Cálculo de la longitud mínima de la brida para el plegado de chapas metálicas
¿Alguna vez se ha preguntado cómo se doblan finas láminas de metal para darles formas precisas? Este artículo explora el fascinante mundo de las técnicas de plegado en L, U y Z en la fabricación de chapas metálicas. Aprenderá los factores clave, las fórmulas y los consejos prácticos para conseguir siempre curvados perfectos.
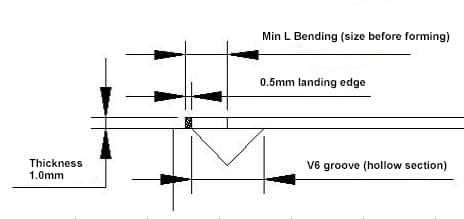
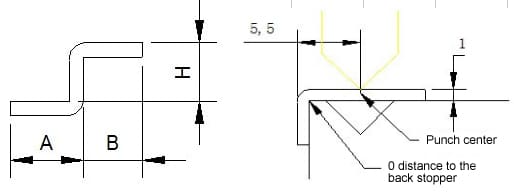
A mediados del prensa plegadora La ranura en V es hueca, cuando se forma, el pliegue del borde debe ser más largo que la sección hueca y el tamaño específico del borde de aterrizaje varía en la producción de diferentes empresas (la sección inferior de la ranura en V está en uso durante mucho tiempo, el ángulo R aumenta, lo que hace que la distancia del borde de chatarra aumente en consecuencia, de lo contrario, se producirá "deslizamiento").
2) Fórmula de reducción (empírica): 6T/2+0.5+(1.8T/2)
3) Como muestra la imagen siguiente, cuando T=1, K=1,8*1, la flexión L mínima es 3+0,5+0,9=4,4
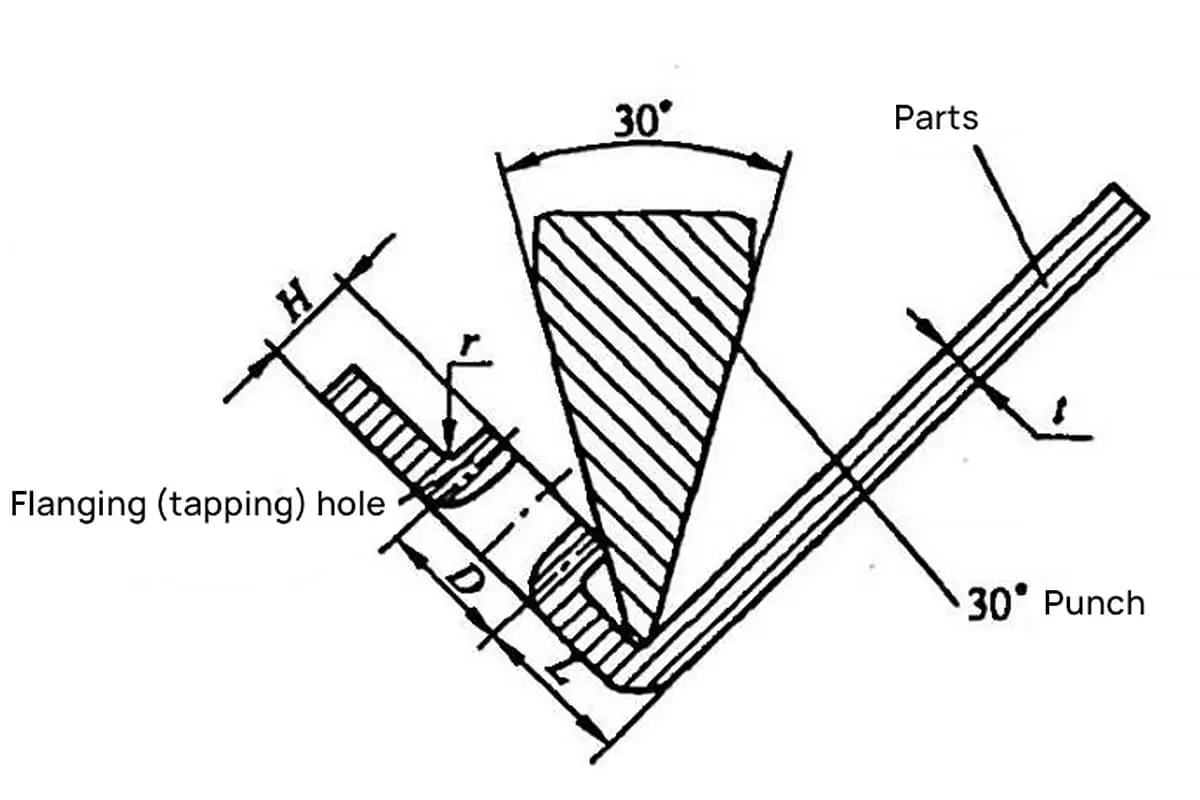
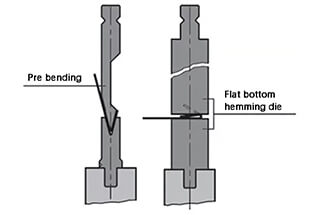
B. Junta-plegado inverso-dobladillo (primero se dobla a 30°, se coloca una junta adecuada en el centro y luego se hace el dobladillo )
2) Factores que determinan la curvatura U mínima
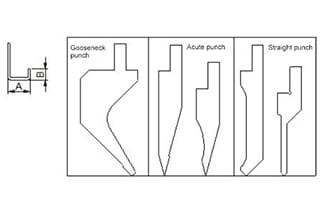
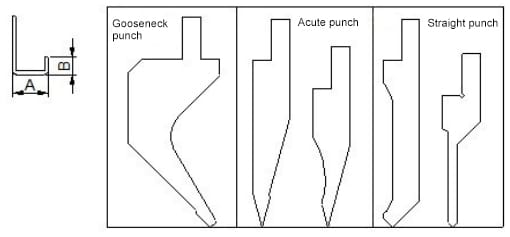
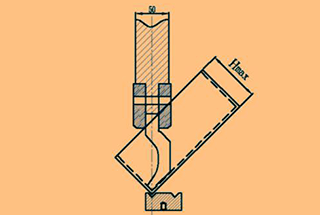
Formas de punzón (se muestra en la siguiente imagen).
