¿Cómo calcular el radio de curvatura de las chapas metálicas?
¡Atención a todos los fabricantes y diseñadores de chapas metálicas! ¿Le cuesta determinar el radio de curvatura óptimo para sus proyectos? No busque más. En esta entrada del blog, nos sumergiremos en los factores que influyen en el radio de curvatura y proporcionaremos directrices prácticas que le ayudarán a lograr curvaturas precisas y uniformes. Gracias a la experiencia de profesionales experimentados, obtendrá valiosos conocimientos y técnicas para mejorar sus habilidades en la fabricación de chapas metálicas. Prepárese para doblar con confianza.
¿Cómo calcular el radio de curvatura de una chapa?
En radio de curvatura de chapa es un valor crítico en el estirado de chapa que puede ser difícil de determinar durante el proceso real.
Este radio depende del grosor del material, de la presión de la prensa plegadora y de la anchura de la matriz de plegado. troquel inferior groove.
Un método sencillo y aproximado para determinar el radio de curvatura es:
Si el grosor de la placa es inferior a 6 mm, la radio de curvatura puede ser igual al espesor de la chapa.
Si el grosor de la chapa está entre 6 mm y 12 mm, el radio de curvatura suele ser de 1,25 a 1,5 veces el grosor de la chapa.
Si el grosor de la chapa es mayor o igual a 12 mm, el radio de curvatura suele ser de 2 a 3 veces el grosor de la chapa.
Experiencia en chapa metálica El procesamiento muestra que cuando el grosor de la chapa no suele superar los 6 mm, el radio interior del doblado de chapa puede utilizar directamente el grosor de la chapa como radio.
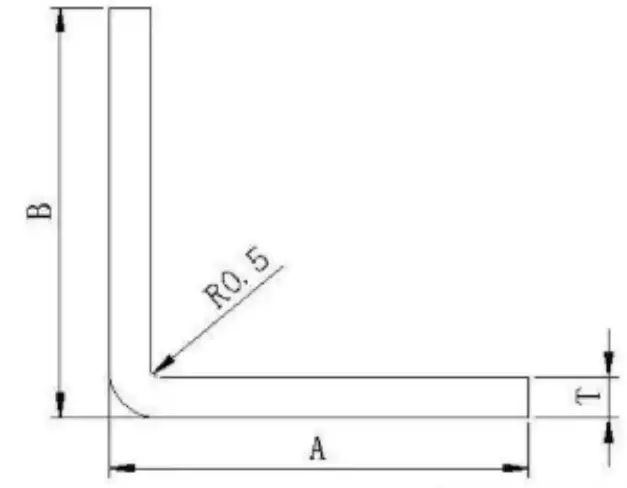
Cuando el radio de curvatura es r = 0,5, el espesor general de la chapa t es igual a 0,5 mm.
Si se requiere un radio de curvatura distinto del espesor de la chapa, debe utilizarse una matriz especial para el mecanizado.
Cuando el dibujo de chapa requiere una curvatura de 90 grados con un radio de curvatura especialmente pequeño, primero hay que ranurar la chapa y luego curvarla.
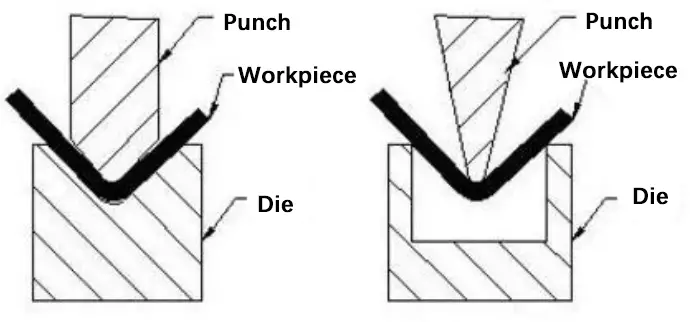
Especial prensa plegadora También pueden utilizarse herramientas como punzones y matrices.
La relación entre el radio de curvatura de la chapa y la anchura de la ranura inferior de la matriz del matriz dobladora se ha establecido mediante numerosos experimentos en el procesamiento de chapas metálicas.
Por ejemplo, cuando se dobla una placa de 1,0 mm con un ancho de ranura de 8 mm, el radio de curvatura ideal es R1.
Si se aumenta la anchura de la ranura a 20 mm, aumenta la profundidad de la placa estirada, lo que da lugar a una mayor superficie de tracción y a un mayor ángulo R.
Para evitar dañar el prensa plegadora y para mantener el radio de curvado deseado, se recomienda curvar con una ranura estrecha, siguiendo la relación estándar de 1:8 entre el espesor de la chapa y la anchura de la ranura.
La proporción mínima recomendada es de 1:6 y no se recomienda doblar con una proporción inferior a 1:4.
Sugerencia: Si la resistencia lo permite, es preferible ranurar primero y luego doblar para conseguir una pequeña plegado de chapa radio.
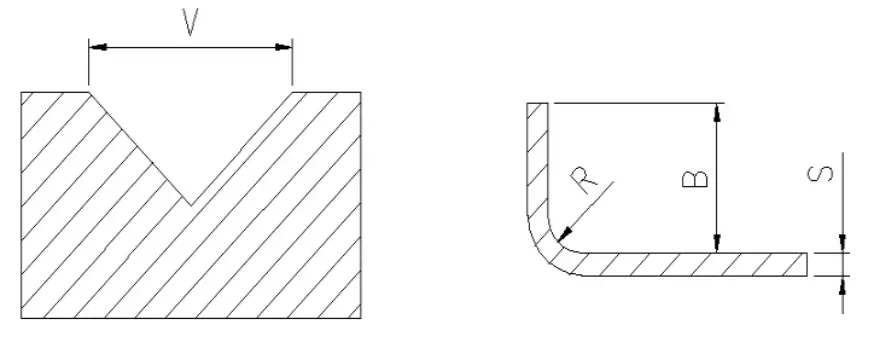
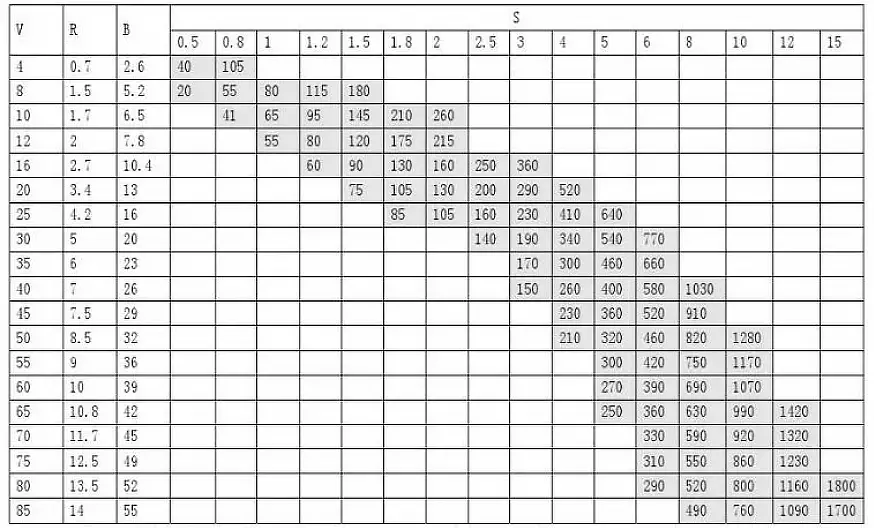
La siguiente figura es una tabla proporcionada por la fabricante de prensas plegadorasque muestra la relación correspondiente entre el radio de curvatura, la presión y la altura mínima de curvatura.
