Calculadora, fórmulas y gráficos de deducción por flexión
¿Se ha preguntado alguna vez cómo se transforma la chapa metálica en formas complejas? La deducción de pliegues, un concepto crucial en la fabricación de chapa metálica, tiene la clave. En esta entrada del blog, nos sumergiremos en los entresijos de la deducción de dobleces, explorando sus fórmulas, calculadoras y aplicaciones prácticas. Acompáñenos a desentrañar los secretos que se esconden tras la creación de componentes de chapa metálica precisos y bellos.
La deducción de plegado es un concepto crucial en el campo de la fabricación de chapa metálica, especialmente en el proceso de plegado. Se conoce comúnmente como "cantidad de retroceso" y desempeña un papel importante en la determinación de las dimensiones exactas de una pieza doblada.
Definición
La deducción por plegado (BD) es la cantidad restada de la longitud total de la chapa plana para conseguir las dimensiones finales deseadas tras el plegado. Tiene en cuenta el material que se desplaza durante el proceso de plegado.
Importancia en el plegado de chapa
La deducción de doblado es esencial para calcular con precisión el patrón plano de una pieza de chapa metálica antes de doblarla. Garantiza que las dimensiones finales de la pieza doblada coincidan con las especificaciones del diseño. Si no se tiene en cuenta la deducción por plegado, la pieza puede acabar teniendo unas dimensiones incorrectas, lo que puede provocar problemas de montaje y funcionalidad.
Factores que influyen en la deducción por flexión
Varios factores pueden influir en el valor de la deducción por doblez, entre ellos:
Tipo de material: Los distintos materiales tienen diferentes propiedades de flexión.
Espesor: Los materiales más gruesos requieren deducciones diferentes que los más finos.
Ángulo de curvatura: El ángulo de la curva afecta a la cantidad de material desplazado.
Radio de curvatura: Un radio de curvatura mayor requiere una deducción diferente en comparación con un radio menor.
Aplicación práctica
En la práctica, la deducción por flexión se determina mediante datos empíricos, directrices del fabricante o software especializado que tiene en cuenta las propiedades específicas del material y el proceso de flexión. Un cálculo preciso de la deducción por flexión es fundamental para garantizar que el producto final cumpla los requisitos de diseño y funcione correctamente en la aplicación prevista.
