Soldadura fuerte 101: Todo lo que necesita saber para principiantes
¿Alguna vez se ha preguntado por la ciencia que hay detrás de unir metales sin fundirlos? La soldadura fuerte es un proceso fascinante que une metales utilizando un material de aportación calentado a una temperatura específica. En este artículo nos adentraremos en el mundo de la soldadura fuerte y exploraremos sus características, ventajas y distintos tipos. Acompáñenos a desvelar los secretos de esta técnica metalúrgica esencial y descubra cómo da forma a los productos que utilizamos a diario.
La soldadura fuerte es un proceso de unión a alta temperatura en el que un metal de aportación se calienta a una temperatura que suele superar los 450 °C (842 °F). Esta temperatura se selecciona cuidadosamente para que esté por encima del punto de fluidez del metal de aportación pero por debajo de la temperatura de solidificación de los materiales base que se van a unir.
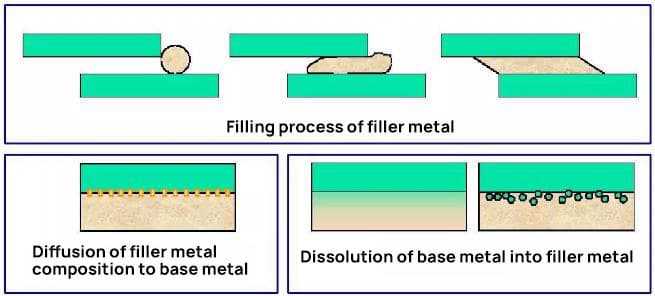
Durante el proceso de soldadura fuerte, el metal de aportación fundido humedece la superficie de los metales base, facilitado por una aplicación adecuada de fundente o una atmósfera controlada. A continuación, la acción capilar arrastra el metal de aportación líquido hacia el estrecho espacio libre de la unión. Al enfriarse el conjunto, el metal de aportación se solidifica, creando una fuerte unión metalúrgica entre los materiales base.
Esta versátil técnica permite unir metales similares o distintos, produciendo uniones de alta resistencia con una excelente conductividad térmica y eléctrica. La soldadura fuerte se utiliza ampliamente en industrias como la aeroespacial, la de automoción y la de calefacción, ventilación y aire acondicionado por su capacidad para crear uniones estancas y unir conjuntos complejos con una distorsión mínima.
Características de la soldadura fuerte
(1) El punto de fusión del metal de aportación es sustancialmente inferior al del metal base, normalmente en al menos 50°C (90°F). Este diferencial de temperatura garantiza que el metal base permanezca en estado sólido durante el proceso de soldadura fuerte, preservando su integridad estructural y sus propiedades mecánicas.
(2) La composición del metal de aportación es claramente diferente de la del metal base. Esta variación en la composición se diseña para lograr propiedades metalúrgicas específicas, como una mejor humectabilidad, características de flujo mejoradas y compatibilidad con el metal base para una resistencia óptima de la unión.
(3) El metal de aportación fundido es arrastrado y retenido en el espacio de unión entre los componentes de metal base mediante una combinación de acción humectante y fuerza capilar. Este fenómeno, conocido como acción capilar o flujo capilar, se rige por factores como la tensión superficial, la viscosidad y la holgura del hueco, que suele oscilar entre 0,025 y 0,125 mm (0,001 y 0,005 pulgadas) para obtener resultados óptimos.
(4) La unión metálica se establece mediante la difusión mutua de átomos en la interfaz entre el metal de aportación líquido y el metal base sólido. Este proceso de difusión crea una capa intermetálica, que es crucial para la formación de una unión metalúrgica fuerte y continua. La extensión y la naturaleza de esta zona de difusión influyen significativamente en las propiedades mecánicas y la resistencia a la corrosión de la unión.
Descomposición del proceso de soldadura fuerte
Ventajas y desventajas de la soldadura fuerte
Ventajas de la soldadura fuerte:
Proceso a baja temperatura: La soldadura fuerte se produce a temperaturas inferiores al punto de fusión del metal base, lo que minimiza las alteraciones estructurales y de propiedades en los materiales de partida.
