propiedades mecánicas generales.
Además de estos beneficios, la tasa de retrabajos ha disminuido significativamente, lo que se traduce en una mejora de la eficacia de la mano de obra y una reducción de los costes de producción. Por otra parte, el uso de una temperatura de enfriamiento más baja y la eliminación del humo de aceite generado en el proceso de enfriamiento por aceite del material se traducen en una mejora de los beneficios económicos, así como en un ahorro de energía y una reducción de las emisiones.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se puede conseguir que el acero sea increíblemente fuerte y flexible a la vez? Esta entrada del blog le descubrirá el fascinante mundo del temple, un proceso de tratamiento térmico crucial en...
¿Por qué se someten las piezas de acero al temple y revenido? Este proceso crucial de tratamiento térmico mejora la resistencia, plasticidad y tenacidad del acero, haciéndolo adecuado para aplicaciones exigentes. Para entender...
¿Alguna vez se ha preguntado por qué el aceite de temple es crucial en el tratamiento térmico? Este artículo profundiza en los principios y métodos para seleccionar el aceite de temple adecuado, destacando su papel en el control del enfriamiento...
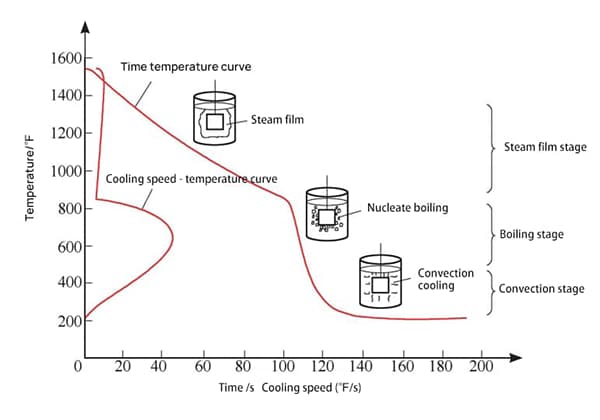
¿Por qué algunos metales se enfrían de forma desigual durante el enfriamiento, lo que provoca defectos? El fenómeno de la formación de una película de vapor durante el enfriamiento es un factor crucial. Este artículo explora cómo la película de vapor...
¿Se ha preguntado alguna vez por qué es tan importante el medio de refrigeración utilizado en el temple? La elección del medio de enfriamiento adecuado puede determinar la calidad interna y la forma de...
¿Se ha preguntado alguna vez por qué sus piezas templadas carecen de la dureza esperada? Este problema común en los procesos de tratamiento térmico puede afectar gravemente al rendimiento de sus componentes. Este artículo...
¿Alguna vez se ha preguntado qué hace que los intrincados moldes utilizados en objetos cotidianos sean tan precisos y duraderos? Este artículo explora los 24 materiales metálicos más utilizados en la elaboración de moldes....
¿Alguna vez se ha preguntado por qué aparecen grietas en las piezas metálicas durante su fabricación? En esta interesante entrada del blog, nos adentraremos en el intrigante mundo de las grietas de forja, las grietas de tratamiento térmico y...
¿Por qué son tan importantes los tornillos de alta resistencia en la ingeniería moderna? A medida que las máquinas y las estructuras se hacen más potentes y complejas, las exigencias a los tornillos aumentan exponencialmente. Este artículo profundiza en los materiales...