3. Fórmula de deducción por flexión
La deducción por plegado (BD) es un factor crítico en la fabricación de chapa metálica, que se utiliza para calcular la longitud plana de una pieza de chapa metálica. Tiene en cuenta el material que se desplaza durante el proceso de plegado. Este valor es esencial para garantizar que las dimensiones finales de la pieza doblada sean exactas.
Términos clave y anotaciones
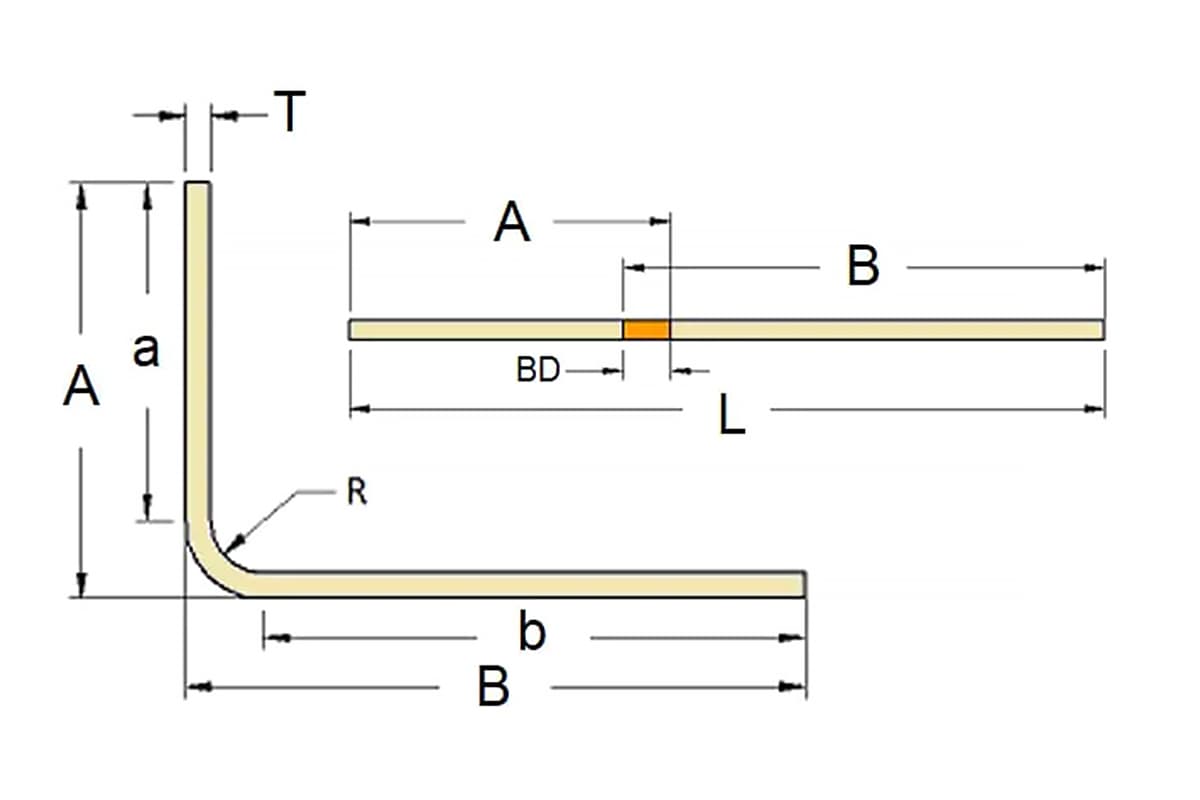
Teniente: Longitud total desplegada de la pieza de chapa.
A y B: Longitudes de las dos bridas adyacentes a la curva.
BD: Valor de deducción por flexión.
Cálculo de la deducción por flexión
La fórmula de deducción de doblado se utiliza para determinar la longitud plana de una pieza de chapa antes de doblarla. La fórmula es la siguiente:
Lt=A+B-BD
Dónde:
BD es el valor de la deducción de la curva, que se resta de la longitud total para tener en cuenta el material desplazado por la curva.
A y B son las longitudes desde el borde de la pieza hasta los puntos tangentes de la curva.
La deducción de flexión en Solidworks sólo se utiliza para el cálculo de curvas de 90 grados en chapa metálica.
Sin embargo, también se puede utilizar para el cálculo del desdoblamiento de chapa sin 90 grados, pero es necesario utilizar el valor de la deducción por flexión para el desdoblamiento sin 90 grados de acuerdo con la tabla de coeficientes de flexión.
Cada fabricante tiene una tabla diferente, y puede haber errores. Es posible que algunas fábricas de chapa no utilicen a menudo curvados que no sean de 90 grados.
Hoy compartiré el método de cálculo para la deducción por flexión de 90 grados que conozco.
La deducción por plegado es un factor crucial en la fabricación de chapas metálicas, especialmente cuando se utilizan máquinas como prensas plegadoras. Representa la cantidad de material consumido durante el proceso de plegado. El cálculo exacto de las deducciones por plegado es esencial para obtener unas dimensiones precisas de la pieza y un uso eficaz del material. En este artículo se analizan tres métodos habituales para calcular las deducciones por plegado.
Método 1: Factor de multiplicación simple
El método más sencillo utiliza un factor de multiplicación basado en el grosor del material:
Regla general: Deducción por flexión = 1,7 × espesor del material
Para aluminio: deducción por flexión ≈ 1,6 × espesor del material.
Para el acero inoxidable: Deducción por flexión ≈ 1,8 × espesor del material.
