Plegado en prensa plegadora: 7 consejos de expertos
¿Alguna vez se ha preguntado por qué sus plegados de chapa no salen como esperaba? Dominar el arte del plegado en plegadora implica comprender los matices que pueden hacer que su trabajo salga bien o mal. Este artículo ofrece siete consejos de expertos para mejorar la precisión, evitar deformaciones y garantizar resultados uniformes. Siguiendo estas pautas, mejorará sus técnicas de plegado y conseguirá siempre plegados de calidad profesional. Sumérjase y descubra consejos prácticos y soluciones para los problemas de plegado más comunes.
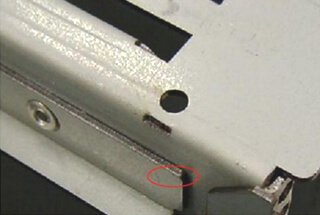
(1) Tras doblar la chapa a ambos lados de la esquina, habrá material metálico que sobresalga debido a la extrusión. Esto provoca un aumento de la anchura en comparación con el tamaño original, y el tamaño que sobresale depende del grosor del material utilizado. Cuanto más grueso sea el material, mayor será el punto que sobresalga.
Para evitar este fenómeno, se puede hacer un semicírculo a ambos lados del línea de pliegue de antemano. El diámetro del semicírculo debe ser preferiblemente 1,5 veces el grosor del material.
El mismo método se aplica al plegar el material sobrante.
(2) Cuando se utiliza un máquina plegadora para doblar chapas metálicas, es preferible que el ángulo R interno sea mayor o igual a 1/2 del espesor del material.
Si el ángulo R no se forma inicialmente, el ángulo recto desaparecerá gradualmente después de varios punzones y el ángulo R se formará de forma natural. Después, la longitud de uno o ambos lados del ángulo R se alargará ligeramente.
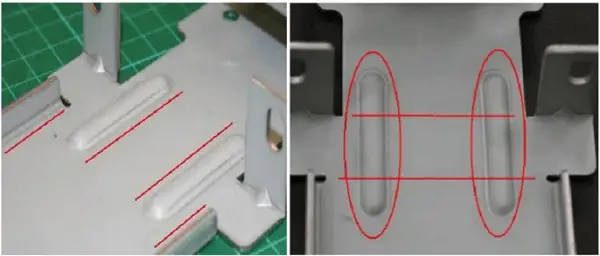
(3) Las chapas metálicas se deforman fácilmente al doblarse.
Para evitar la deformación, se puede añadir a los codos una cantidad adecuada de nervios de refuerzo de 45 grados para aumentar su resistencia, sin interferir con otras piezas.
(4) En general, es difícil mantener la rectitud de una pieza de chapa estrecha y alargada, y es propensa a deformarse bajo tensión. Para mantener su resistencia y rectitud, se puede doblar un lado en forma de L o dos lados en forma de 冂.
Sin embargo, a menudo no es posible conectar las formas L y 冂 de principio a fin. Entonces, ¿qué hay que hacer si se interrumpen debido a algunos factores?
En estos casos, añadir una cantidad adecuada de nervios puede ayudar a aumentar la resistencia de la pieza de chapa.
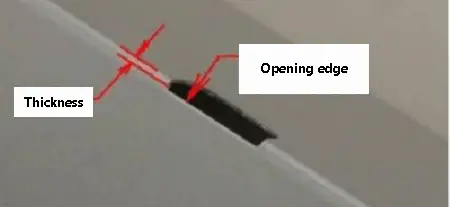
(5) Es mejor tener aberturas estrechas en la curva entre la superficie plana y la superficie de doblado, o el borde de la abertura debe retraerse después del doblado, de lo contrario, pueden producirse rebabas.
La anchura de la abertura debe ser al menos 1,5 veces mayor que el grosor de la lámina.
Además, es esencial marcar la esquina R al crear los dibujos, y evitar la negligencia o la pereza en este sentido.
Los moldes macho y hembra en ángulo recto o agudo son susceptibles de agrietarse, lo que puede acarrear gastos adicionales de suspensión y reparaciones en el futuro.
