En esta entrada del blog exploraremos el fascinante mundo de la flexión por aire y los diagramas de fuerzas que la hacen posible. Acompáñenos mientras profundizamos en la ciencia que hay detrás de este proceso crucial y descubra cómo da forma a los productos que utilizamos cada día. Prepárese para maravillarse con el ingenio y la precisión que se esconden detrás de cada plegado.
Nuestra tabla de fuerza de plegado en aire, basada en los datos de la experiencia de clientes de diversos sectores de todo el mundo, proporciona una guía autorizada para ayudarle a determinar fácilmente la presión mínima de plegado, la longitud mínima de la brida y el radio de curvatura correspondientes a diferentes aberturas en V al plegar acero dulce y acero inoxidable.
Con este gráfico, puede ahorrar tiempo y aumentar la eficacia en su proceso de plegado.
Además, nuestro prensa plegadora puede ayudarle a calcular la fuerza de plegado necesaria para su producto de chapa específico.
Somos conscientes de la importancia de seleccionar la apertura en V más adecuada, y nuestra tabla muestra la relación óptima entre el grosor del metal y la anchura de la apertura en V.
Principios de curvado neumático
Requisitos de tonelaje
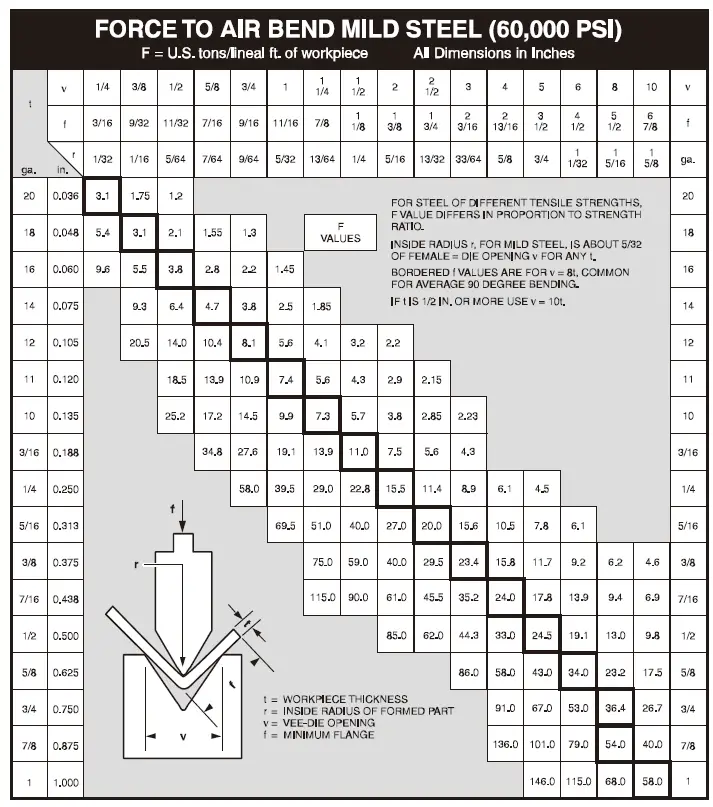
El plegado por aire es el método preferido para chapa conformada material con una combinación de punzón y matriz. El menor tonelaje de conformado permite prensas plegadoras de menor capacidad para fabricar las piezas conformadas.
En la figura siguiente se detalla la relación entre el espesor del material y la apertura de la matriz para una resistencia a la tracción del material especificada de 60.000 PSI. Tenga en cuenta que, dado que la resistencia a la tracción de la mayoría de los aceros dulces en Norteamérica supera los 60.000 PSI, pueden ser necesarios valores de tonelaje superiores.