Este método es rápido y sencillo, pero carece de precisión. Es adecuado para aplicaciones con menores requisitos de precisión o para estimaciones iniciales.
Método 2: Fórmula estándar del sector
Un enfoque más refinado desarrollado por la industria de la chapa:
Deducción por flexión = 2 × espesor del material + 1/3 × espesor del material
Esta fórmula tiene en cuenta el alargamiento del material durante el plegado. Se deriva de: Longitud sin plegar = Longitud A + Longitud B - Deducción por flexión.
Cuando la deducción por flexión tiene en cuenta tanto el espesor del material como su alargamiento.
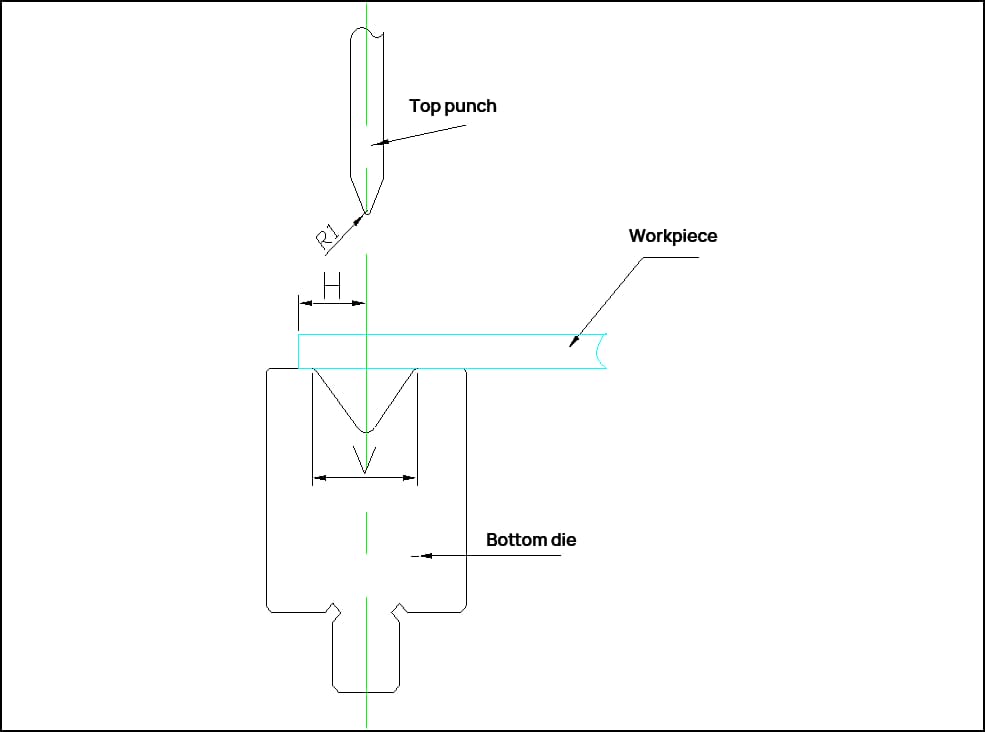
Método 3: Fórmula avanzada teniendo en cuenta la anchura de la matriz
Una fórmula más sofisticada derivada de estudios empíricos:
Deducción por flexión = 2 × t - (0,72t - 0,075V - 0,01)
Dónde:
t = Espesor real del material (medido, no nominal)
V = Anchura de la ranura inferior de la matriz (normalmente 6-8 veces el grosor del material)
Esta fórmula tiene en cuenta la influencia de la anchura inferior de la matriz en la deducción por flexión. Es especialmente precisa para chapas de acero al carbono, pero ha dado buenos resultados con otros materiales, como el aluminio, cuando la anchura de la matriz es unas 4 veces el grosor del material.
Consideraciones importantes
El espesor del material (t) debe ser el espesor real medido, no el valor nominal.
