¿Alguna vez se ha preguntado por qué algunas piezas metálicas rebotan después de doblarse? En este artículo, exploraremos el fascinante mundo de las matrices de plegado y cómo predecir con precisión el springback. Aprenderá consejos prácticos y fórmulas para conseguir resultados precisos en sus proyectos metalúrgicos.
Al diseñar una matriz de doblado con un arco interno, la precisión y el comportamiento del material son factores críticos que a menudo se pasan por alto en los enfoques convencionales. Muchos diseñadores ignoran por completo el springback utilizando el mismo radio (R) que el producto acabado o aplican un factor de reducción rudimentario al valor R sin tener en cuenta las complejidades de las propiedades y geometrías de los materiales.
Por ejemplo, una práctica habitual para un producto con un valor R original de 1 mm implica reducir el radio del molde convexo en un factor de 0,8 para materiales más duros o de 0,9 para materiales más blandos. Este enfoque simplista, aunque a veces resulta eficaz para aplicaciones básicas, carece de los matices necesarios para especificaciones más exigentes.
Las limitaciones de este método se hacen especialmente evidentes cuando se trata de materiales finos y radios grandes. Consideremos un producto con un grosor de 0,5 mm y un radio interno de 200 mm. En estos casos, predecir con exactitud el springback se convierte en un reto debido a la compleja interacción entre las propiedades del material, la relación grosor-radio y el ángulo de flexión.
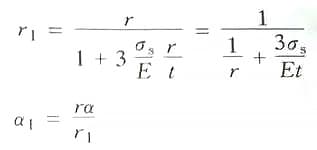
Para abordar estas limitaciones y mejorar la precisión en el diseño de matrices, es necesario un enfoque más sofisticado. En la siguiente sección se presenta una fórmula universal de springback que tiene en cuenta diversos parámetros geométricos y de material, lo que permite realizar cálculos más precisos basados en entradas numéricas. Este método proporciona una base sólida para el diseño de matrices en una amplia gama de aplicaciones y materiales.
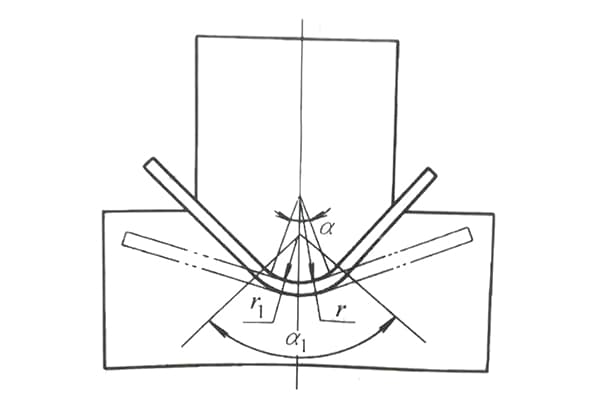
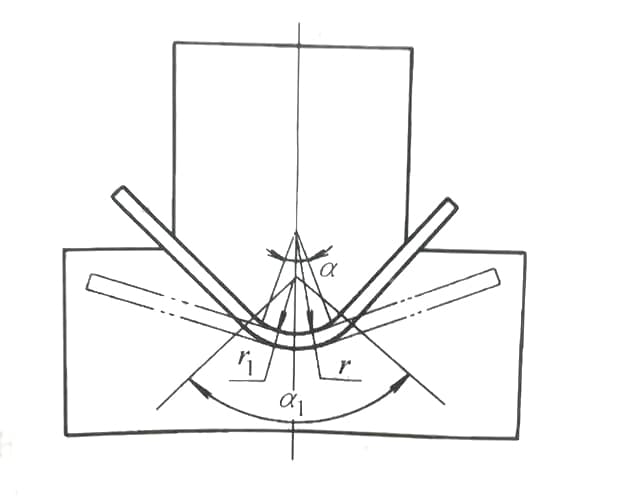
En la fórmula:
r - radio del filete de la pieza (mm):
r1 - radio del punzón (mm);
a - el ángulo central de la longitud del arco del filete de la pieza;
a1 - el ángulo central de la longitud del arco del filete del punzón;
t - espesor del material;
E - módulo elástico del material;
σs - límite elástico del material.
Suponiendo 3σs/E=A como coeficiente de simplificación, cuyos valores figuran en la Tabla 2-27. La fórmula de cálculo del radio de la esquina de la matriz convexa durante la flexión de barras de sección circular es la siguiente:
Si los materiales necesarios no están disponibles arriba, también puede consultar la tabla siguiente para encontrar el módulo de elasticidad y el límite elástico del material, y luego sustituirlos en la fórmula anterior para el cálculo.
Lo mejor es establecer una base de datos de materiales de uso común y obtener de los proveedores los parámetros físicos que falten. Si los parámetros de módulo elástico y límite elástico son correctos, la flexión y el rebote de los terminales generales de los muelles, las piezas de aspecto y los perfiles son más precisos.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los fabricantes y diseñadores de chapas metálicas! ¿Le cuesta determinar el radio de curvatura óptimo para sus proyectos? No busque más. En esta entrada del blog,...
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Alguna vez se ha preguntado cómo calcular con precisión la fuerza de flexión necesaria para la fabricación de chapas metálicas? En esta interesante entrada del blog, exploraremos los entresijos del cálculo de la fuerza de flexión,...
¿Alguna vez se ha preguntado cómo afectan los distintos materiales al plegado de chapas metálicas? En este perspicaz artículo, un experimentado ingeniero mecánico comparte su experiencia sobre el impacto de los tipos de material, el grosor y...
En esta entrada del blog, exploraremos el fascinante mundo de la flexión por aire y los diagramas de fuerzas que la hacen posible. Acompáñanos mientras profundizamos en la ciencia que hay detrás de este...
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada del blog, nos adentramos en el fascinante mundo de la chapa...
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica a veces se doblan con dificultad o se agrietan? Este artículo desmitifica el papel crucial de los orificios de fabricación en el plegado de chapa metálica. Aprenderá cómo estos orificios...
¿Se ha enfrentado alguna vez a los retos del curvado de chapas de acero inoxidable? Este artículo desvela las complejidades del doblado de acero inoxidable, desde la fuerza necesaria hasta el impacto del retorno elástico. Más información...
¿Se ha preguntado alguna vez cómo se doblan las piezas metálicas para darles distintas formas? En este fascinante artículo, nos adentraremos en el arte y la ciencia del doblado en la estampación metálica. Nuestro experto...