Distorsión mínima: El proceso induce tensiones y deformaciones insignificantes, por lo que es ideal para unir componentes de alta precisión y estructuras intrincadas.
Alta eficacia: La soldadura fuerte permite la creación simultánea de múltiples uniones, mejorando significativamente los índices de producción.
Versatilidad: Se adapta a una amplia gama de materiales, incluidos metales, no metales y combinaciones de materiales distintos, lo que ofrece un amplio potencial de aplicación.
Calidad de unión superior: Las uniones soldadas suelen presentar superficies lisas y estéticamente agradables con excelentes características de fileteado.
Preservación de las propiedades de los materiales: El menor aporte de calor ayuda a mantener las propiedades mecánicas y físicas de los materiales base, cruciales para aplicaciones especializadas.
Sellado hermético: Las juntas soldadas pueden proporcionar cierres herméticos, esenciales en industrias como la aeroespacial y la electrónica.
Desventajas de la soldadura fuerte:
Limitaciones de resistencia de las uniones: Las uniones soldadas suelen tener una resistencia inferior en comparación con las uniones soldadas, especialmente a temperaturas elevadas.
Restricciones de diseño: Las juntas solapadas, aunque versátiles, pueden conllevar un mayor uso de material, un aumento de peso y posibles puntos de concentración de tensiones en la estructura.
Estricta preparación de la superficie: El proceso exige una limpieza meticulosa de la superficie y un control preciso de la holgura de las juntas para garantizar una acción capilar y un flujo del metal de aportación adecuados.
Consideraciones sobre equipos y costes: Algunas técnicas avanzadas de soldadura fuerte requieren una importante inversión de capital en equipos e instalaciones especializados, lo que puede incrementar los costes operativos.
Sensibilidad a la temperatura: El punto de fusión más bajo de las aleaciones de soldadura fuerte puede limitar la temperatura de servicio de los componentes unidos.
Potencial de corrosión galvánica: Cuando se unen metales diferentes, el material de relleno puede crear un par galvánico, lo que requiere una cuidadosa selección de materiales y consideraciones de diseño.
Dependencia de la cualificación: Conseguir uniones soldadas de alta calidad suele requerir operarios cualificados, sobre todo en el caso de geometrías complejas o aplicaciones críticas.
Tipos de soldadura fuerte
1) Clasificación según el punto de fusión de la soldadura
Soldadura: Por debajo de 450°C
Soldadura fuerte: Por encima de 450°C (842°F)
2) Clasificación por temperatura de soldadura
Soldadura fuerte a alta temperatura: Por encima de 800°C (1472°F)
Soldadura fuerte a media temperatura: 550°C a 800°C (1022°F a 1472°F)
Soldadura fuerte a baja temperatura: Inferior a 550°C (1022°F)
3) Clasificación por fuente de calor
Soldadura fuerte con llama: Utiliza llamas de gas (por ejemplo, oxiacetileno, propano).
Soldadura en horno: Utiliza hornos de atmósfera controlada
Soldadura por inducción: Utiliza el calentamiento por inducción electromagnética
Soldadura por resistencia: Aplica resistencia eléctrica para calentamiento localizado
Soldadura fuerte por inmersión: Sumergir las piezas en baños de sales o metales fundidos.
Soldadura por infrarrojos: Utiliza radiación infrarroja para un calentamiento preciso
4) Clasificación por atmósferas
Soldadura atmosférica: Realizada al aire libre
Soldadura en atmósfera controlada: Utiliza gases inertes o reductores (por ejemplo, nitrógeno, argón).
Soldadura al vacío: Realizada en un entorno de vacío para juntas de alta pureza.
5) Clasificación por aplicación del metal de aportación
Soldadura Previa: Metal de aportación colocado antes del calentamiento
Soldadura fuerte de alimentación continua: Metal de aportación añadido durante el proceso de soldadura fuerte.
