Sujeción o posicionamiento: ¿Qué es lo primero en el mecanizado de piezas?
En esencia, el posicionamiento y la sujeción tienen un único objetivo: evitar la deformación. Durante el mecanizado de las piezas, surge la pregunta: ¿debe primar la sujeción o el posicionamiento? Este es un resumen que los profesionales del sector han extraído del diseño de útiles, pero la realidad dista mucho de ser sencilla. Hemos descubierto que los diseños preliminares a menudo se quedan cortos a la hora de gestionar el posicionamiento [...]
En esencia, el posicionamiento y la sujeción tienen un único propósito: evitar la deformación.
Durante el mecanizado de piezas, surge la pregunta: ¿primero la sujeción o el posicionamiento?
Este es el resumen que los profesionales del sector han extraído del diseño de luminarias, pero la realidad dista mucho de ser sencilla. Descubrimos que los diseños preliminares a menudo se quedan cortos a la hora de gestionar el posicionamiento y sujeción.
Como resultado, incluso las soluciones más innovadoras pierden su valor práctico. Comprender los conceptos básicos del posicionamiento y la sujeción puede garantizar fundamentalmente la integridad del diseño de los útiles y los planes de mecanizado.
Conocimiento de los localizadores
1. Principios básicos para el posicionamiento desde el lateral de una pieza de trabajo
En el posicionamiento desde el lateral de una pieza, al igual que en los apoyos, el principio de los tres puntos es básico.
Este principio, conocido como principio de los tres puntos, se deriva del concepto de que "tres puntos no colineales determinan un plano". En un conjunto de cuatro puntos, tres puntos pueden determinar un plano, con lo que potencialmente se definen cuatro planos en total.