V - anchura de la muesca
R - radio de curvatura
B - altura mínima de flexión
S - espesor de la chapa
Nota: Los datos con escala de grises en la tabla representan la presión de flexión requerida P (KN/m), y la máxima fuerza de flexión de la máquina plegadora es de 1700KN. Hay cinco bordes de cuchilla de plegado disponibles: V = 12, 16, 25, 40 y 50.
Consulte el filo de la cuchilla disponible y longitud de flexión para determinar el radio de curvatura, que le ayudará a calcular la longitud exacta del material a desplegar.
La información anterior se refiere a los parámetros de presión y a la anchura de la matriz de plegado de una sola plegadora.
Los cálculos reales deben basarse en la presión y la matriz de flexión de su propio transformación de chapa instalación.
Tabla de radios de curvatura para acero dulce, acero inoxidable y aluminio
Al considerar diseño de chapaPor lo tanto, es importante saber cómo afecta el radio de curvatura a la elección de los materiales. En esta sección, analizaremos algunas opciones de materiales populares, como el acero dulce, el acero inoxidable y el acero inoxidable. aleaciones de aluminio.
(1) Tabla de radios de curvatura para acero dulce
El acero dulce es un material versátil para la fabricación de chapas metálicas debido a su conformabilidad y rentabilidad. Al curvar acero con bajo contenido en carbono, el radio mínimo de curvatura debe ser igual o superior al grosor de la chapa. Algunos espesores comunes y sus respectivos radios de curvatura mínimos son:
Espesor
Curvatura mínima
Radio de curvatura
(0.02″ | 0.51mm )
0,75″ | 19,05mm
0,605″ | 15,37mm
(0.02″ | 0.51mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
(0.03″ | 0.76mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
(0,25″ | 6,35mm )
1,375″ | 34,92mm
0,17″ | 4,32mm
(0,25″ | 6,35mm )
1,375″ | 34,92mm
0,25″ | 6,35mm
(0,25″ | 6,35mm )
1,5″ | 38,10mm
0,35″ | 8,89mm
(0,25″ | 6,35mm )
1,5″ | 38,10mm
0,25″ | 6,35mm
Calibre 11 (0,12″ | 3,05mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 11 (0,12″ | 3,05mm )
0,75″ | 19,05mm
0,16″ | 4,06mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,115″ | 2,92mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,085″ | 2,16mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 11 (0,12″ | 3,05mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 12 (0,105″ | 2,67mm )
0,5″ | 12,70mm
0,085″ | 2,16mm
Calibre 12 (0,105″ | 2,67mm )
0,5″ | 12,70mm
0,07″ | 1,78mm
Calibre 12 (0,105″ | 2,67mm )
0,5″ | 12,70mm
0,065″ | 1,65mm
Calibre 12 (0,105″ | 2,67mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,045″ | 1,14mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 13 (0,09″ | 2,29mm )
1,375″ | 34,92mm
0,28″ | 7,11mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,055″ | 1,40mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,065″ | 1,65mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,075″ | 1,90mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,06″ | 1,52mm
Calibre 13 (0,09″ | 2,29mm )
0,375″ | 9,52mm
0,05″ | 1,27mm
Calibre 13 (0,09″ | 2,29mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
Calibre 13 (0,09″ | 2,29mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 14 (0,075″ | 1,90mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 14 (0,075″ | 1,90mm )
0.3″ | 7.62mm
0,062″ | 1,57mm
Calibre 14 (0,075″ | 1,90mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 14 (0,075″ | 1,90mm )
0,275″ | 6,98mm
0,062″ | 1,57mm
Calibre 14 (0,075″ | 1,90mm )
0.3″ | 7.62mm
0,04″ | 1,02mm
Calibre 14 (0,075″ | 1,90mm )
0.3″ | 7.62mm
0,06″ | 1,52mm
Calibre 14 (0,075″ | 1,90mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
Calibre 14 (0,075″ | 1,90mm )
0,375″ | 9,52mm
0,06″ | 1,52mm
Calibre 14 (0,075″ | 1,90mm )
0.3″ | 7.62mm
0,045″ | 1,14mm
Calibre 14 (0,075″ | 1,90mm )
0.3″ | 7.62mm
0,055″ | 1,40mm
Calibre 14 (0,075″ | 1,90mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
Calibre 14 (0,075″ | 1,90mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 16 (0,06″ | 1,52mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 16 (0,06″ | 1,52mm )
0.3″ | 7.62mm
0,06″ | 1,52mm
Calibre 16 (0,06″ | 1,52mm )
1,5″ | 38,10mm
0,995″ | 25,27mm
Calibre 16 (0,06″ | 1,52mm )
0,375″ | 9,52mm
0,075″ | 1,90mm
Calibre 16 (0,06″ | 1,52mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 16 (0,06″ | 1,52mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 16 (0,06″ | 1,52mm )
0,5″ | 12,70mm
0,24″ | 6,10mm
Calibre 16 (0,06″ | 1,52mm )
0,265″ | 6,73mm
0,055″ | 1,40mm
Calibre 16 (0,06″ | 1,52mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 16 (0,06″ | 1,52mm )
0,375″ | 9,52mm
0,065″ | 1,65mm
Calibre 16 (0,06″ | 1,52mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
Calibre 16 (0,06″ | 1,52mm )
0.3″ | 7.62mm
0,055″ | 1,40mm
Calibre 16 (0,06″ | 1,52mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 16 (0,06″ | 1,52mm )
1,5″ | 38,10mm
0,985″ | 25,02mm
Calibre 16 (0,06″ | 1,52mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 16 (0,06″ | 1,52mm )
0.3″ | 7.62mm
0,062″ | 1,57mm
Calibre 16 (0,06″ | 1,52mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 18 (0,048″ | 1,22mm )
0.3″ | 7.62mm
0,06″ | 1,52mm
Calibre 18 (0,048″ | 1,22mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 18 (0,048″ | 1,22mm )
0,2″ | 5,08mm
0,03″ | 0,76mm