6) Clasificación por diseño de las juntas
Soldadura de solapas
Soldadura de juntas a tope
Soldadura de juntas en T
Soldadura de esquinas
Términos y definiciones relacionados con la soldadura fuerte
Liquidus: La temperatura más baja a la que el metal de aportación de soldadura fuerte es completamente líquido.
Sólido: Temperatura máxima a la que el metal de aportación de soldadura fuerte es completamente sólido.
Humectación:
La humectación es la capacidad de un líquido para mantener el contacto con una superficie sólida, resultado de las interacciones intermoleculares cuando ambos se juntan. Es un fenómeno crucial en la soldadura fuerte, que abarca:
Humectación por inmersión: Cuando un sólido se sumerge en un líquido.
Humectación por adherencia: Contacto inicial entre un líquido y una superficie sólida.
Humectación por extensión: La expansión del líquido a través de una superficie sólida.
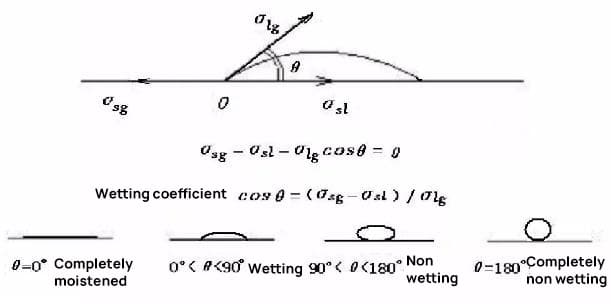
En estado libre, un líquido tiende a formar una esfera debido a la tensión superficial. Cuando un líquido entra en contacto con un sólido:
Si las fuerzas de cohesión del líquido superan sus fuerzas de adhesión al sólido, no mojará la superficie.
Si las fuerzas de adhesión del líquido al sólido superan sus fuerzas de cohesión, se producirá la humectación.
El grado de humectación se cuantifica por el ángulo de contacto (θ) formado entre las fases líquida y sólida en su interfaz. Para una soldadura fuerte eficaz, el ángulo de humectación del metal de aportación debe ser normalmente inferior a 20°.
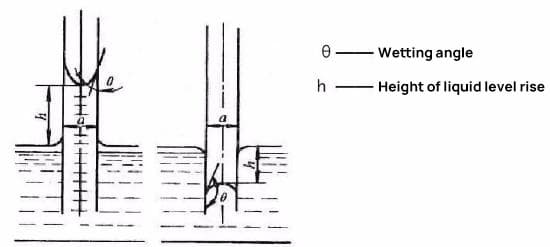
Acción capilar:
Se supone que cuando dos placas metálicas paralelas entre sí se introducen verticalmente en una cantidad infinita de soldadura líquida, las placas son infinitas y la cantidad de soldadura es ilimitada.
Dependiendo de las propiedades humectantes de la soldadura sobre las placas metálicas, el efecto capilar dará lugar a la situación mostrada en la Figura (a) o a la situación mostrada en la Figura (b). Si la soldadura es capaz de humedecer las placas metálicas, se producirá el resultado representado en la Figura (a); si no, se producirá el resultado de la Figura (b).
Metal de aportación y soldadura fuerte
Soldaduras blandas basadas en Sn y Pb: Estas soldaduras presentan una excelente capacidad de humectación y extensión sobre el cobre y otros metales, lo que las convierte en la opción predominante en la industria electrónica. Las soldaduras a base de Sn, en particular, están ganando importancia debido a la preocupación por el medio ambiente y los requisitos normativos.
Soldadura a base de Cd: Compuestas principalmente de aleaciones de cadmio y plata, estas soldaduras ofrecen una resistencia superior al calor y la corrosión. Sin embargo, su uso está cada vez más restringido debido a la toxicidad del cadmio, lo que ha llevado al desarrollo de alternativas más seguras.
Soldadura a base de Zn: Las soldaduras a base de zinc ofrecen una opción rentable con buenas propiedades mecánicas y resistencia a la corrosión. Son especialmente útiles en aplicaciones que requieren puntos de fusión más altos que las soldaduras tradicionales de Sn-Pb.
