Parámetros de plegado de la plegadora CNC: Explicación del ajuste
¿Alguna vez se ha preguntado cómo ajustar una plegadora CNC para obtener un rendimiento óptimo? Este artículo profundiza en los ajustes clave necesarios para los parámetros de plegado, como los ajustes de carrera y la presión de trabajo. Aprenderá a programar posiciones de punto muerto superior, puntos de velocidad variable y a calcular la presión hidráulica necesaria. Tanto si su objetivo es la precisión como la longevidad de su equipo, la comprensión de estos ajustes es crucial para un trabajo eficiente y preciso del metal. ¿Está listo para mejorar las capacidades de su plegadora CNC? Empecemos.
Durante el proceso de trabajo, las posiciones del punto muerto superior, el punto de cambio de velocidad y el punto muerto inferior de la plegadora CNC deben ajustarse de acuerdo con los requisitos del proceso para plegar la pieza de trabajo. La presión de trabajo del sistema hidráulico también debe ajustarse de acuerdo con la fuerza de plegado real.
Ajuste de la carrera
Ajuste del punto muerto superior
La posición de punto muerto superior puede ajustarse programando el elemento "apertura" del controlador para cambiar las posiciones superior e inferior. Consulte la sección "Sistema CNC manual de instrucciones" para más detalles.
Ajuste del punto de velocidad variable
El punto de velocidad variable es la posición del cilindro cuando pasa de la velocidad en vacío a la velocidad de trabajo. La posición del punto de cambio puede ajustarse programando el elemento "punto de cambio" del controlador.
Ajuste del punto muerto inferior
Una vez que el cilindro ha completado la carrera de trabajo, la posición del punto muerto inferior puede ajustarse programando el elemento "Valor del eje Y" del controlador.
Ajuste de la presión de trabajo del sistema hidráulico
La presión necesaria para la flexión puede calcularse utilizando el método de la tabla o el método de la fórmula, y se prefiere el método de la tabla.
Cálculo de la presión por el método de la fórmula
La presión de flexión necesaria puede calcularse a partir de la siguiente fórmula de flexión:
La nueva unidad internacional estándar de fuerza es el Newton.
1kgf ≈ 10N
1tf ≈ 10000N=10kN
1MPa ≈ 10bar
Por ejemplo:
Material de la placa: 16Mn, σ b = 530N/mm², espesor de la placa: S = 15mm, longitud de la placa: L = 10000mm = 10m
Troquel inferior distancia de apertura: V = 8 × S=8 × 15 = 120mm
Calculado fuerza de flexión F1 = 1,42×10000×530×15²/(1000×120) ≈ 14000 (KN)
Teniendo en cuenta la influencia de diversos factores, se añadirá la reserva 10% para calcular la fuerza de flexión.
Por lo tanto, F2=1,1 × F1 = 1,1 × 14000=15400(kN).
Cálculo de la presión mediante el método de consulta de tablas
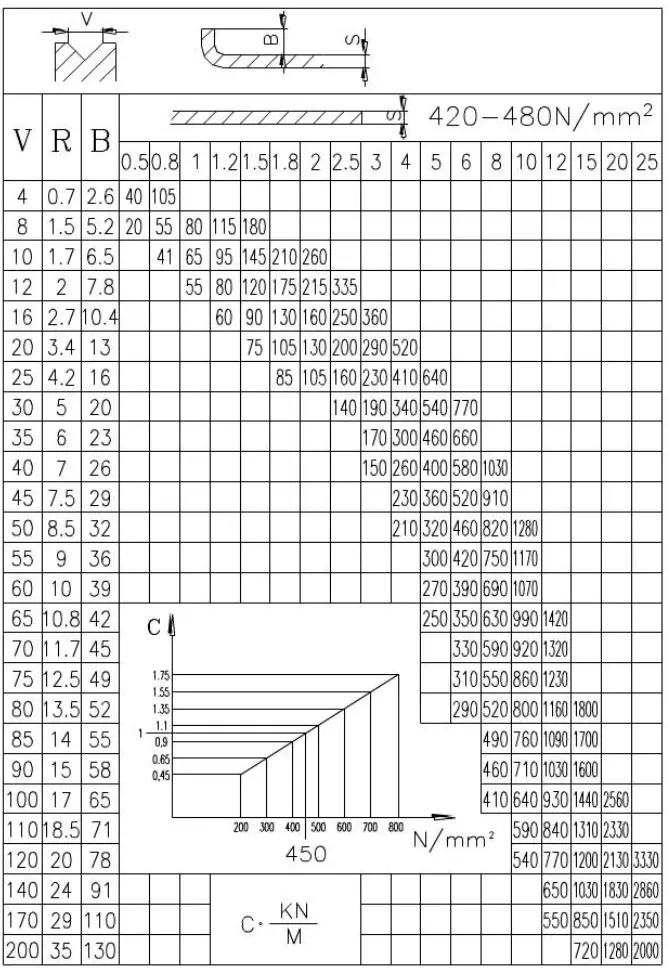
La tabla de presiones de flexión se muestra en la figura siguiente.