Tabla de tonelaje
Nota: La tabla anterior ilustra los valores de tonelaje adecuados para curvar al aire acero dulce con propiedades de tracción de 60.000 PSI. Debe tenerse en cuenta que la mayoría de las acerías norteamericanas están produciendo metales más duros con propiedades mecánicas típicas de 44.000 PSI de límite elástico y hasta 80.000 PSI de resistencia a la tracción. Los valores de tonelaje requeridos para formar estos metales son sustancialmente más altos y deben tenerse en cuenta en la selección de una prensa plegadora.
Relación entre el espesor de la matriz y el material
La práctica industrial estándar para dimensionar la abertura de la matriz es: ocho veces el grosor del material cuando es inferior a 1/2", diez veces el grosor del material cuando es igual o superior a 1/2".
En el caso de materiales con tratamiento térmico, algunas hojas de datos de materiales pueden especificar aberturas de matriz mayores para evitar que la forma conformada se agriete.
En el caso de las chapas de calibre y las chapas ligeras, el radio de punzonado suele ser igual al espesor del material. Para chapas gruesas, el radio de punzonado suele ser de una vez y media a tres veces el grosor del material, en función de las propiedades de la chapa que se esté conformando.
Gráfico de fuerzas de flexión del aire Antecedentes
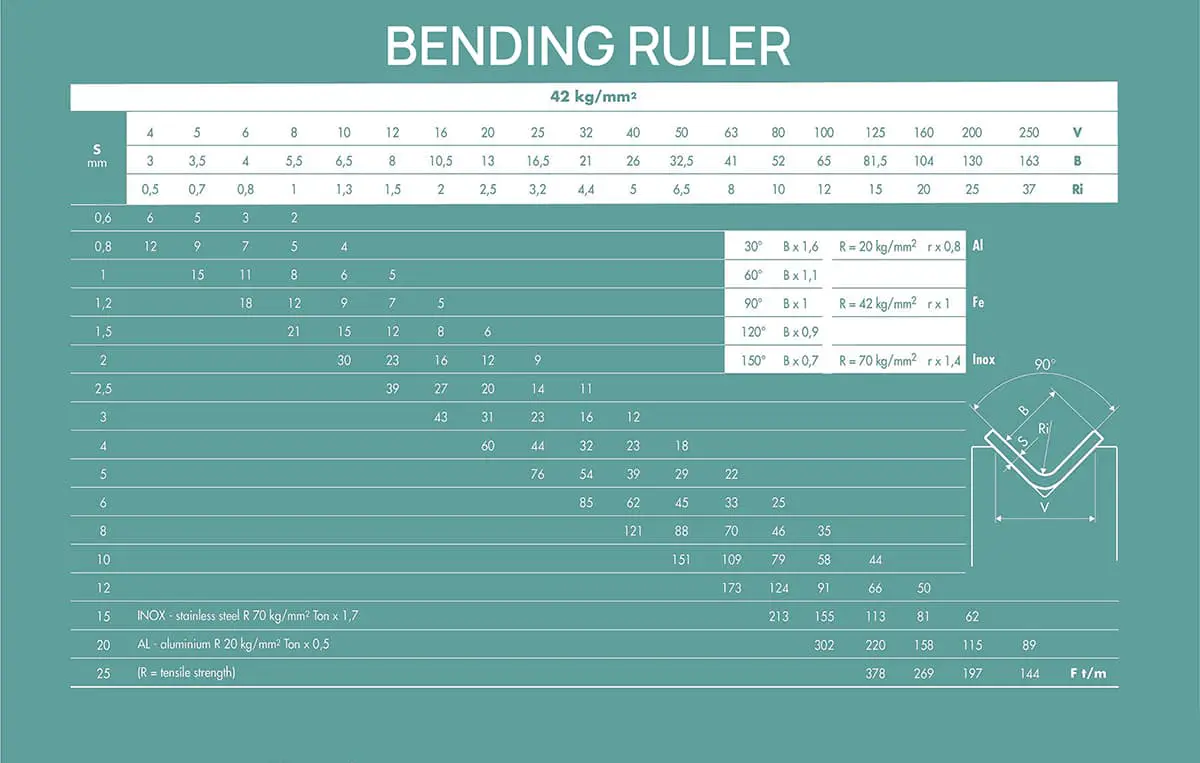
La tabla de fuerza de plegado por aire registra la anchura en V de la matriz inferior estándar y la fuerza de plegado necesaria correspondiente al plegado de diferentes chapas metálicas y se ha convertido en una especificación general de la industria.
