Una pieza estrecha y larga se caracteriza por su gran relación longitud/anchura y se coloca utilizando su borde corto durante el plegado.
El problema habitual de que las piezas de trabajo queden fuera de tolerancia suele deberse al tamaño de contacto limitado entre el borde de posicionamiento de la pieza de trabajo y el posicionamiento del antirretorno de la máquina plegadora.
Este post presenta una estructura de utillaje diseñada para optimizar el plegado y el posicionamiento de piezas de trabajo estrechas y largas, abordando eficazmente los retos de posicionamiento difícil y baja precisión.
Con los avances en la tecnología de deformación de chapa metálica, la plegadora CNC se ha convertido en un equipo de producción crucial para el procesamiento de deformación en frío de chapa metálica, ampliamente utilizado en la industria de procesamiento de chapa metálica.
Por seguridad y comodidad, la mayoría prensas plegadoras actualmente utilizan dedos de tope trasero como dispositivo de posicionamiento. Después de una programación sencilla, se puede lograr la vinculación de tope trasero, acción simple, y otras funciones, cumpliendo con los requisitos de procesamiento de. piezas curvadas de diversas formas.
Sin embargo, el posicionamiento del tope trasero utilizado en las plegadoras CNC también tiene sus limitaciones. Cuando la anchura del borde de posicionamiento de la pieza de trabajo que se está procesando es demasiado estrecha (como en el caso de una pieza de trabajo estrecha y larga), el tamaño de contacto limitado entre la pieza de trabajo y el dedo de tope trasero conduce a problemas tales como tamaño de posicionamiento inexacto, posición de flexión dislocada y... flexión de diseño El resultado son productos de mala calidad, frecuentes repeticiones y reparaciones, y un importante despilfarro de materiales, energía y mano de obra.
Mecanismo de deformación por flexión
En la producción, a menudo es necesario doblar una pieza de trabajo (chapa de acero) en un ángulo específico, donde el radio de curvatura en la posición de flexión es pequeño.
Este proceso se conoce como flexión.
El plegado es el proceso de utilizar un punzón y una matriz para aplicar una fuerza externa al chapa metálica...dándole un ángulo o una forma determinados.
La deformación por flexión de la pieza se divide en varias etapas.
Inicialmente, el material se encuentra en un estado de flexión libre.
A medida que se presiona el punzón superior hacia abajo, el material se acerca gradualmente a la superficie del troquel inferior.
A continuación, a medida que el punzón sigue presionando hacia abajo, el área de flexión del material se va reduciendo hasta que hace contacto con el punzón en tres puntos.
Cuando el punzón alcanza el punto más bajo de su carrera, el material está completamente en contacto con el punzón.
Durante la flexión libre, las fibras interiores del material se acortan debido a la compresión longitudinal y las fibras exteriores se alargan debido a la tensión longitudinal, lo que da lugar a un acortamiento transversal debido al volumen constante durante la deformación plástica.
Por lo tanto, en el caso de piezas con una anchura estrecha, la sección transversal tendrá un ligero aspecto de abanico tras el plegado.
En el caso de piezas de chapa ancha, la sección transversal de plegado no presentará ninguna deformación apreciable.
Posicionamiento en curva
Posicionamiento básico de la prensa plegadora
El CNC prensa plegadora suele utilizar dedos de tope para el posicionamiento de la pieza.
El principio básico es que, antes del proceso de plegado, se prepara un programa de plegado y se introduce la forma de la pieza en el controlador de la máquina. A continuación, la máquina calcula la posición de la línea de plegado de la pieza, y el Sistema CNC controla el servomotor para desplazar los dos topes traseros a la posición de plegado deseada mediante el husillo de alta precisión.
El operario sólo tiene que alinear el borde de posicionamiento de la pieza con el dedo de tope de la plegadora para completar el proceso de posicionamiento.
En este punto, la línea central de la matriz inferior de la prensa plegadora representa la posición de la pieza. línea de plegado.
El estado de posicionamiento de la pieza se ilustra en la figura 1.