La anchura de la matriz (V) afecta significativamente a la deducción de plegado y debe determinarse con precisión en función del utillaje específico utilizado.
Aunque existen métodos más complejos basados en la teoría del eje neutro, los tres métodos presentados aquí ofrecen un equilibrio de practicidad y precisión para la mayoría de las aplicaciones de fabricación de chapa metálica.
Conclusión
La elección del método de cálculo de la deducción por flexión adecuado depende de la precisión requerida, el tipo de material y la información disponible sobre el utillaje. Para trabajos de alta precisión, se recomienda la fórmula avanzada (Método 3), mientras que los métodos más sencillos pueden ser útiles para estimaciones rápidas o aplicaciones menos críticas.
4. Tabla de deducción de curvas
(1) Chapa metálica Tabla de deducción por material curvado
V
Anchura del troquel w
Radio de curvatura
T
30°
45°
60°
90°
120°
150°
180°
Capa exterior de doble curvatura de 90
Tamaño mínimo de flexión H
Tamaño mínimo de la curva en Z (Z)
8.0
12.0
R1
0.6
0.2
0.5
0.9
1.0
0.7
0.2
0.3
1.9
6.0
10.0
0.8
0.3
0.6
1.0
1.6
0.8
0.3
0.4
2.2
1
0.3
0.7
1.1
1.7
0.9
0.3
0.5
2.5
1.2
0.4
0.8
1.3
2.2
1.1
0.4
0.6
2.8
R2
0.6
0.2
0.5
0.9
1.6
0.7
0.2
0.3
1.9
0.8
0.3
0.6
1.2
1.8
0.8
0.3
0.4
2.2
1
0.3
0.7
1.2
2.0
0.9
0.3
0.5
2.5
1.2
0.4
0.8
1.4
2.3
1.1
0.4
0.6
2.8
10.0
14.0
R1
1.5
0.7
1.2
1.6
2.5
1.3
0.5
0.7
3.2
7.0
11.0
R2
1.5
0.6
1.0
1.5
2.7
1.3
0.5
0.7
3.5
12.0
16.0
R1
2
0.6
1.3
2.0
3.4
1.7
0.6
0.9
4.4
8.5
13.0
R2
2
0.9
1.4
2.0
3.6
1.7
0.6
0.9
4.5
16.0
26.0
R1
2.5
0.7
1.5
2.4
4.3
2.2
0.8
1.1
5.6
12.0
20.0
3
0.8
1.7
2.8
5.1
2.8
0.8
1.3
5.8
R2
2.5
0.8
1.6
2.5
4.8
2.3
0.9
1.1
6.2
3
1.0
2.0
3.0
5.2
2.8
1.0
1.3
6.4
22.0
32.5
R1
4
1.0
2.4
3.5
6.5
3.3
1.1
16.0
26.0
R2
4
1.2
2.6
4.0
6.8
3.5
1.1
32.0
50.0
R1
5
1.2
3.2
4.8
8.6
4.6
1.4
24.0
38.0
6
1.5
3.5
4.5
9.5
5.0
1.8
R2
5
1.5
3.4
5.0
8.8
4.5
1.6
6
1.8
3.8
5.5
9.8
5.2
2.0
Explicación:
T: Espesor del material; V: Troquel inferior anchura de la ranura; W: Anchura inferior del troquel; α: Ángulo interno después de la flexión; H: Distancia mínima desde el centro de plegado de la matriz hasta el borde del material; Z: Tamaño mínimo de la curva Z.