Soldadura blanda basada en Au: Las soldaduras con base de oro ofrecen una excepcional resistencia a la corrosión y se utilizan a menudo en aplicaciones electrónicas y aeroespaciales de alta fiabilidad. Su elevado coste limita su uso generalizado a sectores especializados.
Otras soldaduras blandas de bajo punto de fusión:
Soldadura a base de In (indio): Las soldaduras con base de indio ofrecen una excelente ductilidad y resistencia a la fatiga térmica. Son especialmente útiles en aplicaciones criogénicas y para unir componentes sensibles al calor.
Soldadura a base de Bi (Bismuto): Las soldaduras a base de bismuto están ganando popularidad como alternativa sin plomo. Ofrecen puntos de fusión bajos y una buena resistencia de las uniones, lo que las hace adecuadas para componentes sensibles a la temperatura.
Soldadura a base de Ga (galio): Las soldaduras a base de galio ofrecen propiedades únicas, como puntos de fusión muy bajos y la capacidad de humedecer superficies no metálicas. Tienen aplicaciones en campos especializados como la optoelectrónica y la gestión térmica.
Soldadura sin plomo: En respuesta a la preocupación por el medio ambiente y la salud, se han desarrollado soldaduras sin plomo que se han generalizado en la industria electrónica. Entre las formulaciones sin plomo más comunes se encuentran las aleaciones SAC (Estaño-Plata-Cobre), que ofrecen un equilibrio entre rendimiento, fiabilidad y rentabilidad. Estas soldaduras suelen requerir temperaturas de procesamiento ligeramente superiores y pueden presentar características de humectación diferentes a las de las soldaduras tradicionales de Pb-Sn.
Metal de aportación para soldadura fuerte - Soldadura fuerte
Los metales de aportación para soldadura fuerte desempeñan un papel crucial en la unión de componentes de gran resistencia y fiabilidad. Su selección es fundamental para lograr un rendimiento óptimo de la unión en diversas aplicaciones industriales.
Las principales categorías de metales de aportación para soldadura fuerte son:
Metales de aportación a base de aluminio: Específicamente diseñadas para la soldadura fuerte del aluminio y sus aleaciones. Ofrecen excelentes características de humectación y fluidez, garantizando uniones fuertes al tiempo que mantienen la resistencia a la corrosión del material base. Se utilizan habitualmente en los sectores aeroespacial, de automoción y de calefacción, ventilación y aire acondicionado.
Metales de aportación para soldadura fuerte a base de plata: Conocidas por su excepcional versatilidad y rendimiento en una amplia gama de metales. Estas aleaciones ofrecen puntos de fusión bajos, excelentes propiedades de fluidez y gran resistencia de las uniones. Se utilizan mucho en aplicaciones eléctricas, médicas y aeroespaciales por su conductividad superior y su resistencia a la corrosión.
Metales de aportación a base de cobre:
Masilla de cobre puro para soldadura fuerte: Ideal para soldar acero al carbono y aceros de baja aleación. Proporciona uniones de alta resistencia y buena conductividad térmica, por lo que es adecuada para aplicaciones de intercambiadores de calor.
Aleaciones de cobre-zinc (latón): Metales de aportación versátiles utilizados en diversos métodos de soldadura fuerte para unir metales distintos. Ofrecen buenas propiedades humectantes y son rentables para muchas aplicaciones industriales.
Aleaciones de cobre y fósforo: Se utilizan principalmente para soldar cobre y aleaciones de cobre. Estas aleaciones autofluidificantes se emplean ampliamente en las industrias de calefacción, ventilación y aire acondicionado, fontanería y electricidad debido a su excelente acción capilar y a su capacidad para producir uniones estancas.
Metales de aportación a base de níquel: Aunque no se mencionan en el texto original, son importantes para las aplicaciones de alta temperatura. Ofrecen una excelente solidez y resistencia a la corrosión a temperaturas elevadas, lo que los hace adecuados para las industrias aeroespacial, nuclear y de procesamiento químico.