Sin embargo, al principio no existía tal especificación.
En aquel momento, Amada recopiló y resumió los datos de la experiencia de clientes de diversas industrias de todo el mundo y, finalmente, elaboró la siguiente tabla de fuerza de flexión autorizada para el proceso de flexión.
A través de esta tabla de fuerzas de flexión, puede determinar fácilmente la presión de flexión mínima, la longitud de brida mínima y radio de curvatura correspondientes a diferentes aberturas en V al doblar acero dulce y acero inoxidable.
t - Espesor del material
F - Tonelaje por 1 metro
ir - radio interior
b - longitud mínima de la brida
V - Ancho V
Tabla de fuerzas de flexión del aire - Acero dulce
Tabla de fuerzas de flexión del aire - Acero inoxidable
Plegado por aire en la fabricación de chapas metálicas
El plegado por aire es un método utilizado en la fabricación de chapas metálicas para dar al metal las formas y ángulos deseados utilizando una prensa plegadora. A diferencia de otras técnicas de plegado, el plegado por aire permite una mayor flexibilidad y precisión, ya que el metal no se presiona completamente hasta el fondo de la matriz. Este proceso deja un espacio, o "cámara de aire", entre el metal y la matriz, lo que permite controlar mejor el ángulo de plegado y reducir el riesgo de plegado excesivo o deformación del material.
Componentes de Air Bending
Perforar y troquelar
Las principales herramientas utilizadas en el plegado por aire son el punzón y la matriz. El punzón es la herramienta superior que presiona la chapa, mientras que la matriz es la herramienta inferior con una cavidad en forma de V o de U en la que se dobla el metal. Por ejemplo, en la fabricación de soportes para aplicaciones de automoción, puede utilizarse una matriz en forma de V para crear ángulos precisos que se ajusten a requisitos de montaje específicos. La selección del punzón y la matriz depende de factores como el tipo de metal, su grosor y el ángulo de doblado necesario.
Entrehierro
La característica que define el plegado por aire es el espacio de aire entre el metal y el fondo de la matriz. El punzón se detiene antes de presionar completamente el metal en la matriz, lo que permite ajustar el ángulo de plegado variando la profundidad del descenso del punzón. Este espacio de aire ayuda a mantener la integridad del metal y evita deformaciones no deseadas. En situaciones en las que se requieren tolerancias estrechas, como en los componentes aeroespaciales, el control del entrehierro es crucial para lograr las especificaciones deseadas.
Proceso de plegado por aire
Colocación de la chapa: La chapa se coloca en la matriz, alineada correctamente con el punzón.
Ejercer presión: El punzón desciende y presiona la chapa, iniciando el plegado.
Formación de la curva: El ángulo de plegado se controla mediante la profundidad a la que desciende el punzón en la matriz y la forma de la propia matriz.
Liberar el material: Una vez alcanzado el ángulo de doblado deseado, se retrae el punzón y se retira el metal doblado.
Evaluación y ajuste: Se inspecciona la curva y, si es necesario, se realizan ajustes en la profundidad del punzón para conseguir el ángulo preciso.
Añadir ayudas visuales para ilustrar estos pasos puede mejorar la comprensión. Por ejemplo, los diagramas que muestran la alineación de la chapa, el punzón descendente y la curva resultante pueden aportar claridad al proceso.
Ventajas de Air Bending
El curvado por aire ofrece varias ventajas sobre otros métodos de curvado, como el curvado por el fondo o el acuñado.