A juzgar por el molde de punzón común, el mejor para el plegado en U es "punzón de cuello de cisne", que tiene muchos tipos y está sujeto específicamente a los requisitos de diversas empresas.
Tamaño de plegado (se muestra en la siguiente imagen).
La relación creciente entre dos tamaños:
Cuanto más largo sea A, más largo será B.
3)Fórmula de reducción (valor empírico del punzón cuello de cisne )
Hoja de 0,5 mm:
Flexión U mínima: A =7,67, B= 0,5, flexión L mínima=3,0
Valor creciente: cada vez que A aumenta 1 mm, B aumenta 1,87 en consecuencia.
Fórmula: cuando se conoce el tamaño A, entonces el tamaño B=(A-7,67)/T*valor creciente + el valor mínimo de flexión L de esta placa.
Por ejemplo,
cuando A=15, entonces B=(15-7,67)/0,5*1,87+3,0=30,4
Cuando se conoce el tamaño B, entonces tamaño A=(B- el valor mínimo de flexión L de esta placa)/valor creciente *T+7.67
Por ejemplo,
cuando B=30,4, entonces A=(30,4-3)/1,87*0,5+7,67=15
◆ Hoja de 0,8MM
Mínima flexión U tamaño A=8,5,tamaño B=0,8, mínima flexión L=4,2。
Increasing value:1.87/0.5*0.8=2.99
◆ Hoja de 1,0MM
Mínima flexión U Tamaño A=8,94, Tamaño B =1,0, Mínima flexión L=4,5
Valor creciente: 1,87/0,5*1,0=3,7
◆ Hoja de 1,2MM
Flexión U mín. Tamaño A=9,3, B=1,2, flexión L mín.=4,5
Valor creciente: 1,87/0,5*1,2=4,5
◆ Hoja de 1,5MM
Flexión U mín. Tamaño A=10,3, B= 1,5, flexión L mín.=6,2
Valor creciente: 1,87/0,5*1,5=5,5
◆ Hoja de 2,0MM
Mínima flexión U Tamaño A=12,7, B= 2,0, Mínima flexión L=12,0
Valor creciente: 1,87/0,5*2=7,4
Notas:
Cuando el tamaño A supera los 85,0MM y el tamaño B supera los 60,0MM, esta fórmula es inaplicable.