Metales de aportación a base de metales preciosos (incluidos el oro y el paladio): Estos metales de aportación especializados ofrecen propiedades únicas, como alta resistencia a la corrosión, biocompatibilidad y rendimiento en entornos extremos. Se utilizan en aplicaciones críticas de los sectores médico, aeroespacial y electrónico.
Función y requisitos de rendimiento del fundente de soldadura fuerte:
1) Eliminar las películas de óxido en las superficies metálicas, creando condiciones óptimas para la humectación y extensión del metal de aportación.
2) Formar una barrera líquida protectora sobre las superficies del metal base y del metal de aportación durante el proceso de soldadura fuerte.
3) Actuar como agente interfacial para mejorar las características de humectación y favorecer la extensión del metal de aportación.
Necesidad de eliminar la película de óxido durante la soldadura fuerte
La presencia de películas de óxido en las superficies metálicas obstaculiza considerablemente el comportamiento de humectación y extensión de los metales de aportación de soldadura fuerte, por lo que es necesario eliminarlas para que la unión se forme correctamente. Los retos asociados a la eliminación de la película de óxido son directamente proporcionales a:
Espesor de la película: Las capas de óxido más gruesas forman enlaces más fuertes con el sustrato metálico.
Estabilidad térmica: La mayor resistencia a la temperatura del óxido dificulta su eliminación.
Estabilidad química: Los óxidos con mayor inercia química requieren métodos de eliminación más agresivos.
La eliminación eficaz de la película de óxido puede lograrse mediante diversas técnicas:
Aplicación de fundentes de soldadura fuerte
Utilización de atmósferas controladas o entornos de vacío
Métodos de limpieza mecánica (por ejemplo, chorro abrasivo, cepillado con alambre)
Técnicas de eliminación física (por ejemplo, bombardeo iónico, limpieza por plasma)
El decapante para soldadura fuerte desempeña múltiples funciones críticas más allá de la eliminación del óxido:
Evita la reoxidación de las superficies metálicas limpias durante el calentamiento
Disuelve y absorbe los óxidos residuales
Reduce la tensión superficial en la interfaz metal de aportación líquido-metal base.
Favorece el flujo capilar del metal de aportación fundido
Facilita la formación de uniones soldadas fuertes y continuas
Tabla 1 Tasa de formación de la película de óxido en aire seco
Metal
1 minuto
1 hora
1 día
Acero inoxidable
10
10
10
Hierro
20
24
33
Aluminio
20
80
100
Cobre
33
50
50
Espesor de la película de óxido (10-8 cm)
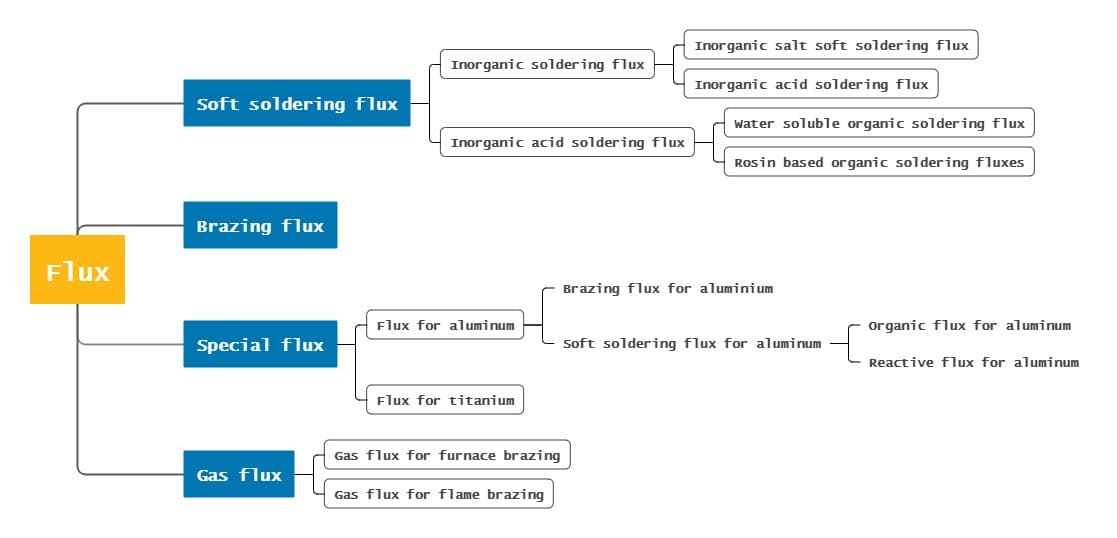
Clasificación del flujo
Medio de gas de soldadura y su función
En las operaciones de soldadura fuerte, el principal gas neutro utilizado es el argón, con el nitrógeno como alternativa en aplicaciones específicas.