Flexibilidad: El plegado por aire permite una amplia gama de ángulos de plegado con un solo juego de herramientas, lo que reduce la necesidad de cambiar varias veces de herramienta. Esto resulta especialmente beneficioso en entornos de producción en los que es necesario realizar ajustes rápidos.
Precisión: La capacidad de controlar el ángulo de plegado con la profundidad del punzón proporciona una gran precisión en el proceso de plegado. Esto es esencial en industrias como la electrónica, donde la precisión de los ángulos puede repercutir en la funcionalidad de los componentes.
Conservación de materiales: El entrehierro reduce el riesgo de sobredoblado y el desperdicio de material, garantizando un uso eficiente de los recursos. Esta ventaja puede suponer un importante ahorro de costes en operaciones a gran escala.
Versatilidad: Este método puede utilizarse con varios tipos de metales, como acero dulce, aluminio y acero inoxidable, lo que lo hace adecuado para diversas aplicaciones. Por ejemplo, en aplicaciones arquitectónicas, el plegado por aire puede crear diseños intrincados en paneles de aluminio que realzan el atractivo estético al tiempo que mantienen la integridad estructural.
Preguntas frecuentes sobre la tabla de fuerzas de flexión del aire
¿Cómo leer la tabla de fuerzas de flexión del aire?
Puede obtener la siguiente información del aire fuerza de flexión gráfico anterior si se conocen los datos del espesor del metal y del rayo interior de flexión:
Fuerza de flexión necesaria para doblar chapa metálica de 1 metro de longitud
Anchura de apertura en V
Longitud mínima de la brida
¿Cómo elegir la apertura en V más adecuada?
La apertura en V se refiere a la distancia a través del troquel inferior y la apertura en V de la matriz debe seleccionarse en función del espesor de la chapa. La tabla de plegado por aire anterior muestra la relación óptima entre el grosor de la chapa y la anchura de la abertura en V.
Sin embargo, hay otros factores que afectan a la selección del ancho en V, como la longitud de las bridas, el radio de curvatura interior, el tonelaje de la prensa plegadora y la capacidad del utillaje.
¿Cuál es la mejor relación entre el espesor del metal y la abertura en v?
Material Grosor (t)mm
0.5-2.5
3.0-8.0
9.0-10.0
≥12.0
Ancho V
6xt
8xt
10xt
12xt
¿Qué es el plegado por aire en la fabricación de chapa metálica?
El plegado por aire en la fabricación de chapas metálicas es una técnica que se utiliza para crear pliegues en chapas metálicas sin que el metal entre totalmente en contacto con la matriz. En este proceso se utiliza una prensa plegadora equipada con un punzón y una matriz en forma de V o de U. El punzón presiona la chapa hacia abajo, empujándola hacia la matriz, pero se detiene antes de que ésta entre en contacto con la chapa. El punzón presiona la chapa, empujándola hacia la matriz, pero se detiene antes de llegar al fondo, dejando un espacio entre el metal y la matriz. Este espacio, o "entrehierro", permite lograr diversos ángulos de curvatura sin que el metal se ajuste totalmente a la forma de la matriz.
Los componentes clave del plegado por aire son el punzón y la matriz, que determinan la forma y el tamaño del plegado, y el entrehierro, que proporciona la flexibilidad necesaria para diferentes ángulos y radios. El proceso comienza con la configuración del punzón y la matriz en función del tipo, el grosor y el ángulo de curvatura de la chapa. A continuación, la chapa se coloca en la matriz y se alinea con el punzón. A medida que el punzón desciende, dobla el metal dentro de la matriz, deteniéndose antes de llegar al fondo para crear el espacio de aire.