Sin embargo, independientemente de cómo se realice el posicionamiento, alinear el cuarto punto en el mismo plano supone un reto importante.
Principio de los 3 puntos
Por ejemplo, cuando se utilizan cuatro localizadores de altura fija, es muy probable que sólo tres puntos hagan contacto con la pieza, dejando el cuarto punto sin tocar la pieza.
Por lo tanto, al configurar los localizadores, es habitual utilizar tres puntos como base y maximizar al máximo la distancia entre estos tres puntos.
Además, antes de configurar los localizadores, es necesario determinar la dirección de la carga de mecanizado. La dirección de la carga de mecanizado corresponde a la dirección de desplazamiento del portaherramientas/herramienta.
El posicionamiento de los localizadores al final de la dirección de desplazamiento de la herramienta puede influir directamente en la precisión global de la pieza.
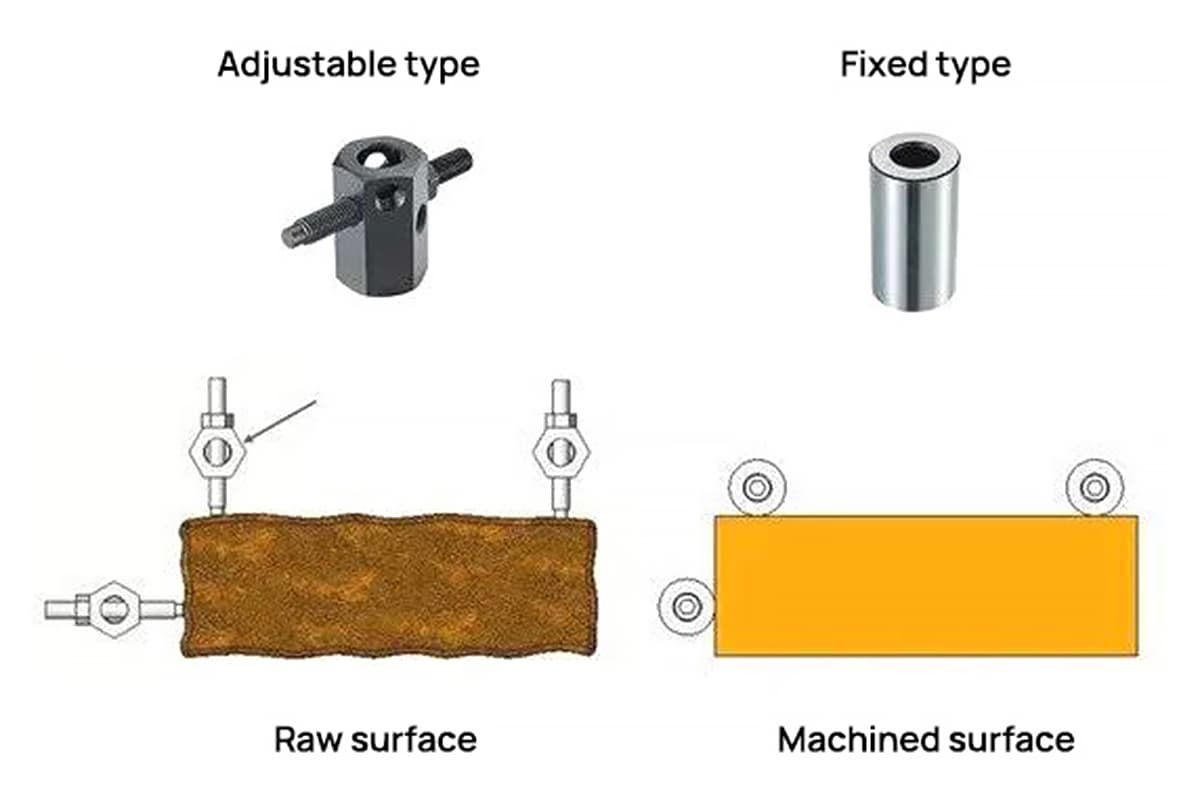
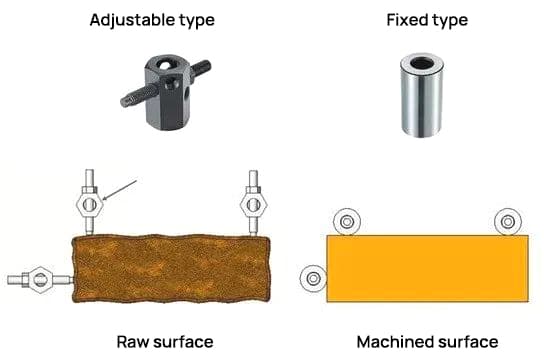
Normalmente, los localizadores ajustables de tipo perno se utilizan para el posicionamiento en la superficie rugosa de la pieza de trabajo, mientras que los localizadores de tipo fijo (con superficies de contacto con la pieza de trabajo que han sido rectificadas) se utilizan para el posicionamiento en la superficie mecanizada de la pieza de trabajo.
2. Principios básicos del posicionamiento del taladro de la pieza
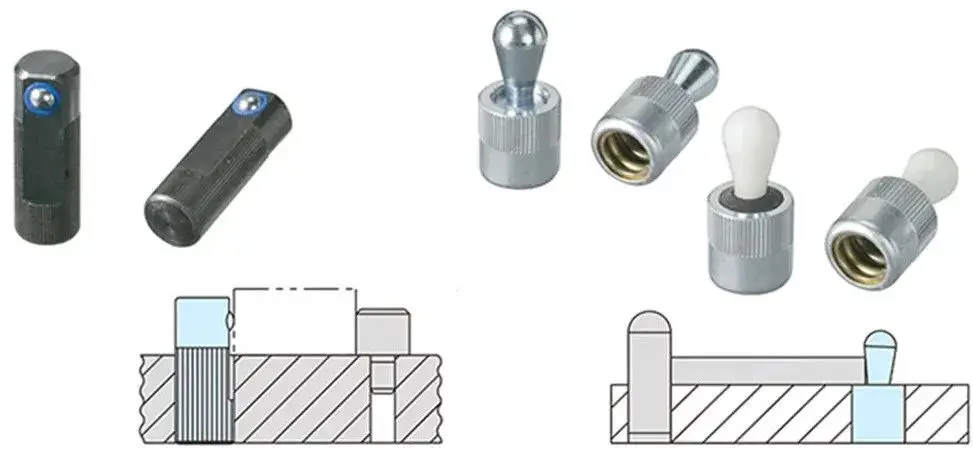
Cuando se utilizan orificios mecanizados en operaciones anteriores de una pieza para su posicionamiento, es necesario emplear pasadores con tolerancia.