Calibre 18 (0,048″ | 1,22mm )
0,375″ | 9,52mm
0,05″ | 1,27mm
Calibre 18 (0,048″ | 1,22mm )
0,265″ | 6,73mm
0,065″ | 1,65mm
Calibre 18 (0,048″ | 1,22mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 18 (0,048″ | 1,22mm )
1,5″ | 38,10mm
1,1″ | 27,94mm
Calibre 18 (0,048″ | 1,22mm )
0,375″ | 9,52mm
0,125″ | 3,18mm
Calibre 18 (0,048″ | 1,22mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 18 (0,048″ | 1,22mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 18 (0,048″ | 1,22mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 18 (0,048″ | 1,22mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 18 (0,048″ | 1,22mm )
0.3″ | 7.62mm
0,04″ | 1,02mm
Calibre 18 (0,048″ | 1,22mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 18 (0,048″ | 1,22mm )
0,5″ | 12,70mm
0,105″ | 2,67mm
Calibre 20 (0,036″ | 0,91mm )
0,5″ | 12,70mm
0,11″ | 2,79mm
Calibre 20 (0,036″ | 0,91mm )
0,265″ | 6,73mm
0,055″ | 1,40mm
Calibre 20 (0,036″ | 0,91mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 20 (0,036″ | 0,91mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 20 (0,036″ | 0,91mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 20 (0,036″ | 0,91mm )
0,375″ | 9,52mm
0,07″ | 1,78mm
Calibre 20 (0,036″ | 0,91mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 20 (0,036″ | 0,91mm )
0,265″ | 6,73mm
0,065″ | 1,65mm
Calibre 20 (0,036″ | 0,91mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 22 (0,03″ | 0,76mm )
0,5″ | 12,70mm
0,09″ | 2,29mm
Calibre 22 (0,03″ | 0,76mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 22 (0,03″ | 0,76mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 22 (0,03″ | 0,76mm )
0,265″ | 6,73mm
0,055″ | 1,40mm
Calibre 22 (0,03″ | 0,76mm )
0,265″ | 6,73mm
0,065″ | 1,65mm
Calibre 22 (0,03″ | 0,76mm )
0″ | 0.00mm
0,025″ | 0,64mm
Calibre 22 (0,03″ | 0,76mm )
0,265″ | 6,73mm
0,07″ | 1,78mm
Calibre 22 (0,03″ | 0,76mm )
0,375″ | 9,52mm
0,085″ | 2,16mm
Tenga en cuenta que las curvas más cerradas pueden provocar grietas o distorsiones en el material. Las planchas más gruesas también pueden requerir una mayor fuerza durante el proceso de plegado.
(2) Tabla de radios de curvatura para acero inoxidable
El acero inoxidable es conocido por su resistencia a la corrosión y su durabilidad. Para la mayoría de calidades de acero inoxidableSi la chapa es de acero inoxidable, necesitará un radio de curvatura mayor que si es de acero con bajo contenido en carbono. La relación entre el radio de curvatura y el grosor de la chapa suele variar entre 1:1 y 2:1, dependiendo de factores como el tipo, la dureza y el grosor del acero inoxidable. Algunas directrices para los radios de curvatura mínimos son
Espesor
Curvatura mínima
Radio de curvatura
(0.12″ | 3.05mm )
0,75″ | 19,05mm
0,22″ | 5,59mm
(0.12″ | 3.05mm )
1,5″ | 38,10mm
1,05″ | 26,67mm
(0.12″ | 3.05mm )
0,75″ | 19,05mm
0,2″ | 5,08mm
(0.125″ | 3.18mm )
0,5″ | 12,70mm
0,09″ | 2,29mm
(0.125″ | 3.18mm )
0,5″ | 12,70mm
0,08″ | 2,03mm
(0.125″ | 3.18mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
(0.125″ | 3.18mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
Calibre 12 (0,109″ | 2,77mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 12 (0,109″ | 2,77mm )
0,5″ | 12,70mm
0,095″ | 2,41mm
Calibre 12 (0,109″ | 2,77mm )
0,75″ | 19,05mm
0,18″ | 4,57mm
Calibre 12 (0,109″ | 2,77mm )
0,5″ | 12,70mm
0,095″ | 2,41mm
Calibre 12 (0,109″ | 2,77mm )
0,75″ | 19,05mm
0,22″ | 5,59mm
Calibre 14 (0,078″ | 1,98mm )
0,275″ | 6,98mm
0,062″ | 1,57mm
Calibre 14 (0,078″ | 1,98mm )
1,375″ | 34,92mm
0,4″ | 10,16mm
Calibre 14 (0,078″ | 1,98mm )
0.3″ | 7.62mm
0,05″ | 1,27mm
Calibre 14 (0,078″ | 1,98mm )
0,275″ | 6,98mm
0,075″ | 1,90mm
Calibre 14 (0,078″ | 1,98mm )
0,375″ | 9,52mm
0,07″ | 1,78mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,11″ | 2,79mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,13″ | 3,30mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,09″ | 2,29mm
Calibre 14 (0,078″ | 1,98mm )
0,275″ | 6,98mm
0,05″ | 1,27mm
Calibre 14 (0,078″ | 1,98mm )
0,5″ | 12,70mm
0,115″ | 2,92mm
Calibre 14 (0,078″ | 1,98mm )
0,75″ | 19,05mm
0,26″ | 6,60mm
Calibre 14 (0,078″ | 1,98mm )
0,375″ | 9,52mm
0,105″ | 2,67mm
Calibre 14 (0,078″ | 1,98mm )
1,5″ | 38,10mm
1,125″ | 28,58mm
Calibre 14 (0,078″ | 1,98mm )
0.3″ | 7.62mm
0,055″ | 1,40mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,25″ | 6,35mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 16 (0,063″ | 1,60mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 16 (0,063″ | 1,60mm )
0.3″ | 7.62mm
0,05″ | 1,27mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 16 (0,063″ | 1,60mm )
0.3″ | 7.62mm
0,055″ | 1,40mm
Calibre 16 (0,063″ | 1,60mm )
0.3″ | 7.62mm
0,08″ | 2,03mm
Calibre 16 (0,063″ | 1,60mm )
0,265″ | 6,73mm
0,055″ | 1,40mm
Calibre 16 (0,063″ | 1,60mm )
0,375″ | 9,52mm
0,07″ | 1,78mm
Calibre 16 (0,063″ | 1,60mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 16 (0,063″ | 1,60mm )
0,265″ | 6,73mm
0,075″ | 1,90mm
Calibre 16 (0,063″ | 1,60mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 16 (0,063″ | 1,60mm )
0,265″ | 6,73mm
0,08″ | 2,03mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
Calibre 16 (0,063″ | 1,60mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 16 (0,063″ | 1,60mm )
0,5″ | 12,70mm
0,105″ | 2,67mm