Fórmula de desdoblamiento: L = A + B - K; (A, B: Dimensiones exteriores de la pieza; K: Coeficiente de flexión del material);
Tamaño ampliado del aplanado chapa de acero: L = A + B - 0.45T;
Tamaño ampliado de los pasos prensados: L = A + B - 0,3T;
Tamaño mínimo de la curva en forma de Z: Z = W/2 + 2T + 1;
Los coeficientes de deducción para la chapa de acero laminada en frío, la chapa recubierta de aluminio-cinc, la chapa de acero inoxidable, la chapa electrolítica y la chapa de aluminio son los mismos;
Según las condiciones actuales del troquel superior de la empresa, el coeficiente de flexión del troquel superior R1 es adecuado para la chapa de acero laminada en frío, la chapa recubierta de aluminio-cinc y la chapa de acero inoxidable; El coeficiente de flexión del troquel superior R2 es adecuado para la chapa de aluminio, la chapa de cobre, la chapa electrolítica, etc.
(2) Tabla de deducción por curvatura del acero dulce
La siguiente tabla muestra el factor de deducción para cada incremento de ángulo de 5 grados a partir de 90 grados: (180°-n°)÷90°×(factor de deducción a 90°).
El interior radio de curvatura se fija uniformemente en R0,2 y la distancia de separación en G0,2.
No.
Ángulo /Grosor
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
1
0
3.00
3.60
4.00
5.00
7.00
8.40
10.00
14.00
20.00
2
5
2.92
3.50
3.89
4.86
6.81
8.17
9.72
13.61
19.44
3
10
2.83
3.40
3.78
4.72
6.61
7.93
9.44
13.22
18.89
4
15
2.75
3.30
3.67
4.58
6.42
7.70
9.17
12.83
18.33
5
20
2.67
3.20
3.56
4.44
6.22
7.47
8.89
12.44
17.78
6
25
2.58
3.10
3.44
4.31
6.03
7.23
8.61
12.06
17.22
7
30
2.50
3.00
3.33
4.17
5.83
7.00
8.33
11.67
16.67
8
35
2.42
2.90
3.22
4.03
5.64
6.77
8.06
11.28
16.11
9
40
2.33
2.80
3.11
3.89
5.44
6.53
7.78
10.89
15.56
10
45
2.25
2.70
3.00
3.75
5.25
6.30
7.50
10.50
15.00
11
50
2.17
2.60
2.89
3.61
5.06
6.07
7.22
10.11
14.44
12
55
2.08
2.50
2.78
3.47
4.86
5.83
6.94
9.72
13.89
13
60
2.00
2.40
2.67
3.33
4.67
5.60
6.67
9.33
13.33
14
65
1.92
2.30
2.56
3.19
4.47
5.37
6.39
8.94
12.78
15
70
1.83
2.20
2.44
3.06
4.28
5.13
6.11
8.56
12.22
16
75
1.75
2.10
2.33
2.92
4.08
4.90
5.83
8.17
11.67
17
80
1.67
2.00
2.22
2.78
3.89
4.67
5.56
7.78
11.11
18
85
1.58
1.90
2.11
2.64
3.69
4.43
5.28
7.39
10.56
19
90
1.50
1.80
2.00
2.50
3.50
4.20
5.00
7.00
10.00
20
95
1.42
1.70
1.89
2.36
3.31
3.97
4.72
6.61
9.44
21
100
1.33
1.60
1.78
2.22
3.11
3.73
4.44
6.22
8.89
22
105
1.25
1.50
1.67
2.08
2.92
3.50
4.17
5.83
8.33
23
110
1.17
1.40
1.56
1.94
2.72
3.27
3.89
5.44
7.78
24
115
1.08
1.30
1.44
1.81
2.53
3.03
3.61
5.06
7.22
25
120
1.00
1.20
1.33
1.67
2.33
2.80
3.33
4.67
6.67
26
125
0.92
1.10
1.22
1.53