Mediante la coordinación precisa del orificio de la pieza y la forma externa del pasador, y de acuerdo con la tolerancia de ajuste, la precisión de posicionamiento puede satisfacer los requisitos reales.
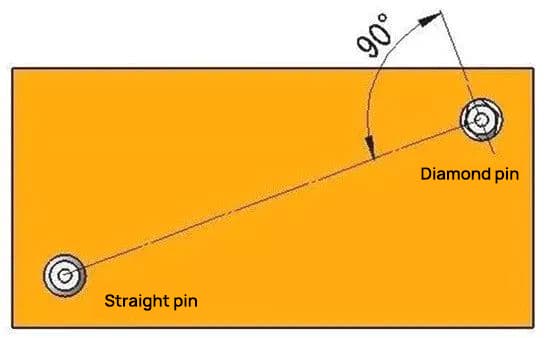
Además, cuando se utilizan clavijas para el posicionamiento, es habitual utilizar una clavija recta y una clavija de diamante.
Esta configuración hace que el montaje y desmontaje de las piezas sea más cómodo, y rara vez se atasca la pieza en los pasadores.
Posicionamiento de las clavijas
Ciertamente, también es posible utilizar dos pasadores rectos ajustando la tolerancia de ajuste. Sin embargo, para un posicionamiento más preciso, el método más eficaz suele consistir en utilizar una clavija recta y una clavija de diamante.
En situaciones en las que se emplea una espiga recta y una espiga de diamante, la dirección de alineación de la espiga de diamante (donde entra en contacto con la pieza de trabajo) suele formar un ángulo de 90° con la línea que une la espiga recta y la espiga de diamante.
Esta configuración está diseñada para el posicionamiento angular (sentido de rotación de la pieza).
Conocimientos relevantes sobre abrazaderas
1. Clasificación de las abrazaderas
En función de la dirección de sujeción, suelen dividirse en las siguientes categorías:
A continuación, examinemos las características de las distintas pinzas.
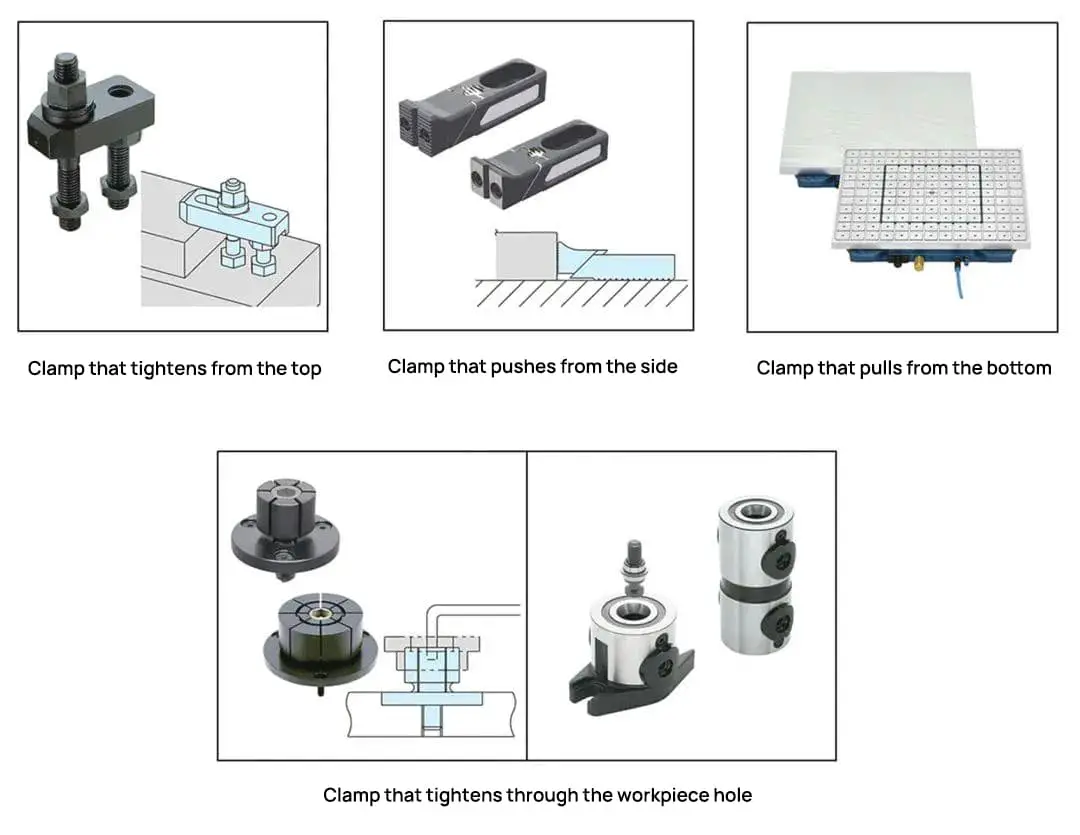
1. Abrazaderas Top-Down
Las mordazas descendentes, que ejercen presión desde la parte superior de la pieza, provocan la menor deformación durante la sujeción y garantizan la máxima estabilidad durante el proceso de mecanizado.
Por lo tanto, en la mayoría de los casos, la sujeción desde arriba de la pieza de trabajo es la primera consideración. El ejemplo más común de dispositivos de sujeción desde arriba son las abrazaderas mecánicas manuales.