Calibre 18 (0,05″ | 1,27mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,115″ | 2,92mm
Calibre 18 (0,05″ | 1,27mm )
0.3″ | 7.62mm
0,07″ | 1,78mm
Calibre 18 (0,05″ | 1,27mm )
0,375″ | 9,52mm
0,1″ | 2,54mm
Calibre 18 (0,05″ | 1,27mm )
0.3″ | 7.62mm
0,06″ | 1,52mm
Calibre 18 (0,05″ | 1,27mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 18 (0,05″ | 1,27mm )
0,265″ | 6,73mm
0,08″ | 2,03mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,12″ | 3,05mm
Calibre 18 (0,05″ | 1,27mm )
0,375″ | 9,52mm
0,125″ | 3,18mm
Calibre 18 (0,05″ | 1,27mm )
0,5″ | 12,70mm
0,24″ | 6,10mm
Calibre 18 (0,05″ | 1,27mm )
0,265″ | 6,73mm
0,085″ | 2,16mm
Calibre 18 (0,05″ | 1,27mm )
1,375″ | 34,92mm
0,4″ | 10,16mm
Calibre 18 (0,05″ | 1,27mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 18 (0,05″ | 1,27mm )
0,265″ | 6,73mm
0,06″ | 1,52mm
Calibre 18 (0,05″ | 1,27mm )
0,375″ | 9,52mm
0,09″ | 2,29mm
Calibre 18 (0,05″ | 1,27mm )
0.3″ | 7.62mm
0,08″ | 2,03mm
Calibre 20 (0,038″ | 0,97mm )
0.3″ | 7.62mm
0,06″ | 1,52mm
Calibre 20 (0,038″ | 0,97mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 20 (0,038″ | 0,97mm )
0,5″ | 12,70mm
0,11″ | 2,79mm
Calibre 20 (0,038″ | 0,97mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
Calibre 20 (0,038″ | 0,97mm )
0,375″ | 9,52mm
0,095″ | 2,41mm
Calibre 20 (0,038″ | 0,97mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 20 (0,038″ | 0,97mm )
0.3″ | 7.62mm
0,07″ | 1,78mm
Calibre 20 (0,038″ | 0,97mm )
0,265″ | 6,73mm
0,07″ | 1,78mm
Calibre 20 (0,038″ | 0,97mm )
0,5″ | 12,70mm
0,4″ | 10,16mm
Calibre 22 (0,031″ | 0,79mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 22 (0,031″ | 0,79mm )
0,265″ | 6,73mm
0,08″ | 2,03mm
Calibre 22 (0,031″ | 0,79mm )
0,375″ | 9,52mm
0,08″ | 2,03mm
Calibre 22 (0,031″ | 0,79mm )
0.3″ | 7.62mm
0,08″ | 2,03mm
Calibre 22 (0,031″ | 0,79mm )
0,5″ | 12,70mm
0,09″ | 2,29mm
Calibre 22 (0,031″ | 0,79mm )
0.3″ | 7.62mm
0,075″ | 1,90mm
Calibre 22 (0,031″ | 0,79mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 22 (0,031″ | 0,79mm )
0,2″ | 5,08mm
0,05″ | 1,27mm
Calibre 24 (0,024″ | 0,61mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 24 (0,024″ | 0,61mm )
0,265″ | 6,73mm
0,08″ | 2,03mm
Calibre 24 (0,025″ | 0,64mm )
0,5″ | 12,70mm
0,1″ | 2,54mm
No olvide tener en cuenta el grado y las propiedades del acero inoxidable elegido a la hora de determinar el radio de curvatura adecuado para su aplicación.
(3) Tabla de radios de curvatura para aleaciones de aluminio
Las aleaciones de aluminio ofrecen opciones ligeras, fuertes y resistentes a la corrosión para la fabricación de chapas metálicas. Al igual que ocurre con el acero con bajo contenido en carbono, el radio de curvatura mínimo de las aleaciones de aluminio suele ser igual al espesor de la chapa. Sin embargo, algunas aleaciones específicas pueden presentar una conformabilidad mejor o peor. He aquí una guía general de los radios de curvatura mínimos de algunas aleaciones de aluminio populares:
Espesor
Curvatura mínima
Radio de curvatura
(0.032″ | 0.81mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
(0.032″ | 0.81mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
(0.1285″ | 3.26mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
(0,25″ | 6,35mm )
1,375″ | 34,92mm
0,16″ | 4,06mm
(0,25″ | 6,35mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
(0,25″ | 6,35mm )
0,75″ | 19,05mm
0,125″ | 3,18mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,078″ | 1,98mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 10 (0,102″ | 2,59mm )
1,5″ | 38,10mm
1.063″ | 27.00mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 10 (0,102″ | 2,59mm )
1,5″ | 38,10mm
1,125″ | 28,58mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 10 (0,102″ | 2,59mm )
0,5″ | 12,70mm
0,07″ | 1,78mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 11 (0,091″ | 2,31mm )
0,75″ | 19,05mm
0,24″ | 6,10mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 11 (0,091″ | 2,31mm )
1,375″ | 34,92mm
0,24″ | 6,10mm
Calibre 11 (0,091″ | 2,31mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,05″ | 1,27mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,062″ | 1,57mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 11 (0,091″ | 2,31mm )
0,375″ | 9,52mm
0,045″ | 1,14mm
Calibre 11 (0,091″ | 2,31mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 11 (0,0914″ | 2,32mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
0.3″ | 7.62mm
0,0622″ | 1,58mm
Calibre 12 (0,081″ | 2,06mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 12 (0,081″ | 2,06mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 12 (0,081″ | 2,06mm )
1,5″ | 38,10mm
1,1″ | 27,94mm
Calibre 12 (0,081″ | 2,06mm )
1,5″ | 38,10mm
1″ | 25,40mm
Calibre 12 (0,081″ | 2,06mm )
0,275″ | 6,98mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 12 (0,081″ | 2,06mm )
0.3″ | 7.62mm
0,04″ | 1,02mm
Calibre 12 (0,081″ | 2,06mm )
0,5″ | 12,70mm
0,055″ | 1,40mm
Calibre 12 (0,081″ | 2,06mm )
0,275″ | 6,98mm
0,062″ | 1,57mm
Calibre 12 (0,081″ | 2,06mm )
0,75″ | 19,05mm
0,24″ | 6,10mm
Calibre 14 (0,064″ | 1,63mm )
1,5″ | 38,10mm
1,2″ | 30,48mm
Calibre 14 (0,064″ | 1,63mm )
0.3″ | 7.62mm
0,035″ | 0,89mm
Calibre 14 (0,064″ | 1,63mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 14 (0,064″ | 1,63mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 14 (0,064″ | 1,63mm )