2.14
2.57
3.06
4.28
6.11
27
130
0.83
1.00
1.11
1.39
1.94
2.33
2.78
3.89
5.56
28
135
0.75
0.90
1.00
1.25
1.75
2.10
2.50
3.50
5.00
29
140
0.67
0.80
0.89
1.11
1.56
1.87
2.22
3.11
4.44
30
145
0.58
0.70
0.78
0.97
1.36
1.63
1.94
2.72
3.89
31
150
0.50
0.60
0.67
0.83
1.17
1.40
1.67
2.33
3.33
32
155
0.42
0.50
0.56
0.69
0.97
1.17
1.39
1.94
2.78
33
160
0.33
0.40
0.44
0.56
0.78
0.93
1.11
1.56
2.22
34
165
0.25
0.30
0.33
0.42
0.58
0.70
0.83
1.17
1.67
35
170
0.17
0.20
0.22
0.28
0.39
0.47
0.56
0.78
1.11
36
175
0.08
0.10
0.11
0.14
0.19
0.23
0.28
0.39
0.56
37
180
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
(5) mesa de deducción de curvado de chapa 0°-180
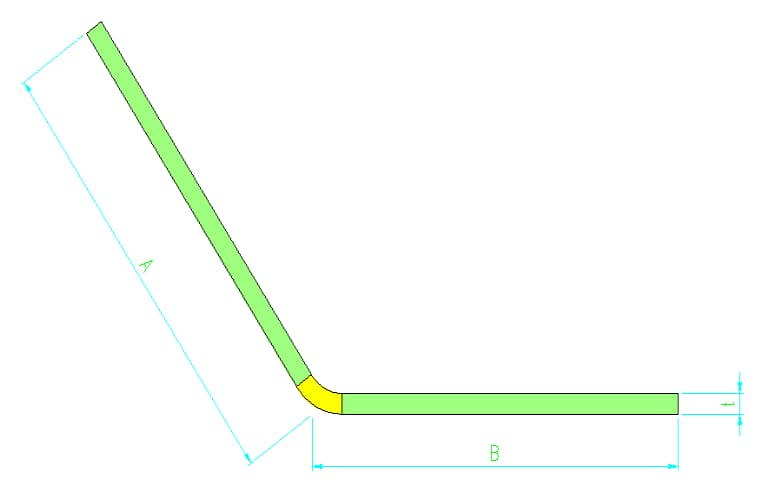
Cálculo del valor de deducción de la cota sin doblar de una pieza en bruto doblada a) φ>90° b)≤90°
1) La tabla de deducción de plegado es aplicable a los procesos de plegado de chapas metálicas en los que no se utiliza placa de prensado y la anchura de la chapa es superior a tres veces el espesor (t). 2) Al curvar en la máquina curvadora, los cálculos pueden realizarse según esta tabla. 3) Según las dimensiones indicadas en el diagrama, la fórmula de cálculo para el tamaño desplegado de la pieza doblada es la siguiente:
L=a+b-y
Dónde:
L - Tamaño sin plegar de la pieza doblada;
a, b - Longitudes indicadas desde la arista recta hasta el vértice de la pieza doblada en el diagrama;
y - Valor de la deducción por flexión de la pieza doblada (valor de corrección de la parte R);
4) Debido a los numerosos factores que influyen en el plegado de chapa metálica, esta tabla de valores de deducción por plegado de chapa metálica se proporciona únicamente como referencia.
La precisión dimensional de las piezas dobladas está relacionada con la precisión posicional del tope trasero de la plegadora y la precisión de la chapa. máquina de corte de metal. La utilización de máquinas fiables para los procesos de corte y plegado puede resolver estos problemas.
Un factor crítico que afecta a la precisión dimensional de las piezas de trabajo dobladas es la precisión del desarrollo de la chapa plana. Cuando una chapa plana se dobla en una pieza de trabajo con un ángulo específico, la medición de las dimensiones de la pieza doblada revela que no son iguales a las dimensiones de la chapa plana, como se muestra en la ilustración.
Esta discrepancia se conoce como deducción por flexión.
Si la deducción de plegado es imprecisa, el tamaño del patrón plano será impreciso e, independientemente de la precisión de las operaciones posteriores, la pieza final no cumplirá la precisión dimensional requerida.
