El desarrollo de la tecnología de fabricación moderna exige que las prensas no sólo funcionen a alta velocidad, alta precisión y grandes cargas, sino que también tengan una mayor flexibilidad. Deben ser capaces de diseñar la curva de movimiento de la corredera en función de los distintos materiales y requisitos del proceso.
Basadas en el abandono de componentes consumidores de energía como el volante de inercia y el embrague en las prensas mecánicas tradicionales, las servoprensas adoptan el servomotor de CA como fuente de energía de la prensa. El movimiento giratorio del motor se convierte en movimiento lineal de la corredera a través de un actuador como un tornillo, una manivela o una biela. Esto permite a la servoprensa conseguir un movimiento controlable de la corredera, satisfaciendo las necesidades de un proceso de estampación flexible e inteligente.
La servoprensa puede mejorar el nivel técnico y la capacidad de fabricación de piezas de estampación de formas complejas, placas de alta resistencia y aluminio. placas de aleación. Esto refleja plenamente la tendencia de desarrollo futuro de prensa de forja máquinas herramienta.
Estado de la producción de la prensa tradicional
La prensa mecánica es el equipo de estampación más utilizado en la industria de transformación de metales y plásticos. Se acciona mediante un motor de CC, un motor de CA o un motor de regulación de velocidad de frecuencia variable, mientras que el actuador se compone de una manivela y una varilla de conexión múltiple. La prensa funciona haciendo funcionar el volante de inercia a alta velocidad en vacío y liberando energía durante la fase de carga para completar el proceso de estampación.
Desventajas de la prensa mecánica tradicional
Tradicional prensas mecánicas presentan los siguientes inconvenientes.
Baja eficiencia de producción y grandes riesgos potenciales para la seguridad
La Fig. 1 muestra el modo de producción habitual de la cadena de montaje.
Funcionamiento tradicional de la cadena de montaje de prensas mecánicas
El operador es responsable de la carga y descarga de los materiales.
Durante la operación, el personal experimenta una gran intensidad de trabajo, lo que puede provocar fatiga y riesgos potenciales para la seguridad. Además, la operación manual en el proceso de producción puede causar deformaciones durante el transporte y la producción, lo que puede afectar en gran medida a la tasa de cumplimiento y al rendimiento de montaje de las piezas.
Además, el funcionamiento de la cadena de montaje implica que si hay un problema en un proceso, toda la cadena puede sufrir una parada, lo que puede afectar negativamente a la eficacia de la producción.
Alto consumo de energía
La prensa de manivela convencional funciona mediante la rotación continua del motor, que a su vez hace girar el volante de inercia. El movimiento de la corredera se controla a través del embrague, que utiliza la inercia del volante.
Sin embargo, este proceso da lugar a un bajo índice de utilización de la energía, de sólo 65% para el motor de alta potencia. Se desperdicia una cantidad significativa de energía durante el proceso de movimiento, lo que aumenta los costes de producción.
Gran ruido, grandes vibraciones y reducción de la vida útil de la matriz
Existen varios tipos de ruido generados por las máquinas-herramienta de biela y cigüeñal:
En primer lugar, el ruido generado por la prensa mecánica durante el procesado y conformado de las planchas puede superar los 90 dB, llegando a alcanzar los 93 dB.
En segundo lugar, está el ruido causado por el ralentí del motor.
En tercer lugar, se genera ruido debido al cambio en el movimiento de impacto cuando funcionan el embrague y el freno de la prensa.
Por lo tanto, es esencial que los operarios lleven tapones antirruido para evitar la pérdida de audición.
Al mismo tiempo, el movimiento del bloque deslizante produce importantes vibraciones, que pueden afectar negativamente a las piezas de trabajo de la matriz.
Si el troquel funciona en un entorno con vibraciones frecuentes durante un periodo prolongado, puede afectar significativamente a su vida útil.
La calidad y el rendimiento del producto no pueden garantizarse
El proceso de estampación en frío realizado a temperatura ambiente puede dar lugar a diversos defectos de calidad, como grietas, arrugas, cuellos y líneas de deslizamiento.
Varios factores pueden influir en la calidad del proceso, como el proceso de conformado, las propiedades de la chapa, los parámetros de la matriz, los parámetros del proceso, la precisión del equipo y las condiciones de trabajo.
Cuando se somete a las mismas condiciones de proceso de conformado, la adecuación de la velocidad de embutición también es un factor crítico que no se puede pasar por alto.