0,265″ | 6,73mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,265″ | 6,73mm
0,035″ | 0,89mm
Calibre 14 (0,064″ | 1,63mm )
0.3″ | 7.62mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 14 (0,064″ | 1,63mm )
1,5″ | 38,10mm
0,7″ | 17,78mm
Calibre 14 (0,064″ | 1,63mm )
0.3″ | 7.62mm
0,062″ | 1,57mm
Calibre 14 (0,064″ | 1,63mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 14 (0,064″ | 1,63mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 14 (0,064″ | 1,63mm )
1,5″ | 38,10mm
1.225″ | 31.12mm
Calibre 14 (0,064″ | 1,63mm )
0,375″ | 9,52mm
0,06″ | 1,52mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,22″ | 5,59mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 14 (0,064″ | 1,63mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 14 (0,064″ | 1,63mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 14 (0,064″ | 1,63mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 14 (0,064″ | 1,63mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 14 (0,064″ | 1,63mm )
1,5″ | 38,10mm
1,13″ | 28,70mm
Calibre 16 (0,051″ | 1,30mm )
1,5″ | 38,10mm
1,2″ | 30,48mm
Calibre 16 (0,051″ | 1,30mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 16 (0,051″ | 1,30mm )
0,265″ | 6,73mm
0,035″ | 0,89mm
Calibre 16 (0,051″ | 1,30mm )
0.3″ | 7.62mm
0,04″ | 1,02mm
Calibre 16 (0,051″ | 1,30mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 16 (0,051″ | 1,30mm )
0.3″ | 7.62mm
0,062″ | 1,57mm
Calibre 16 (0,051″ | 1,30mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 16 (0,051″ | 1,30mm )
0,5″ | 12,70mm
0,23″ | 5,84mm
Calibre 16 (0,051″ | 1,30mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 16 (0,051″ | 1,30mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 16 (0,051″ | 1,30mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 16 (0,051″ | 1,30mm )
0,375″ | 9,52mm
0,05″ | 1,27mm
Calibre 16 (0,051″ | 1,30mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 16 (0,051″ | 1,30mm )
0,5″ | 12,70mm
0,05″ | 1,27mm
Calibre 16 (0,051″ | 1,30mm )
1,375″ | 34,92mm
0,4″ | 10,16mm
Calibre 16 (0,051″ | 1,30mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 16 (0,051″ | 1,30mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,375″ | 9,52mm
0,045″ | 1,14mm
Calibre 18 (0,04″ | 1,02mm )
0,375″ | 9,52mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 18 (0,04″ | 1,02mm )
1,375″ | 34,92mm
0,45″ | 11,43mm
Calibre 18 (0,04″ | 1,02mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 18 (0,04″ | 1,02mm )
0,265″ | 6,73mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 18 (0,04″ | 1,02mm )
0,55″ | 13,97mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 18 (0,04″ | 1,02mm )
0.3″ | 7.62mm
0,07″ | 1,78mm
Calibre 18 (0,04″ | 1,02mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 18 (0,04″ | 1,02mm )
0,2″ | 5,08mm
0,045″ | 1,14mm
Calibre 18 (0,04″ | 1,02mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 18 (0,04″ | 1,02mm )
0,5″ | 12,70mm
0,24″ | 6,10mm
Calibre 18 (0,04″ | 1,02mm )
0.3″ | 7.62mm
0,04″ | 1,02mm
Calibre 20 (0,032″ | 0,81mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 20 (0,032″ | 0,81mm )
0,375″ | 9,52mm
0,055″ | 1,40mm
Calibre 20 (0,032″ | 0,81mm )
1,375″ | 34,92mm
0,4″ | 10,16mm
Calibre 20 (0,032″ | 0,81mm )
0,2″ | 5,08mm
0,035″ | 0,89mm
Calibre 20 (0,032″ | 0,81mm )
0,265″ | 6,73mm
0,062″ | 1,57mm
Calibre 20 (0,032″ | 0,81mm )
0.3″ | 7.62mm
0,045″ | 1,14mm
Calibre 20 (0,032″ | 0,81mm )
0,2″ | 5,08mm
0,04″ | 1,02mm
Calibre 20 (0,032″ | 0,81mm )
0,55″ | 13,97mm
0,03″ | 0,76mm
Calibre 20 (0,032″ | 0,81mm )
0.3″ | 7.62mm
0,07″ | 1,78mm
Calibre 20 (0,032″ | 0,81mm )
0,265″ | 6,73mm
0,05″ | 1,27mm
Calibre 20 (0,032″ | 0,81mm )
0.3″ | 7.62mm
0,04″ | 1,02mm
Calibre 20 (0,032″ | 0,81mm )
0,265″ | 6,73mm
0,04″ | 1,02mm
Calibre 20 (0,032″ | 0,81mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 5 (0,188″ | 4,78mm )
0,75″ | 19,05mm
0,12″ | 3,05mm
Calibre 5 (0,188″ | 4,78mm )
1,375″ | 34,92mm
0,355″ | 9,02mm
Calibre 5 (0,188″ | 4,78mm )
1,5″ | 38,10mm
0,375″ | 9,52mm
Calibre 5 (0,188″ | 4,78mm )
1,375″ | 34,92mm
0,125″ | 3,18mm
Calibre 5 (0,188″ | 4,78mm )
1,375″ | 34,92mm
0,22″ | 5,59mm
Calibre 5 (0,188″ | 4,78mm )
1,375″ | 34,92mm
0,16″ | 4,06mm
Calibre 5 (0,188″ | 4,78mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 8 (0,1285″ | 3,26mm )
1,375″ | 34,92mm
0,225″ | 5,72mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,06″ | 1,52mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,04″ | 1,02mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,065″ | 1,65mm
Calibre 8 (0,1285″ | 3,26mm )
0,75″ | 19,05mm
0,125″ | 3,18mm
Calibre 8 (0,1285″ | 3,26mm )
1,375″ | 34,92mm
0,375″ | 9,52mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,125″ | 3,18mm
Calibre 8 (0,1285″ | 3,26mm )
0,5″ | 12,70mm
0,045″ | 1,14mm
Calibre 8 (0,1285″ | 3,26mm )
1,5″ | 38,10mm
1″ | 25,40mm
Calibre 8 (0,1285″ | 3,26mm )
1,5″ | 38,10mm
1,05″ | 26,67mm
Tenga en cuenta las propiedades específicas de la aleación al planificar su proyecto. Un radio de curvatura inadecuado puede provocar daños en el material o la necesidad de procesos adicionales posteriores al curvado para corregir distorsiones.
Radio interior de la pieza
Antes de hablar de los radios internos (ángulos R) de las piezas, conviene conocer las características de los materiales metálicos.