El argón, un gas noble inerte, funciona principalmente como atmósfera protectora de la pieza de trabajo. Aunque protege eficazmente la zona de soldadura de los contaminantes atmosféricos, carece de la capacidad de eliminar directamente las películas de óxido de las superficies metálicas.
La eliminación de determinadas películas de óxido durante la soldadura fuerte se produce mediante una combinación de mecanismos:
Adsorción de soldadura líquida en la superficie metálica
Reducción de óxidos por elementos activos en la aleación de soldadura fuerte
Dispersión de películas de óxido debilitadas
Disolución de óxidos en la aleación fundida de soldadura fuerte
Como se ilustra en las tablas de datos metalúrgicos, las temperaturas de descomposición de la mayoría de los óxidos metálicos superan significativamente tanto los puntos de fusión como los puntos de ebullición de sus respectivos metales base. Esta relación térmica lleva a la conclusión de que la descomposición de los óxidos no puede lograrse únicamente mediante el proceso de calentamiento inherente a las operaciones de soldadura fuerte.
Para gestionar eficazmente las películas de óxido durante la soldadura fuerte, a menudo se emplean estrategias adicionales:
Uso de fundente para reducir químicamente los óxidos
Incorporación de elementos activos (por ejemplo, titanio, circonio) en la aleación de soldadura fuerte para reaccionar con los óxidos y disolverlos.
Limpieza previa y preparación de la superficie para minimizar la presencia inicial de óxido
Soldadura al vacío para limitar la formación de óxido y mejorar los mecanismos de eliminación del óxido
Óxido
Temperatura de descomposición (℃)
Óxido
Temperatura de descomposición (℃)
Au2O
250
PbO
2348
Ag2O
300
NiO
2751
Pt2O
300
FeO
3000
CdO
900
MnO
3500
Cu2O
1835
ZnO
3817
Método y procedimiento de soldadura fuerte
Método de soldadura
1. Soldadura de hierro
Características: baja temperatura
Ámbito de aplicación:
1. Es aplicable a la soldadura (utilizando plomo estaño o metal de aportación a base de plomo) con temperatura de soldadura inferior a 300C;
2. Para la soldadura fuerte de piezas finas y pequeñas se necesita fundente.
2. Soldadura fuerte con soplete, soldadura blanda con soplete
Características: sencillo, flexible y ampliamente utilizado
Ámbito de aplicación: en general, para calentar primero la pieza se utilizará llama neutra o llama de carbonización ligera/antorcha de gas general o antorcha especial para soldadura fuerte (la antorcha también puede utilizarse para soldadura blanda):
1. Es aplicable a la soldadura fuerte de algunas soldaduras que están limitadas por la forma, el tamaño y el equipamiento de las soldaduras y que no pueden soldarse por otros métodos.
2. Puede utilizarse soldadura automática con llama
3. Acero soldableAcero inoxidable, aleaciones duras, hierro fundido, cobre, plata, aluminio, etc. y sus aleaciones.
4. Los metales de aportación más comunes son el cobre-zinc, el cobre-fósforo, la plata base, el aluminio base y el zinc-aluminio.