Fig. 1 Posicionamiento de la pieza
Limitaciones del dispositivo de posicionamiento de la prensa plegadora
Durante el proceso de producción, se descubrió que el uso del posicionamiento típico del tope trasero empleado por la plegadora actual puede provocar dificultades para alinear la pieza de trabajo con el tope trasero si el tamaño del borde de posicionamiento entre la pieza de trabajo y el tope trasero es demasiado corto.
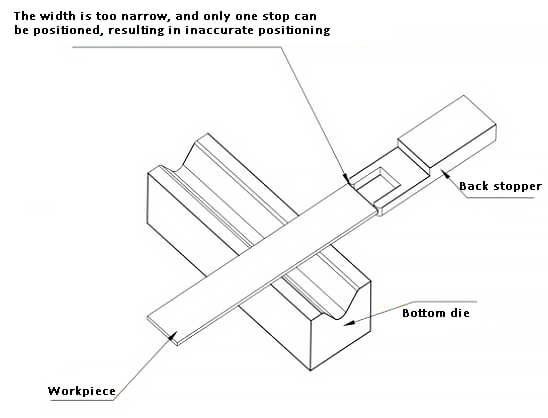
Como se ilustra en la figura 2, una pequeña desviación izquierda-derecha de la pieza puede provocar un posicionamiento incorrecto, lo que puede dar lugar a un desguace de la pieza por exceso de tolerancia o a un tamaño desigual de los bordes durante el plegado.
Fig. 2 Posicionamiento de la pieza estrecha y larga
Los operarios tienen que alinear repetidamente la pieza de trabajo para conseguir el efecto de conformado primario deseado; sin embargo, esto suele dar lugar a resultados mediocres y tiene un impacto negativo significativo tanto en la eficiencia de la producción como en la calidad del producto.
Optimización del posicionamiento en el mecanizado de piezas estrechas y largas
Estructura del dispositivo de optimización del posicionamiento
Teniendo en cuenta las limitaciones del dispositivo de posicionamiento de la plegadora CNC, se ha diseñado un nuevo dispositivo de optimización del posicionamiento que se representa en la figura 3.
Fig. 3 Dispositivo de optimización del posicionamiento
La placa posterior se utiliza para cerrar el lateral de la matriz inferior de la plegadora. El bloque de bloqueo móvil se utiliza conjuntamente para bloquear de forma segura el dispositivo en la matriz inferior de la plegadora. La placa frontal sirve como ubicación para la instalación del tornillo, y el tornillo de bloqueo fija el bloque de bloqueo móvil en la matriz inferior. La placa superior de posicionamiento se utiliza para posicionar la pieza de trabajo.
Utilización de un dispositivo de optimización del posicionamiento
Para utilizar el dispositivo de optimización del posicionamiento mencionado, primero hay que alinearlo y sujetarlo en la matriz inferior de la plegadora y comprobar su estado con una escuadra.
Al posicionar la pieza, el extremo de la pieza debe colocarse cerca del tope trasero de la plegadora, mientras que el lateral de la pieza debe posicionarse utilizando el dispositivo de optimización de posicionamiento, lo que da como resultado un posicionamiento preciso y estable de la pieza, tal y como se ilustra en la figura 4.
Fig. 4 Emparejamiento del material de retención trasero y el dispositivo de posicionamiento auxiliar
Efecto de aplicación del dispositivo auxiliar de posicionamiento
(1) Mejora de la eficiencia de la producción:
Antes de utilizar este dispositivo, las piezas de trabajo estrechas y largas solían requerir repetidas mediciones para garantizar un posicionamiento preciso, lo que provocaba grandes errores. Sin embargo, con el uso de este dispositivo, el operario puede localizar fácilmente la pieza a procesar, lo que mejora significativamente la eficiencia de la producción y reduce a más de la mitad el tiempo de producción y procesamiento de una sola pieza.
(2) Mejora de la calidad del producto:
Antes de la implantación de este utillaje, la tasa de piezas defectuosas estrechas y largas seguía siendo alta, y predominaban problemas como el desguace por exceso de tolerancia y el tamaño desigual de los bordes de plegado. Sin embargo, con el uso del dispositivo de optimización, estos problemas causados por el posicionamiento impreciso durante el plegado ya no se producen, lo que se traduce en una mejora significativa de la calidad del producto.