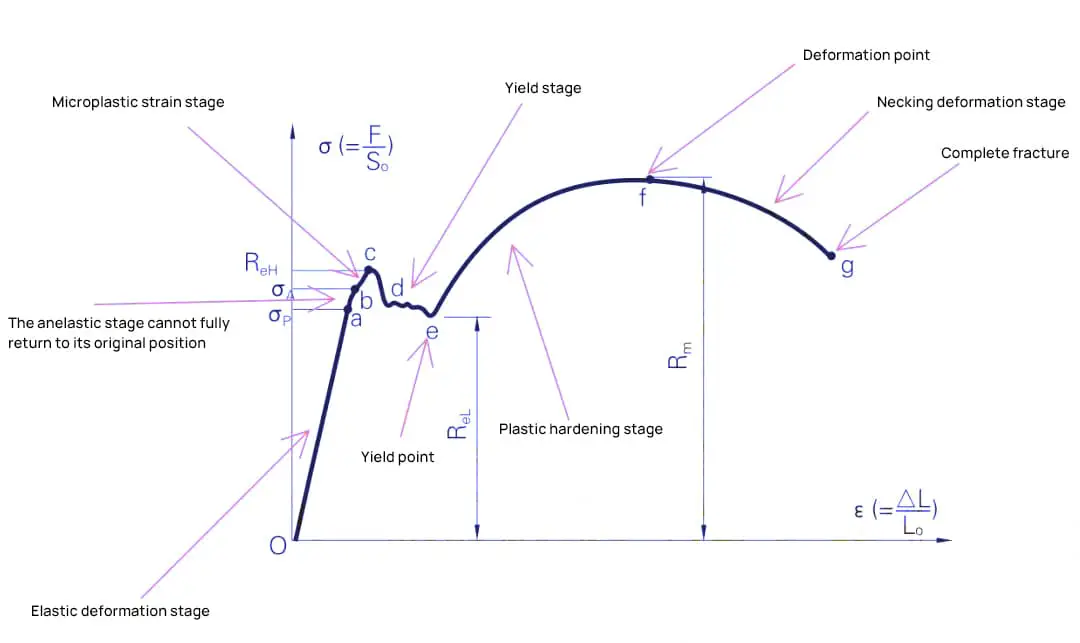
Como se ilustra en la siguiente curva de tensión-deformación, la parte inicial representa la fase de deformación elástica, en la que el material puede volver a su posición original una vez liberada la fuerza de tracción.
Si se sigue aplicando fuerza más allá del límite elástico, el material entra en la fase de endurecimiento por deformación, en la que una mayor fuerza de tracción provoca una deformación plástica permanente. Para inducir una mayor deformación plástica, es necesario aumentar la fuerza.
Una vez alcanzado el pico de tensión, la continuación de la fuerza de tracción conduce al estrangulamiento y, finalmente, a la fractura completa. Durante el proceso de flexión, la deformación de la chapa metálica se produce principalmente en la fase de endurecimiento por deformación, caracterizada por una mayor necesidad de esfuerzo a medida que aumenta la deformación.
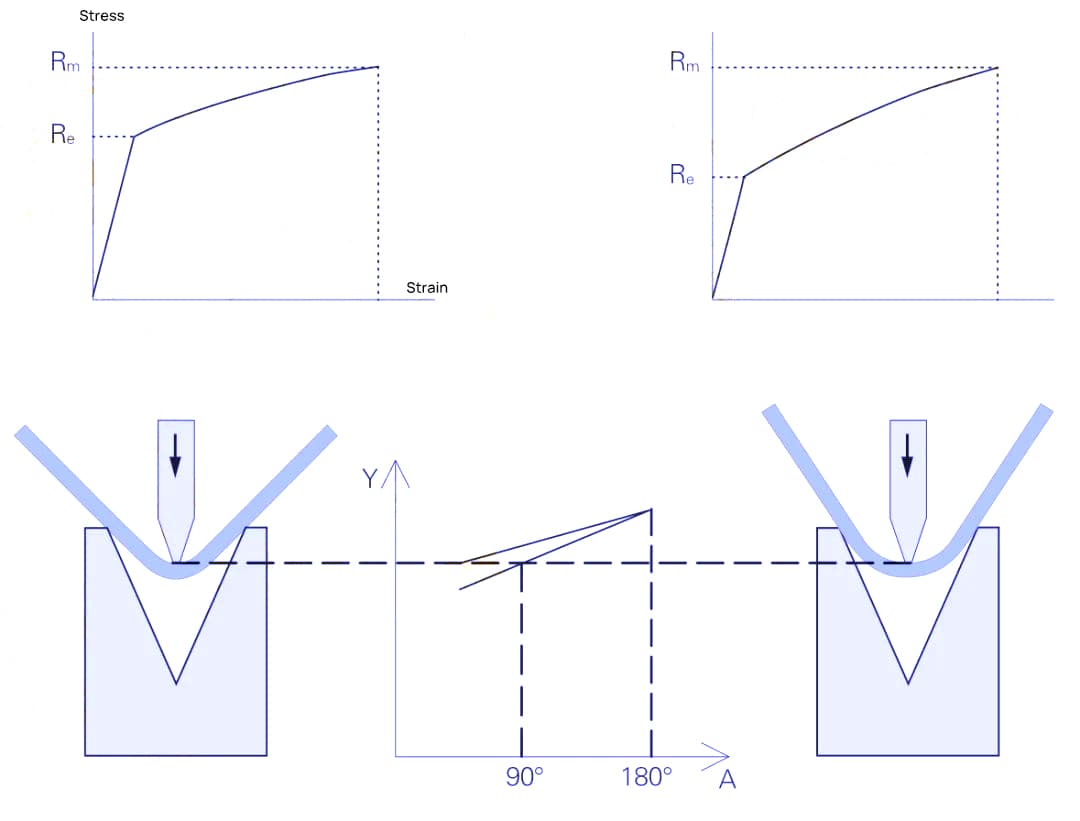
El ángulo R interno de una pieza está relacionado con el material, como se muestra en el gráfico siguiente.
Relación entre el radio interior de una pieza y las propiedades del material
Los materiales con bajo endurecimiento por deformación tienen ángulos R internos más pequeños, mientras que los de alto endurecimiento por deformación presentan ángulos R internos más grandes. El ángulo R interno también se ve influido por la abertura de la matriz del molde inferior; cuanto menor sea la abertura, menor será el ángulo R interno, como se indica en la tabla siguiente.
Tabla: Relación entre el radio interior de la pieza y la abertura de la matriz
El rango de selección para la abertura inferior de la matriz de plegado es típicamente:
Para chapas de menos de 4 mm de grosor, una apertura de matriz de 6 a 8 veces el grosor del material;
Para chapas de más de 4 mm de grosor, una apertura de matriz de 8 a 12 veces el grosor del material.
Por lo tanto, el ángulo R interno deseado para una pieza doblada puede conseguirse teniendo en cuenta las propiedades del material junto con la elección de la apertura de la matriz.
Requisitos para el molde superior: Mientras el ángulo R del molde superior no supere el ángulo R estándar, no tendrá casi ningún efecto sobre el ángulo R interno de la pieza doblada.
Si el ángulo R interno requerido de la pieza es mayor que el estándar, deberá aumentarse el radio R de la punta del molde superior;
Si el ángulo R interno requerido es menor que el estándar, se puede utilizar el ranurado de la chapa o el doblado de fondo, y se debe disminuir el radio R de la punta del molde superior.
Para algunos materiales con poca ductilidad, también puede ser necesario un radio R mayor en la punta del molde para doblar un ángulo R interno mayor para evitar la fractura del material.