Tabla adjunta: A= valor de ensayo, B= flexión L mínima, K= valor de ensayo
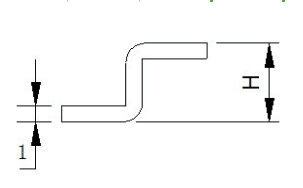
Cuando H es mayor o igual a 5T, calcular según dos flexiones de 90°.
Cuando H es inferior a 5T, basta con formar una sola vez
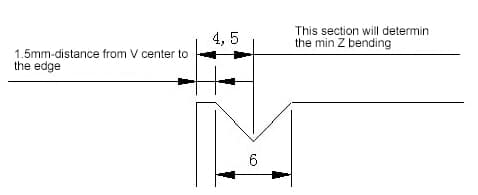
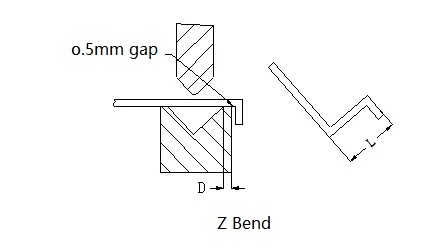
2) El principal factores que afectan al valor mínimo de flexión Z son la anchura de Ranura en V y la distancia desde el centro de la ranura en V hasta el borde.
3) Fórmula: 6T/2+distancia entre bordes de Ranura en V +(1.8T/2)+T(vea la imagen)
Por ejemplo, en el caso de una placa de 1,0 mm, a la distancia del borde=1,5, entonces la flexión Z mínima H=61/2+1.5+(1.81/2)+1=6.4.
Cálculo del borde de flexión mínimo de una curva
El estado inicial de la curva en L se muestra en la siguiente ilustración:
Tabla de referencia para la curvatura interior R y la altura mínima de curvatura de la chapa laminada en frío
No.
Espesor
Anchura de la ranura del troquel
Dado convexo R
Altura mínima de flexión
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8/6
1/0.2
5.5/4.5
6
1.5
10/8
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16/14
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
El estado inicial de la curva Z se muestra en la siguiente ilustración:
El tamaño mínimo de flexión (L) del chapa metálica correspondiente a la curvatura en Z para materiales de diferentes espesores se muestra en la tabla siguiente:
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Cómo afecta a la integridad de una pieza metálica la distancia entre la pared de un orificio embridado y un borde de doblado? En metalurgia, esta separación es crucial para evitar daños durante...
¿Alguna vez se ha preguntado cómo calcular con precisión la fuerza de flexión necesaria para la fabricación de chapas metálicas? En esta interesante entrada del blog, exploraremos los entresijos del cálculo de la fuerza de flexión,...
En esta entrada del blog, exploraremos el fascinante mundo de la flexión por aire y los diagramas de fuerzas que la hacen posible. Acompáñanos mientras profundizamos en la ciencia que hay detrás de este...
¿Cómo podemos transformar finas láminas de metal en componentes resistentes y de bordes lisos? La respuesta está en el fascinante proceso del doblado con dobladillo. Este artículo explora cuatro técnicas eficaces, desde el plano...
¿Alguna vez se ha preguntado cómo calcular con precisión los límites de plegado de las chapas metálicas? Este artículo explora las fórmulas y directrices esenciales para determinar las cotas de plegado mínimas y máximas, garantizando la precisión...
¿Cómo puede garantizar la precisión en sus operaciones de plegado de metal? Elegir el utillaje adecuado para la plegadora es crucial. Esta guía profundiza en la selección de moldes de troquel y punzones, ofreciendo...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada del blog, nos adentramos en el fascinante mundo de la chapa...
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...