(6) A menos que exista un requisito específico para un ángulo de 90 grados, procese la esquina del chapa metálica a un ángulo R adecuado.
Un ángulo recto en el borde de la chapa puede crear puntas afiladas que pueden cortar al personal.
La punta en ángulo recto de la matriz es propensa a agrietarse debido a la concentración de tensiones.
La punta del punzón superior también es susceptible de agrietarse, lo que provoca la reparación del molde y retrasos en la producción.
Además, aunque el molde no se agriete, con el tiempo el ángulo R se desgastará, lo que provocará rebabas en el producto y artículos defectuosos.
Hay dos tipos de flexión: unilateral y bilateral. Para una mayor precisión, se recomienda utilizar la flexión bilateral, ya que proporciona una mayor exactitud.
Es aconsejable asegurarse de que la altura del borde doblado es superior a 3 mm (con una tolerancia de T: 1,0 ~ 1,2 mm), ya que insuficiente sujeción puede dar lugar a dimensiones inestables.
Al plegar los bordes, asegúrese de que las partes de las paredes laterales o los salientes internos no estén demasiado cerca de la superficie inferior. Se recomienda mantener una distancia de más de 10 mm. Esto se debe a que si la distancia es demasiado pequeña, el radio de curvatura de las esquinas por debajo de los salientes será mayor que el radio de los lados izquierdo y derecho, ya que no habrá punzón.
Esto puede dar lugar a una forma irregular, que afecta al aspecto general. Por lo tanto, es crucial mantener un ángulo R constante durante todo el proceso de plegado.
Solución:
Se puede hacer una hendidura de longitud adecuada en la línea de pliegue antes de doblarla, lo que mejorará su aspecto.
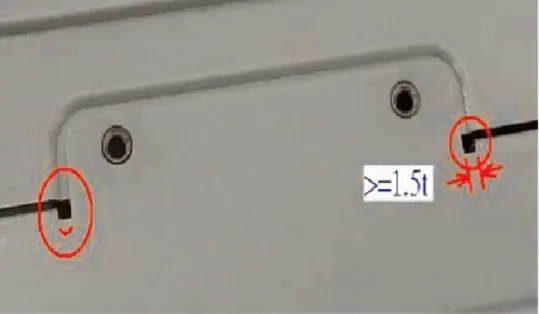
Al doblar los bordes, es importante asegurarse de que las aberturas de las paredes laterales no estén demasiado cerca de la superficie inferior. Lo ideal es que haya una distancia de 3 mm o más entre ambas para evitar cualquier deformación de las aberturas durante el proceso de plegado.
Solución
Antes del plegado, se perfora un agujero largo de una longitud igual a 1,5 veces el grosor del material a lo largo de la línea de plegado. La finalidad de este orificio es facilitar la retirada del material sobrante sin afectar al aspecto de la abertura.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Los operarios de prensas plegadoras desempeñan un papel crucial en la configuración del mundo que nos rodea, pero su trabajo no está exento de riesgos. En este artículo, analizaremos consejos de seguridad esenciales...
¿Se desgastan demasiado rápido sus herramientas de plegado? Este artículo se sumerge en las técnicas de reparación esenciales para prolongar la vida útil de sus herramientas, garantizando un rendimiento óptimo en su...
¿Se ha preguntado alguna vez cuál es el origen del término "prensa plegadora"? En esta cautivadora entrada de blog, nos embarcaremos en un fascinante viaje a través de la historia para descubrir las razones...
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
Reparar correctamente el cilindro hidráulico de una prensa plegadora es crucial para mantener el rendimiento y la seguridad de la máquina. El cilindro hidráulico suele constar de un pistón, un manguito, un vástago y un tornillo.....
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...
¿Alguna vez ha tenido problemas para ajustar la longitud correcta de la carrera de la plegadora? Muchos operarios lo hacen, a menudo recurriendo al método de ensayo y error. Este artículo desmitifica el proceso, proporcionando una fórmula clara para calcular...