Radio de curvatura de la chapa metálica
El radio de curvatura de las chapas metálicas es un aspecto esencial que hay que tener en cuenta a la hora de fabricar o diseñar piezas. Tiene un impacto significativo en la calidad y funcionalidad del producto final.
En esta sección, aprenderá sobre el radio de curvatura, los factores que influyen en él y las directrices para seleccionar el radio de curvatura mínimo adecuado.
Factores que influyen en el radio de curvatura
El radio de curvatura depende de varios factores, como:
Material: Diferentes metales tienen respuestas diferentes a la flexión. Por ejemplo, el aluminio puede doblarse en un radio más cerrado que el acero debido a su flexibilidad.
Espesor: A medida que aumenta el espesor de la chapa, también aumenta el radio mínimo de curvatura.
Dirección del grano: La flexión a lo largo de la dirección del grano requiere un radio mayor que la flexión a través del grano.
Ángulo de flexión: A medida que aumenta el ángulo de curvatura, puede ser necesario aumentar el radio de curvatura para evitar la concentración de tensiones o el agrietamiento.
Herramientas: La matriz y el punzón utilizados en una plegadora también influyen en el radio de curvatura.
Comprender estos factores y su impacto en el radio de curvatura puede ayudarle a tomar decisiones fundamentadas durante el proceso de diseño y a mejorar la calidad y durabilidad de sus piezas.
Directrices sobre el radio mínimo de curvatura
Para evitar la formación de grietas o la deformación de las piezas al doblarlas, es esencial respetar unas directrices de radio de curvatura mínimo. Estas directrices pueden variar en función del material y sus propiedades:
Acero dulce: Para materiales con un espesor de hasta 1,2 mm, se recomienda un radio de curvatura mínimo de 0,8T (T = espesor del material).
Aluminio: Normalmente se sugiere un radio de curvatura mínimo de 2T para materiales de menos de 4 mm de grosor.
Acero inoxidable: Para espesores de hasta 3 mm, se propone un radio de curvatura mínimo de 1,5T.
Se trata de directrices generales, por lo que es fundamental consultar las recomendaciones específicas de cada material o experimentar con las combinaciones específicas de chapa y utillaje para obtener el resultado deseado. Si sigue las directrices de radio de curvatura adecuadas, podrá garantizar un producto final de alta calidad con menos defectos, menos residuos y mayor resistencia.
Preguntas frecuentes
A continuación encontrará respuestas a algunas preguntas frecuentes:
¿Cuál es el radio de curvatura mínimo de una chapa?
El radio mínimo de curvatura de una chapa metálica depende de varios factores, como el grosor del material, el tipo y la orientación de curvatura con respecto a la fibra. Por lo general, el radio de curvatura mínimo es al menos igual al espesor del material (1t). Sin embargo, esto puede variar en función de las propiedades y condiciones específicas del material.
Por ejemplo, el acero con determinadas propiedades de tracción puede requerir un radio de curvatura mínimo de 2 veces el grosor del material. La orientación de la curva también influye; la curva transversal suele permitir un radio menor que la curva longitudinal. Los materiales más blandos, como el acero con bajo contenido en carbono o el aluminio blando, pueden conseguir radios más estrechos, mientras que los materiales más duros requieren radios más grandes. Por ejemplo, el aluminio 6061 en la condición T4 puede necesitar un radio de 3 a 4 veces el grosor, mientras que en la condición O, podría requerir sólo de 1 a 2 veces el grosor.
También existe una distinción entre el radio de curvatura mínimo producible y el radio de curvatura recomendado. Mientras que el radio de curvatura mínimo producible es el más pequeño que se puede alcanzar sin que falle el material, el radio recomendado suele ser mayor para garantizar la estabilidad del material y reducir la tensión en el equipo.
En la práctica, las directrices generales sugieren un radio de curvatura mínimo igual al grosor del material, pero para obtener resultados óptimos y evitar defectos, suele ser aconsejable utilizar un radio mayor, como 10-12 veces el grosor del material.
¿Cómo afecta el tipo de material al radio de curvatura?
El tipo de material influye significativamente en el radio de curvatura del plegado de chapa metálica debido a variaciones en propiedades como la dureza, la ductilidad y la dirección del grano. Los materiales más duros, como el acero y el acero inoxidable, suelen requerir radios de curvatura mínimos mayores para evitar fisuras que los materiales más blandos, como el aluminio. Por ejemplo, una chapa de acero de 1 mm de grosor puede necesitar un radio de curvatura mínimo de 1 mm, mientras que el aluminio suele admitir un radio menor.
La dirección del grano también desempeña un papel crucial. El curvado transversal (perpendicular) suele dar lugar a curvas más resistentes con menos riesgo de agrietamiento, mientras que el curvado paralelo al grano aumenta la probabilidad de agrietamiento y reduce la resistencia del curvado. Además, el grosor del material y el ángulo de curvatura influyen en el radio de curvatura necesario, ya que los materiales más duros requieren radios mayores para el mismo ángulo de curvatura.
El factor K, que afecta a los cálculos de la tolerancia a la flexión, varía con la dureza y el grosor del material. Los materiales más duros tienen factores K más altos, lo que indica un mayor desplazamiento del eje neutro hacia la superficie interior durante el doblado. En la práctica, el uso de radios de curvatura mayores o el recocido de los materiales antes del curvado pueden ayudar a mitigar el agrietamiento, especialmente en el caso de materiales con altos revenidos o baja ductilidad, como el aluminio T-6.
Comprender estos requisitos específicos de los materiales es esencial para diseñar y fabricar componentes de chapa metálica sin defectos.
¿Qué herramientas se utilizan para medir el radio de curvatura en chapa metálica?
Medir el radio de curvatura de la chapa requiere precisión y las herramientas adecuadas para garantizar la exactitud. Una de las herramientas más utilizadas es el calibrador de radios, que puede ser metálico o de plástico transparente y está diseñado para encajar directamente en la curva y determinar su radio. También se pueden emplear calibradores para medir el radio de la curva; sin embargo, este método puede ser menos preciso, sobre todo si el radio se aplana, ya que se basa en una estimación visual.
Las herramientas de transferencia fabricadas a partir de placas de calce finas de acero inoxidable con un tornillo de mariposa pueden copiar y medir eficazmente el radio de curvatura. Estas herramientas se colocan en la curva, se aprietan y, a continuación, se traen de vuelta para su verificación mediante plantillas circulares u otros dispositivos de medición. Para una mayor precisión, se utilizan máquinas de medición de coordenadas (MMC) y comparadores ópticos, aunque pueden tener limitaciones a la hora de capturar perfiles detallados.