Esquema del tamaño de la chapa y del tamaño del patrón plano de la pieza de trabajo
La deducción por flexión es compleja, y un método rudimentario consiste simplemente en utilizar el doble del grosor del material.
Sin embargo, este enfoque es bastante rudimentario. Un método más refinado consiste en aplicar la teoría del eje neutro de la norma DIN 6935, que implica calcular un factor "k" y combinarlo con el grosor y el ángulo de la chapa que se va a doblar.
Con esta fórmula se obtiene una deducción por flexión más precisa. Sin embargo, incluso las deducciones por flexión calculadas según la teoría del eje neutro de la norma DIN 6935 pueden no ser lo suficientemente precisas, ya que las deducciones reales también dependen de las características del material, el espesor, el ángulo de flexióny el utillaje utilizado.
Los diferentes materiales, espesores y métodos de cálculo dan lugar a deducciones de flexión variables, como se muestra en la tabla siguiente.
Tabla Valor de deducción para cotas de flexión correspondientes a diferentes materiales, espesores y métodos
Espesor de la placa S/mm
Muere
Material
-S × 2
DIN6935
Base de datos
1.5
V12/78
DC04
-3.00
-3.00
-2.90
1.5
V08/78
DC04
-3.00
-2.80
-2.70
1.5
V1278
X5CrNi1810
-3.00
-3.00
-3.10
4
V24/78
S235JRG2
-8.00
-7.60
-7.09
4
V30/78
S235JRG2
-8.00
-7.57
-7.26
4
V24/78
X5CrNi1810
-8.00
-8.01
-7.57
4
V30/78
X5CrNi1810
-8.00
-7.90
-8.01
6
V30/78
S235JRG2
-12.00
-11.20
-10.35
6
V4078
S235JRG2
-12.00
-11.60
-10.62
6
V30/78
X5CrNi1810
-12.00
-11.20
-10.89
6
V4078
X5CrNi1810
-12.00
-11.60
-11.60
Por ejemplo, para una chapa S235JRG2 de 4 mm de espesor utilizando una matriz inferior V30, la deducción por flexión varía según el método: el doble del espesor del material da como resultado 8 mm, la fórmula DIN 6935 da 7,57 mm y el valor empírico de la base de datos da 7,26 mm.
Existen discrepancias entre los métodos, que se hacen aún más significativas cuando las piezas de trabajo requieren múltiples dobleces, lo que da lugar a desviaciones acumuladas mayores. Los valores empíricos de la base de datos se derivan de extensas pruebas prácticas y se almacenan en la base de datos, lo que proporciona la máxima precisión.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo garantizan los diseñadores de chapa metálica la precisión de sus diseños? En esta entrada del blog, nos sumergiremos en el fascinante mundo del diseño de chapa metálica y exploraremos...
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Alguna vez se ha preguntado cómo calcular con precisión la fuerza de flexión necesaria para la fabricación de chapas metálicas? En esta interesante entrada del blog, exploraremos los entresijos del cálculo de la fuerza de flexión,...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
¿Alguna vez ha tenido problemas para calcular el margen de plegado adecuado para sus proyectos de chapa metálica? En esta entrada del blog, nos adentraremos en el mundo de los márgenes de plegado y...
¿Alguna vez se ha preguntado cómo calcular con precisión el margen de plegado para sus proyectos de fabricación de metal? En esta entrada del blog, exploraremos el fascinante mundo de las fórmulas de...
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica no siempre encajan a la perfección? La clave está en conocer el margen de plegado. Este concepto garantiza un plegado preciso y reduce el desperdicio de material. En este...
¿Alguna vez se ha preguntado cómo una simple chapa metálica se transforma en un objeto tridimensional complejo? El plegado en plegadora, un proceso crucial en la fabricación de metales, tiene la clave...
¿Le cuesta diseñar piezas de chapa metálica precisas? Descubra los secretos del factor K, un concepto crucial en la fabricación de chapas metálicas. En este artículo, nuestro experto ingeniero mecánico desmitifica...