El valor de la fuerza de flexión en la tabla se da cuando σ b = 450N/mm², y su unidad es KN/m.
En la tabla,
S - espesor de la chapa (mm)
V - anchura de apertura de la matriz inferior (mm, 8 × espesor de la chapa)
Puede utilizar la tabla de presión de flexión para determinar la presión de flexión necesaria.
Por ejemplo:
De la tabla se desprende que en la intersección del espesor de chapa S = 15mm y la distancia de apertura V = 120mm, la fuerza de flexión por metro es F3 = 1200kN/m
Dado que σ b = 530N/mm², comprueba la tabla C ≈ 1.18. (530/450≈1.18)
Calcular la fuerza de flexión: F1=F3 × L × C=1200 × 10 × 1,18 ≈ 14000 (kN)
La fuerza de flexión requerida se calculará sumando la reserva 10%.
Por lo tanto, la fuerza de flexión requerida F2=1,1 × F1=1,1 × 14000=15400 (kN)
Ajuste de la presión de trabajo
Si la fuerza de flexión calculada F2 de una longitud de flexión es inferior a la fuerza de salida de la máquina P de la tabla anterior, debe reducirse la presión de trabajo del sistema hidráulico para reducir la temperatura del aceite y mejorar la vida útil de los componentes hidráulicos.
La presión de trabajo Q del sistema hidráulico puede calcularse mediante la siguiente fórmula:
Q=28 × F2/P(MPa)
La presión de trabajo del sistema hidráulico puede ajustarse mediante el controlador de la máquina herramienta.
Durante el ajuste, compruebe el valor P correspondiente en la tabla de presión de plegado de acuerdo con la fuerza de plegado real, e introdúzcalo en el ordenador.
Cantidad convexa de la mesa de trabajo
El banco de trabajo y el ariete se apoyan en dos puntos a lo largo de toda su longitud.
Bajo la acción de la fuerza de carga P, se producirá una deformación, y la cantidad de deformación se representa por f (consulte la figura siguiente).
Para resolver este problema, la máquina adopta un "convexo" móvil en la mesa de trabajo para compensar la deformación de la mesa de trabajo y el carnero y mejorar la precisión del ángulo y el rectitud de la pieza.
La cantidad convexa ajustable de la mesa de trabajo oscila entre 0 y 2,0 mm.
Durante el funcionamiento, determine el valor convexo en función del carga de flexión fuerza (o la diferencia de ángulo entre los dos extremos de la pieza y el centro) y, a continuación, introducirla en el controlador para su funcionamiento.
Hay un pequeño orificio y un conjunto de números en el extremo del motor de ajuste convexo, que sirven como posiciones de referencia del orificio de medición y del punto cero convexo, respectivamente. Esto facilita a los usuarios la determinación del punto cero convexo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Por qué se deforman los cilindros de las plegadoras CNC y se producen costosos retrasos en la producción? En este artículo se analizan las causas habituales de la deformación de los cilindros de las plegadoras CNC, desde el uso prolongado...
En comparación con las plegadoras convencionales, las plegadoras CNC tienen muchas ventajas a la hora de mejorar la eficacia del trabajo. A continuación, explicamos estas ventajas en 6 aspectos. Interfaz gráfica de usuario La interfaz de usuario sirve...
¿Alguna vez ha tenido problemas para elegir el controlador de plegadora adecuado para sus necesidades de fabricación? En este artículo, exploraremos las diferencias entre los sistemas NC y CNC, ayudándole a...
¿Alguna vez ha tenido problemas para conseguir precisión y eficacia al utilizar una plegadora CNC? Este artículo se sumerge en consejos prácticos para optimizar las operaciones de su plegadora CNC,...
¿Se ha preguntado alguna vez qué hace que una plegadora CNC sea tan precisa y potente? Este artículo profundiza en los componentes esenciales que contribuyen a su eficacia, desde la robusta bancada...
¿Alguna vez se ha preguntado cómo mantener su plegadora CNC en perfecto estado? El mantenimiento de su máquina implica algo más que una limpieza ocasional; se trata de garantizar que cada pieza, desde el sistema hidráulico...
¿Tiene problemas con los doblados inconsistentes en su plegadora CNC? Este artículo desmitifica los ajustes críticos necesarios para una sincronización y precisión perfectas. Desde la puesta a punto del servosistema electrohidráulico...
La instalación de una prensa plegadora CNC puede parecer desalentadora, pero es esencial para la precisión en el trabajo del metal. Esta guía cubre los pasos críticos: levantar la máquina, asegurar una base adecuada, hacer...
¿Alguna vez se ha preguntado cómo consiguen las plegadoras CNC una sincronización precisa? Este artículo profundiza en el sistema electrohidráulico que hay detrás de las plegadoras CNC, explicando cómo funcionan componentes como los cilindros hidráulicos y las válvulas proporcionales....