Los equipos de medición avanzados, como el perfilómetro óptico 3D de la serie VR de KEYENCE, ofrecen una medición sin contacto, capturando la forma 3D de la superficie con gran precisión y eficacia, superando así muchos retos asociados a las herramientas convencionales. Además, inspeccionar el radio en el punzón o consultar con el operario de la prensa plegadora puede proporcionar información valiosa, especialmente cuando las piezas se fabrican internamente. Herramientas especializadas como el transportador BendPro también pueden utilizarse para medir y calcular radios de curvatura, en particular para componentes tubulares, lo que demuestra la versatilidad de los principios del transportador en diversas aplicaciones de curvado de metales. Al emplear estas herramientas, los fabricantes pueden garantizar mediciones precisas y coherentes del radio de curvatura, lo que resulta crucial para un trabajo del metal de alta calidad.
¿Por qué es importante el margen de plegado en el diseño de chapa metálica?
El margen de plegado es esencial en el diseño y la fabricación de chapa metálica porque influye directamente en la precisión de las dimensiones finales de las piezas plegadas. Al tener en cuenta el margen de curvatura, los diseñadores se aseguran de que las dimensiones del producto final coincidan con las especificaciones, lo que ayuda a evitar problemas de montaje. Además, un cálculo adecuado del margen de plegado mejora la utilización del material al reducir los residuos, ya que garantiza que la chapa se corta al tamaño correcto antes del plegado, lo que en última instancia fomenta la rentabilidad.
Además, incorporar el margen de curvatura adecuado es crucial para lograr un ajuste correcto durante el montaje. Las piezas que no se doblan con las dimensiones correctas pueden no alinearse correctamente, lo que plantea importantes problemas en los procesos de montaje. Una tolerancia de curvatura precisa también afecta a la distribución de la tensión dentro de los componentes curvados, manteniendo su integridad estructural y evitando posibles alabeos o fracturas.
Para calcular el margen de curvatura, una fórmula específica tiene en cuenta el ángulo de curvatura, el radio interior de curvatura, el factor K y el grosor del material. Este cálculo ayuda a evitar la distorsión durante el proceso de doblado y garantiza que se mantenga el radio de curvatura mínimo, que es fundamental para el rendimiento del material. En general, la tolerancia de curvado contribuye a la coherencia en la fabricación, lo que permite a los fabricantes producir piezas de alta calidad que cumplen las especificaciones de diseño, al tiempo que minimiza los errores y la necesidad de reprocesado.
¿Cómo puedo evitar las grietas al doblar chapa?
Para evitar el agrietamiento al doblar chapas metálicas, hay que tener en cuenta varios factores y técnicas clave. Por ejemplo, elegir el material adecuado con las propiedades apropiadas, respetar el radio de curvatura mínimo recomendado, curvar a lo largo de la fibra, realizar un recocido previo al curvado, garantizar un grosor uniforme, colocar con cuidado los orificios y elementos, aplicar tensión inversa durante el curvado, evitar las zonas afectadas por el calor e invertir en equipos y mantenimiento de calidad. Seguir estas directrices puede reducir significativamente el riesgo de agrietamiento y garantizar que sus piezas cumplan las especificaciones requeridas y mantengan su integridad estructural.
¿Cuáles son las reglas generales del plegado de chapa?
Cuando se dobla chapa metálica, suelen seguirse varias reglas generales para garantizar la integridad y calidad de las piezas dobladas. He aquí algunas pautas clave:
Radio mínimo de curvatura: Por lo general, el radio mínimo de curvatura debe ser al menos igual al espesor del material (1t) para evitar grietas o deformaciones. Para materiales más duros, puede ser necesario un radio de curvatura mayor, como 2t o 3t, dependiendo de las propiedades específicas del material y del grosor.
Tipo de material y grosor: El radio de curvatura aumenta con el grosor y la dureza del material. Por ejemplo, el acero con un grosor de entre 0,5 y 0,8 pulgadas puede necesitar un radio de curvatura mínimo de 2,5 a 3,75 veces el grosor del material. Los distintos materiales, como el aluminio y el acero inoxidable, tienen sus propios requisitos específicos de radio de curvatura.
Relación entre la abertura de la matriz y el radio de curvatura: Una regla típica es que el radio de curvatura interior debe ser aproximadamente del 13 al 15% de la abertura de la matriz. Se recomienda utilizar una apertura de matriz de 8 a 12 veces el grosor del material para evitar una presión excesiva y posibles daños en el utillaje.
Dirección de plegado y orientación del grano: El curvado a lo largo de la fibra suele requerir un radio de curvatura mayor que el curvado transversal para evitar el fallo del material.
Tolerancia de curvatura y geometría: La altura de doblado debe ser mayor o igual que el radio de doblado más dos veces el espesor del material (H ≥ 2t + R). Esta consideración ayuda a conseguir unas dimensiones de plegado precisas.
Consideraciones sobre el diseño: Las muescas y los pliegues deben espaciarse adecuadamente; por ejemplo, la distancia entre la muesca y el pliegue debe ser al menos 3 veces el espesor de la chapa más el radio del pliegue. Los agujeros y las ranuras deben colocarse a una distancia mínima de 2,5 a 4 veces el espesor del material desde los bordes del pliegue para evitar deformaciones. Además, los avellanados y los rizos tienen requisitos específicos de espacio libre y tamaño en relación con el grosor del material y el radio de curvatura.
Herramientas y equipos: Utilizar la prensa plegadora y las herramientas de plegado de metal adecuadas es esencial para conseguir el radio de plegado correcto. Un utillaje adecuado ayuda a garantizar un plegado consistente y preciso, reduciendo el riesgo de daños en el material.
Siguiendo estas reglas prácticas, los fabricantes pueden garantizar operaciones de plegado de chapa eficientes y de alta calidad, minimizando el riesgo de defectos y asegurando la integridad estructural de las piezas plegadas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada del blog, nos adentramos en el fascinante mundo de la chapa...
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica a veces se doblan con dificultad o se agrietan? Este artículo desmitifica el papel crucial de los orificios de fabricación en el plegado de chapa metálica. Aprenderá cómo estos orificios...
¿Se ha enfrentado alguna vez a los retos del curvado de chapas de acero inoxidable? Este artículo desvela las complejidades del doblado de acero inoxidable, desde la fuerza necesaria hasta el impacto del retorno elástico. Más información...
¿Alguna vez se ha preguntado cómo las enormes estructuras de acero de las locomotoras consiguen sus precisas curvas? En este artículo, desvelamos los secretos que se esconden tras la creación de grandes radios de curvatura en piezas de chapa metálica....
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica no siempre encajan a la perfección? La clave está en conocer el margen de plegado. Este concepto garantiza un plegado preciso y reduce el desperdicio de material. En este...
¿Alguna vez se ha preguntado cómo garantizan los diseñadores de chapa metálica la precisión de sus diseños? En esta entrada del blog, nos sumergiremos en el fascinante mundo del diseño de chapa metálica y exploraremos...
¿Le cuesta diseñar piezas de chapa metálica precisas? Descubra los secretos del factor K, un concepto crucial en la fabricación de chapas metálicas. En este artículo, nuestro experto ingeniero mecánico desmitifica...