El plegado por aire ofrece varias ventajas, como la flexibilidad para producir una gama de ángulos de plegado con la misma configuración de matriz, tiradas de producción más rápidas, costes de utillaje reducidos y un mejor control del proceso de plegado. Sin embargo, también tiene algunas desventajas, como una menor precisión en comparación con el plegado inferior y la posibilidad de que se produzca un springback, es decir, que el metal vuelva parcialmente a su forma original tras el plegado. Esta recuperación elástica puede controlarse sobredoblando o utilizando tecnología de conformado adaptable.
En general, el plegado por aire es un método versátil y eficaz, adecuado para series de producción en las que la alta precisión no es crítica, y para crear piezas con ángulos de plegado variables sin necesidad de cambiar las matrices con frecuencia.
¿Cómo se calcula la fuerza de flexión necesaria para la flexión por aire?
Para calcular la fuerza de plegado necesaria para el plegado por aire en metalurgia, hay que tener en cuenta varios factores clave, como las propiedades del material, la geometría del plegado y el utillaje utilizado. La fuerza de flexión ( F ) puede calcularse mediante la siguiente fórmula:
Dónde:
( F ) es la fuerza de flexión en kN o toneladas.
( TS ) es la resistencia a la tracción del material en kg/mm².
( s ) es el espesor del material en mm.
( L ) es la longitud de la curva en mm.
( V ) es la apertura de la matriz en mm.
Por ejemplo, si se dobla acero dulce con una resistencia a la tracción de 45 kg/mm², un grosor de 2 mm, una longitud de doblado de 100 mm y se utiliza una abertura de matriz de 6 mm, el cálculo sería:
Otras consideraciones a tener en cuenta son el radio interior y el radio mínimo de curvatura. El radio interno puede calcularse mediante la fórmula:
Para cálculos precisos, especialmente con materiales diferentes, considere:
Donde ( TS_{text{baseline}} ) suele ser 60.000 PSI para acero dulce. El radio de curvatura mínimo asegura que la curva no cause grietas, calculado como:
El uso de tablas y calculadoras de fuerza de plegado neumático simplifica el proceso al proporcionar valores precalculados para los materiales y aberturas de matriz más comunes. Estas herramientas permiten a los usuarios introducir parámetros específicos y obtener directamente la fuerza de plegado necesaria, lo que garantiza operaciones de mecanizado seguras y precisas.
¿Qué factores afectan a la longitud mínima de la brida plegable?
Varios factores afectan a la longitud mínima de brida plegable en el plegado por aire, especialmente cuando se utiliza una tabla de fuerzas de plegado por aire.
En primer lugar, el grosor del material es crucial; por lo general, la longitud de la brida debe ser al menos cuatro veces el grosor del material. Por ejemplo, una chapa de 2 mm de grosor requeriría una longitud de pestaña mínima de 8 mm.
En segundo lugar, el radio de curvatura, que viene determinado por la abertura en V de la matriz, también influye en la longitud de la brida. Un radio de curvatura mayor suele requerir una mayor longitud de brida para garantizar un curvado correcto.
En tercer lugar, la abertura de la matriz y la geometría del utillaje imponen unas dimensiones mínimas de doblado. La longitud de la pestaña debe ser suficiente para alcanzar la parte superior de la matriz tras el conformado.
Además, aunque el factor K en sí no determina directamente la longitud de la brida, es esencial para calcular el margen de curvatura, que afecta al patrón plano general y, en consecuencia, a la longitud de la brida.
Una fórmula común utilizada para determinar la altura mínima aceptable de la brida es:
Además, la distancia mínima entre el orificio y la curva, aunque no está directamente relacionada con la longitud de la brida, es importante para evitar deformaciones e influye indirectamente en el diseño de la brida.
Por último, el cumplimiento de las directrices y tolerancias del sector, como una tolerancia de +/- 1 grado en los ángulos de curvatura y radios de curvatura coherentes, ayuda a mantener la uniformidad y garantiza longitudes de brida adecuadas para un curvado correcto.