3. Soldadura por inmersión
(Baño salino y baño metálico, aptos para la producción en serie)
4. Soldadura en flujo, soldadura en ola, soldadura en spray
(Una variedad de soldadura fuerte en baño metálico, utilizada principalmente para la soldadura fuerte de placas de circuitos impresos)
5. Soldadura por resistencia
Calentamiento extremadamente rápido y alta productividad.
6. Soldadura por inducción
Calentamiento rápido, menor oxidación y pequeñas soldaduras.
Técnicas de soldadura
El proceso de producción de la soldadura fuerte abarca varias etapas, incluida la preparación de la superficie de la pieza antes de la soldadura fuerte, el montaje, la colocación del metal de aportación, la soldadura fuerte, el tratamiento posterior a la soldadura fuerte y otros procesos relacionados.
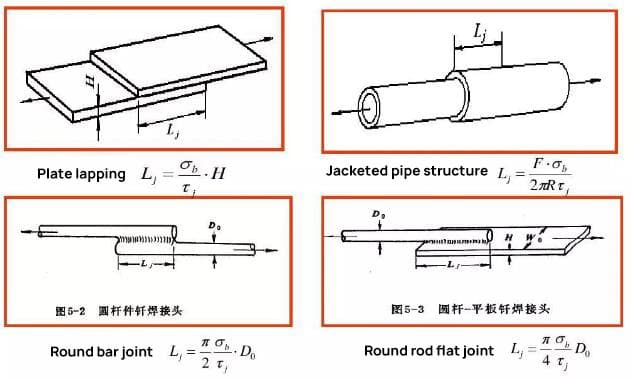
1. Diseño de juntas soldadas
Cuando se diseña una unión por soldadura fuerte, la principal consideración debe ser su resistencia, seguida de las consideraciones relativas al proceso, como garantizar la precisión dimensional del conjunto, el montaje y posicionamiento adecuados de las piezas, la colocación de la soldadura y la holgura de la unión por soldadura fuerte.
La unión solapada se utiliza habitualmente para uniones de soldadura fuerte.
En la producción práctica, para las uniones por soldadura fuerte realizadas con metales de aportación de alta resistencia a base de plata, cobre o níquel, la longitud de solape suele ser de 2 a 3 veces el espesor de la pieza más delgada.
Para uniones soldadas con soldaduras blandas como estaño-plomo, la longitud de solape puede ser de 4-5 veces el grosor de la pieza más fina, pero no debe superar los 15 mm.
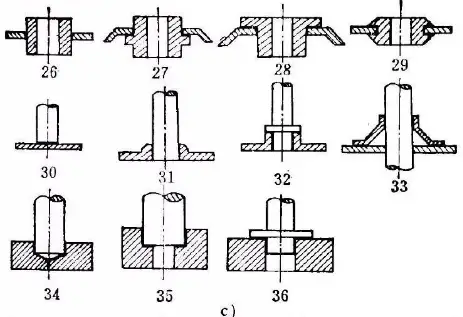
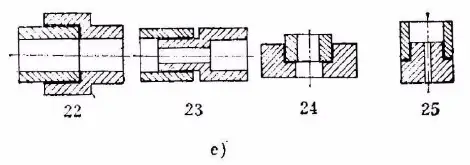
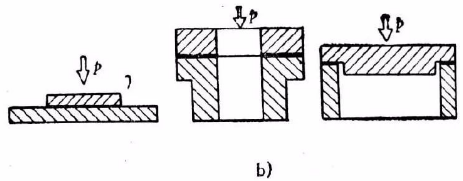
Tipos de uniones soldadas
a) Forma conjunta de la soldadura fuerte de placas
Antes del proceso de soldadura fuerte, es fundamental eliminar a fondo cualquier resto de óxido, grasa, suciedad y pintura de la superficie de la pieza.
En algunos casos, puede ser necesario recubrir previamente las piezas con una capa metálica específica antes de la soldadura fuerte.