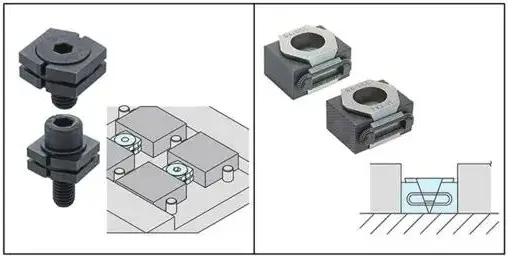
Por ejemplo, la abrazadera que se muestra a continuación se conoce como abrazadera de "hoja de arce". Las abrazaderas compuestas por una placa de presión, pernos de doble cabeza, un gato de botella y tuercas se denominan abrazaderas de "hoja de arce".
Además, en función de la forma de la pieza, se pueden seleccionar placas de prensado de diferentes formas para que se correspondan con diversas configuraciones de la pieza.
La relación entre el par de apriete y la fuerza de apriete de una abrazadera tipo hoja de pino puede calcularse mediante la fuerza de accionamiento del tornillo.
La fórmula de cálculo simple de la fuerza de sujeción es la siguiente:
F (kN) = T (N×m) / 0,2d
(donde d se refiere al diámetro nominal del tornillo).
T(N-m)
F(KN)
F1, F2(KN)
M6
15
12.5
6.3
M8
25
16.0
8.0
M10
50
25.0
12.5
M12
80
33.0
16.5
M16
150
47.0
23.5
M20
200
50.0
25.0
M24
300
62.5
31.3
Además de las pinzas tipo hoja, existen otras pinzas similares que sujetan la pieza desde arriba.
Una pinza capaz de sujetar dos piezas simultáneamente (ideal para sujetar varias piezas a la vez)
Fijación en forma de gancho (Perfectamente adecuada cuando el espacio de fijación es limitado)
Accesorio combinado (adecuado para escenarios de producción con una variedad de pequeñas cantidades)
Dispositivo de fijación sin herramientas (Aplicable al procesamiento de piezas en lotes medianos)
2. Dispositivo de sujeción lateral
Tradicionalmente, la sujeción de las piezas por la parte superior ha sido el método más estable, lo que se traduce en una menor carga de trabajo para la pieza.
Sin embargo, cuando es necesario trabajar en la parte superior de la pieza, o cuando la sujeción superior no es adecuada por diversos motivos, la sujeción lateral puede ser una alternativa.