Teniendo en cuenta estos factores, los diseñadores y fabricantes pueden determinar con precisión la longitud mínima de la brida plegable, lo que permite una fabricación de chapa metálica satisfactoria y uniforme.
¿Cómo influye la apertura de la matriz (V) en el proceso de plegado?
La apertura de la matriz (V) en el plegado por aire desempeña un papel crucial en la determinación de varios aspectos clave del proceso de plegado. En primer lugar, influye directamente en el radio de curvatura interior, ya que una mayor apertura de la matriz en V se traduce en un mayor radio de curvatura. Esto suele ser alrededor de 16-20% de la anchura de la abertura de la matriz para materiales como el acero laminado en frío de 60 KSI y el acero inoxidable.
Una pauta común, conocida como la "Regla del Ocho", sugiere que la abertura de la matriz en V debe ser ocho veces el grosor del material, aunque puede variar entre 6 y 12 veces en función de las condiciones específicas. El tamaño de la abertura de la matriz también afecta a la distribución de tensiones dentro del material; una abertura de matriz más pequeña crea un radio de curvatura más cerrado, lo que aumenta la tensión de tracción en la capa exterior y la tensión de compresión en la capa interior, lo que puede provocar la deformación o el agrietamiento del material si las tensiones superan la resistencia del material.
El springback, es decir, la tendencia del material a volver parcialmente a su forma original después del doblado, también depende de la apertura de la matriz en V. Una mayor apertura de la matriz suele dar lugar a un springback más significativo. Una mayor abertura de la matriz suele dar lugar a un springback más significativo, lo que obliga a sobredoblar para lograr el ángulo deseado. Además, la apertura de la matriz influye en el tonelaje o la fuerza necesarios para el plegado, ya que los materiales más gruesos y los radios más pequeños requieren más fuerza.
Por último, la precisión y la productividad del proceso de plegado se ven afectadas por la apertura de la matriz en V. El plegado por aire, que utiliza una matriz en V, suele ser menos preciso que el bottoming o el coining, pero ofrece mayor productividad y flexibilidad, ya que requiere menos cambios de herramienta y puede producir diferentes perfiles con herramientas ajustables.
¿Se puede utilizar el plegado por aire para todo tipo de materiales?
El plegado por aire puede utilizarse para una gran variedad de materiales, pero su idoneidad depende de las propiedades específicas de cada material. Es eficaz para materiales como el aluminio, el acero inoxidable, el acero al carbono, el cobre y algunos plásticos. Por ejemplo, el aluminio es muy maleable y moldeable, lo que lo convierte en un buen candidato para el curvado por aire. El acero inoxidable, aunque también es adecuado, presenta un mayor grado de recuperación elástica, lo que requiere ajustes en el proceso de curvado. El acero al carbono también puede curvarse al aire, aunque hay que tener en cuenta las variaciones de grosor y dirección del grano.
Sin embargo, hay que tener en cuenta algunas limitaciones. El plegado por aire suele requerir menos fuerza que otros métodos de plegado, como el acuñado, pero puede ser menos preciso. La elección del utillaje y la apertura de la matriz son cruciales para conseguir el ángulo y el radio de plegado deseados. Las variaciones en el grosor del material pueden afectar significativamente al ángulo de plegado, y el springback es un problema común que varía según el material. Además, el doblado perpendicular a la dirección del grano puede reducir el riesgo de grietas y deformaciones.
En conclusión, aunque el plegado por aire es versátil y puede adaptarse a una amplia gama de materiales, no es de aplicación universal. El éxito del plegado por aire depende de una cuidadosa selección de los materiales, un utillaje adecuado y un profundo conocimiento de las propiedades del material. Para aplicaciones que requieran gran precisión o tolerancias estrechas, pueden ser más apropiados otros métodos.
¿Qué precauciones de seguridad deben tomarse durante las operaciones de curvado aéreo?