Las prensas tradicionales no pueden controlar eficazmente la velocidad de embutición, lo que provoca una producción inestable y problemas de calidad incoherentes.
Ventajas de la servoprensa en la producción de estampados
Mejorar la eficacia de la producción
La servoprensa conserva las ventajas de la prensa de manivela, sobre todo en términos de eficacia de producción, muy superior a la de una prensa de prensa hidráulica. Esto refleja la combinación de la calidad de procesamiento de la prensa hidráulica y la eficiencia de producción de la prensa mecánica.
Además, una prensa de manivela accionada por servomotor puede ajustar la carrera de la corredera en función de las diferentes piezas de trabajo. Durante un ciclo, no es necesario que complete una rotación completa de 360°, sino que sólo necesita oscilar en un ángulo determinado para completar la producción de estampados. Esto acorta aún más el tiempo de ciclo, minimiza la carrera inválida y mejora enormemente la eficiencia de la producción.
Gracias a la gran precisión y estabilidad de la servoprensa, la calidad de las piezas está muy garantizada y se reduce el tiempo necesario para el mantenimiento de los troqueles. Además, la aparición de la servoprensa también reduce el riesgo operativo para el personal.
Ahorro de energía y protección del medio ambiente
La prensa de manivela convencional utiliza un motor para hacer girar el volante, que a su vez controla el movimiento de la corredera a través del embrague, en función de la inercia del volante.
En cambio, la prensa de la Fig. 2 se acciona mediante un servomotor, que proporciona el par necesario para funcionar. Utilizando mecanismos como varillas roscadas y varillas de conexión múltiple, el pequeño motor puede generar una gran fuerza sin necesidad de embrague. La unidad de accionamiento del motor también controla el arranque y la parada del motor.
Fig. 2 Servoprensa
El motor de una prensa de manivela sólo gira durante el estampado, ya que el volante de inercia no está presente, lo que supone un ahorro de consumo de energía en reposo tanto del motor como del volante de inercia.
Además, la ausencia de embrague reduce el consumo de energía relacionado con éste.
En comparación con las prensas tradicionales del mismo tonelaje y servoprensas, la servoprensa puede ahorrar más de 35% de energía.
Bajo nivel de ruido y larga vida útil de la matriz
Utilizando un servomotor importado y Sistema de control CNCGracias a la función de regulación de la velocidad, se puede crear una curva característica de trabajo única para regular la velocidad del punzón durante el troquelado. Esto ayuda a reducir la vibración y el ruido producidos durante el troquelado y también mejora la vida útil de la matriz.
Según una investigación realizada por la empresa Komatsu en Japón, el ruido de corte generado por la prensa NC accionada por servomotor es más de 20 dB inferior al de la prensa de manivela convencional.
Además, al no haber ralentí del motor ni del volante de inercia, no se produce ruido durante el proceso de borrado.
Producción y aplicación de servoprensa
Relación entre la prensa y el blanco
La velocidad de trabajo de la prensa viene determinada tanto por la velocidad de embutición de la chapa metálica a nivel macro y la velocidad de deformación de la chapa a nivel micro.
Basado en el conformado de plásticos En teoría, un aumento de la velocidad de deformación provoca el endurecimiento del material. Sin embargo, al aumentar la velocidad de deformación, el calor generado en el proceso de deformación plástica reduce el efecto de endurecimiento (véase la Fig. 3).
Fig. 3 Relación entre la plasticidad de la lámina y la velocidad de deformación
Basándose en la tendencia general de los cambios de plasticidad de la chapa con la velocidad de deformación, puede observarse que cuando la velocidad de deformación es relativamente baja (sección ab), el aumento de la velocidad de deformación provoca una mayor disminución de la plasticidad que el aumento de la temperatura. En otras palabras, la plasticidad de la chapa disminuye con el aumento de la velocidad de deformación.
Sin embargo, cuando la velocidad de deformación es elevada (sección cd), el efecto de la temperatura pasa a ser significativo, provocando un aumento de la plasticidad equivalente a la disminución causada por la velocidad de deformación. En consecuencia, la disminución de la plasticidad de la chapa no es significativa.
Cuando la velocidad de deformación alcanza un determinado umbral (de sección), la plasticidad de la chapa se reduce bruscamente, lo que provoca que la chapa se acerque al borde de la grieta.
Del análisis anterior se puede concluir que el aumento de la velocidad de trabajo de la prensa provoca una disminución de la plasticidad debido al aumento de la deformación y de la resistencia a la tracción en la zona de deformación de la chapa. Esto, a su vez, aumenta la tensión en la zona de transferencia de fuerzas de la pieza estirada, incrementando el riesgo de fisuración.