(1) Eliminar la mancha de aceite
Las manchas de aceite pueden eliminarse con disolventes orgánicos.
Los disolventes orgánicos más comunes son el alcohol, el tetracloruro de carbono, la gasolina, el tricloroetileno, el dicloroetano y el tricloroetano.
(2) Eliminación de óxidos
Antes de la soldadura fuerte, las películas de óxido de la superficie de la pieza pueden procesarse mediante métodos mecánicos, métodos de grabado químico y métodos de grabado electroquímico.
3. Montaje y fijación
Los metales de aportación se utilizan en diversos métodos de soldadura fuerte, a excepción de la soldadura fuerte con llama y la soldadura fuerte con soldador, la mayoría de las cuales se colocan previamente en la junta. La gravedad y la capilaridad del hueco deben aprovecharse al máximo para favorecer que el metal de aportación rellene el hueco al colocarlo.
El metal de aportación en pasta debe aplicarse directamente a la unión soldada, y la soldadura en polvo puede mezclarse con un adhesivo antes de aplicarse a la unión.
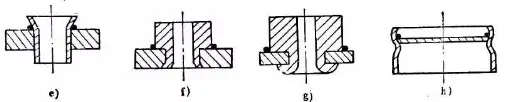
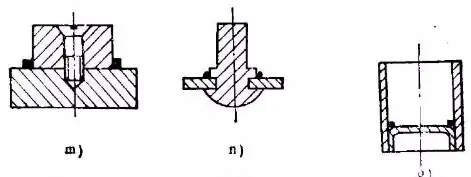
4. Método de colocación del metal de aportación
a) Colocación de la soldadura anular
1, 2 - Colocación razonable de materiales en forma de un anillo
3, 4 - Colocación para evitar pérdidas a lo largo del plano de la brida
5, 6 - Colocación de metal de relleno cerca de la junta
7, 8 - Se realiza una ranura de colocación de soldadura en una unión
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conseguir una soldadura impecable requiere algo más que destreza; depende de dominar la interacción entre el voltaje y la corriente. Estos dos parámetros son el alma de la soldadura, ya que...
¿Se ha preguntado alguna vez por qué a veces fallan las estructuras soldadas a pesar de su aspecto robusto? Este artículo se sumerge en los desafíos ocultos de la soldadura, explorando cómo el calentamiento y el enfriamiento desiguales pueden conducir...
¿Alguna vez se ha preguntado cómo se mantienen en pie los rascacielos o soldados los coches? Este blog desvela la magia que se esconde tras las soldadoras eléctricas. Infórmate sobre los principales fabricantes, como Lincoln Electric y Miller Welds,...
¿Alguna vez se ha preguntado qué marcas de equipos de soldadura lideran el sector en la actualidad? Este artículo explora los diez principales fabricantes de máquinas de soldar, destacando sus innovaciones, presencia mundial y puntos fuertes exclusivos.....
¿Alguna vez se ha preguntado cómo consiguen los soldadores uniones perfectas en posiciones difíciles? La soldadura 6GR es una técnica especializada para soldar tuberías con un anillo de obstáculos en un ángulo de 45°, crucial para garantizar...
¿Se ha preguntado alguna vez por los peligros ocultos tras las brillantes chispas de la soldadura? En este artículo, exploramos los efectos nocivos de la soldadura por arco de argón en el cuerpo humano....
¿Alguna vez se ha preguntado qué significan los números y letras de las varillas de soldadura? Este artículo desmitifica el sistema de codificación de las varillas de soldadura de acero al carbono y acero inoxidable, ayudándole a comprender su resistencia a la tracción,...
¿Alguna vez se ha preguntado cómo calcular con precisión el consumo de varillas de soldadura? En esta entrada del blog, exploraremos los métodos y fórmulas utilizados por los expertos del sector para calcular el...
La deformación de la soldadura en acero inoxidable puede provocar problemas importantes en la fabricación de metales. El artículo explora diversos métodos para controlar y corregir estas deformaciones, como el uso de placas de cobre, agua...