Al realizar operaciones de plegado neumático en una plegadora, deben tomarse varias precauciones de seguridad críticas para garantizar la seguridad de los operarios y la integridad del equipo. En primer lugar, los operarios deben llevar siempre el equipo de protección individual (EPI) adecuado, que incluye gafas de seguridad, guantes y botas de trabajo, para protegerse de las lesiones provocadas por bordes metálicos afilados y otros peligros.
Antes de arrancar la máquina, es esencial inspeccionarla a fondo. Compruebe las conexiones eléctricas, los niveles de fluido hidráulico e inspeccione en busca de daños como grietas o roturas. El mantenimiento regular del equipo, incluidos los sistemas hidráulicos, es crucial para evitar accidentes. Los operadores deben leer y comprender el manual de instrucciones para familiarizarse con el funcionamiento y los principios de la máquina.
La zona de trabajo debe mantenerse despejada de personal y equipos innecesarios para reducir el riesgo de accidentes. La colocación correcta de la chapa, paralela a la plegadora, es crucial para un funcionamiento seguro. Una colocación incorrecta puede provocar que la chapa golpee al operario y le cause lesiones.
Se recomienda utilizar barandillas para aislar la zona de trabajo de plegado y aplicar una gestión visual de las condiciones de seguridad. Los dispositivos de protección modernos, como las cortinas ópticas o los dispositivos de protección optoelectrónica activa (AOPD), pueden impedir que los operarios se acerquen demasiado a la zona de peligro, deteniendo la máquina si es necesario.
Es esencial realizar evaluaciones de riesgos periódicas y asegurarse de que los operarios reciben formación, preferiblemente por parte de un ingeniero experimentado, antes de utilizar la máquina por primera vez. Las medidas de seguridad eléctrica, como asegurarse de que el equipo tiene una conexión a tierra de protección (PE) y evitar el contacto con el equipo eléctrico con las manos mojadas, son fundamentales.
Otras precauciones son evitar apilar los materiales a demasiada altura, mantener limpia la superficie de trabajo y manipular las chapas mojadas con cuidado debido a su naturaleza resbaladiza. Asegurarse de que la máquina está bien lubricada antes de usarla también puede evitar daños en los rodillos o el material.
Siguiendo estas precauciones de seguridad, los operadores pueden reducir significativamente los riesgos asociados a las operaciones de plegado neumático y mantener un entorno de trabajo seguro y eficaz.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo calcular con precisión la fuerza de flexión necesaria para la fabricación de chapas metálicas? En esta interesante entrada del blog, exploraremos los entresijos del cálculo de la fuerza de flexión,...
¿Cómo afecta el tamaño de la abertura inferior de la matriz a las dimensiones finales de las piezas metálicas en el plegado por aire? Esta pregunta es crucial para garantizar la precisión en la fabricación de metales. La...
¿Se ha preguntado alguna vez por qué a veces el acero se agrieta durante el plegado? En este artículo exploramos el fascinante mundo de la tecnología del plegado del acero y descubrimos las razones de defectos tan comunes como...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
¡Atención a todos los fabricantes y diseñadores de chapas metálicas! ¿Le cuesta determinar el radio de curvatura óptimo para sus proyectos? No busque más. En esta entrada del blog,...
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada del blog, nos adentramos en el fascinante mundo de la chapa...
Imagine doblar chapa metálica sin dejar ni una sola marca o arañazo. En este artículo, exploramos técnicas innovadoras para el plegado de chapa metálica sin marcas, abordando retos como la fricción, la dureza del material y...
¿Se ha enfrentado alguna vez a los retos del curvado de chapas de acero inoxidable? Este artículo desvela las complejidades del doblado de acero inoxidable, desde la fuerza necesaria hasta el impacto del retorno elástico. Más información...
¿Se ha preguntado alguna vez cómo se doblan las piezas metálicas para darles distintas formas? En este fascinante artículo, nos adentraremos en el arte y la ciencia del doblado en la estampación metálica. Nuestro experto...