Por lo tanto, es esencial comprobar la velocidad de la prensa durante el proceso de embutición para asegurarse de que se encuentra dentro de la velocidad máxima de embutición permitida de la chapa, dada la velocidad máxima de embutición permitida de las distintas chapas.
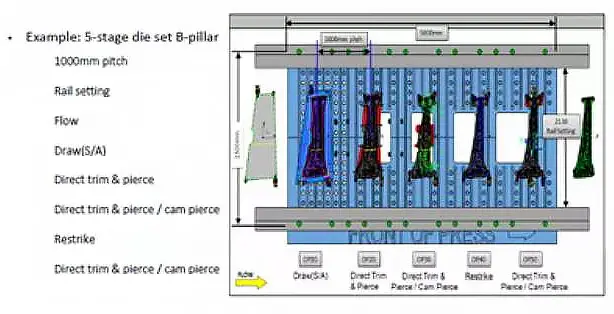
Aplicación práctica de la servoprensa
Muchas empresas se preguntan cómo garantizar la conformabilidad y estabilidad de las piezas manteniendo al mismo tiempo una alta eficiencia de producción.
La placa de refuerzo del montante B del automóvil es un componente estructural de carga crucial de la carrocería de un vehículo.
Las piezas del pilar B poseen varias características estructurales, como una gran profundidad de conformado, cambios de sección complejos y el uso de materiales de alta calidad. límite elástico materias primas, y diferencias significativas de altura entre las piezas.
Sin embargo, durante la fabricación y producción de moldes, estas piezas son propensas a problemas como el agrietamiento, las arrugas y la carga excéntrica. Por desgracia, estos problemas no pueden evitarse por completo durante el proceso y el diseño del molde.
En consecuencia, los requisitos para el uso de la prensa han aumentado considerablemente tras el inicio de la producción.
La placa de refuerzo del pilar B del automóvil se somete a cinco procedimientos de transformación, desde la pieza en bruto hasta el producto acabado (véase la Fig. 4).
Fig. 4 Secuencia de producción de la placa de refuerzo del montante B del automóvil en la servoprensa
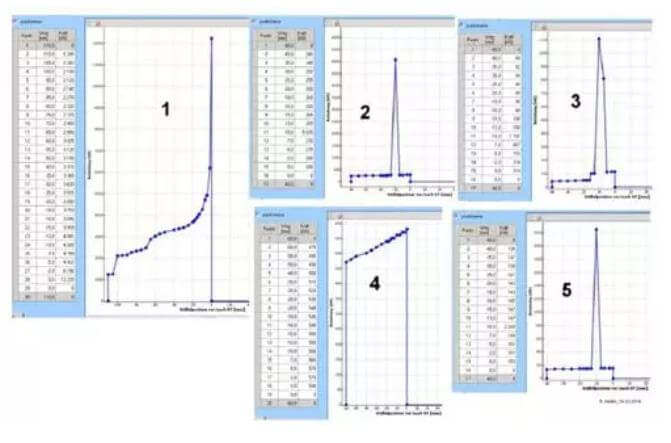
La aparición de la servoprensa ha resuelto el problema de la producción de placas de refuerzo del pilar B con gran eficacia, precisión, estabilidad y calidad. Además, el sistema de supervisión inteligente de la servoprensa puede recoger los cambios de tensión en tiempo real durante el proceso de producción.
Si se produce algún producto no cualificado o algún fallo anormal en el molde, el sistema de supervisión hará sonar una alarma (Fig. 5), lo que permitirá al personal de la planta resolver el problema con prontitud y evitar la producción en serie de productos defectuosos o accidentes de seguridad.
Fig. 5 Control inteligente del cambio de tensión de la servoprensa durante la producción de la placa de refuerzo del pilar B
Conclusión
Una prensa accionada por servomotor de CA puede mejorar significativamente la flexibilidad y la inteligencia del equipo, al tiempo que mejora las características monopolísticas de una prensa servoaccionada. Esto hace que sea la dirección para el desarrollo de nueva generación equipos de conformado.
Teniendo en cuenta su enorme potencial para diversas aplicaciones, las empresas fabricantes especializadas en equipos de prensado deberían acelerar la investigación de esta nueva tecnología y desarrollar grandes servoprensas con derechos de propiedad intelectual totalmente independientes.