Sin embargo, la sujeción desde el lateral puede producir una fuerza ascendente sobre la pieza. Esta fuerza debe tenerse en cuenta al diseñar el dispositivo de sujeción.
Las mordazas que se fijan lateralmente, como se muestra arriba, generan una fuerza lateral junto con una fuerza diagonal descendente. Este tipo de fijación impide eficazmente que la pieza se levante.
También existen otras abrazaderas similares que se sujetan lateralmente.
Una pinza que sujeta simultáneamente 2 piezas (adecuada para sujetar varias piezas al mismo tiempo)
Una abrazadera compuesta de leva excéntrica/perno excéntrico (muy adecuada cuando el espacio de disposición de los dispositivos es limitado).
Una fijación que no requiere herramientas (aplicable al procesamiento de piezas de volumen medio)
Un útil con forma fija (adecuado para el tratamiento de piezas de forma irregular)
3. Utilización de una pinza de tracción para piezas de trabajo
Al mecanizar superficies de chapa metálica piezas de trabajo, no sólo es inadecuado sujetar desde arriba, sino que la presión lateral tampoco es razonable. El único método viable es emplear un método de tracción desde abajo.
Para la sujeción por tracción desde abajo, si la pieza es de hierro, se suele utilizar una pinza magnética. Para las piezas metálicas que no son de hierro, se suele aplicar una ventosa de vacío para la sujeción por tracción.
En ambos casos, la magnitud de la fuerza de sujeción es directamente proporcional a la superficie de contacto entre la pieza y el imán o la ventosa de vacío.
Si la carga de mecanizado es demasiado elevada cuando se trabaja con componentes pequeños, los resultados del proceso de mecanizado pueden no ser satisfactorios.
Además, cuando se utilizan imanes o ventosas de vacío, la superficie de contacto con el imán y la ventosa debe alcanzar un cierto nivel de suavidad para que el funcionamiento sea seguro y normal.
4. Utilización de dispositivos de sujeción de orificios
Al realizar el mecanizado simultáneo de varias caras o el procesamiento de moldes con un 5-máquina de ejesA menudo se opta por la sujeción por agujeros para evitar las interferencias de abrazaderas y herramientas.
En comparación con la sujeción por la parte superior o lateral de la pieza, la sujeción por orificios ejerce menos carga sobre la pieza, lo que evita eficazmente su deformación.
Mecanizado directo a través de orificios
Aplicación del remachado
2. Fijación previa
Lo anterior se refiere principalmente a la pieza de trabajo dispositivos de sujeción y cómo mejorar su operatividad. El uso del pinzamiento previo también es crucial para mejorar la operabilidad.
Al colocar verticalmente una pieza de trabajo sobre la base, ésta caerá hacia abajo debido a la gravedad. En este punto, hay que sujetar la pieza de trabajo y accionar la pinza simultáneamente.
Sujeción previa
La operatividad disminuye significativamente, y el tiempo de sujeción se alarga cuando la pieza de trabajo tiene un peso considerable o cuando se sujetan varias piezas simultáneamente.
En tales casos, el uso de este tipo de muelle permite al operario sujetar la pieza de trabajo mientras permanece inmóvil, lo que mejora significativamente la operabilidad y reduce el tiempo de sujeción.
3. Consideraciones a la hora de elegir una abrazadera
Cuando se utilizan varios tipos de abrazaderas dentro de la misma fijación, las herramientas para sujetar y soltar deben estar normalizadas.
Por ejemplo, como se muestra en la imagen de la izquierda, cuando se utilizan varias llaves para la sujeción, aumenta la carga total para el operario y se prolonga el tiempo total de sujeción de la pieza.
Como se ilustra en la imagen inferior derecha, estandarizar las llaves y los tamaños de los pernos facilita la tarea del operario in situ.
Facilidad operativa de sujeción de piezas
Además, a la hora de configurar las pinzas, debe tenerse en cuenta, en la medida de lo posible, la facilidad operativa de sujeción de la pieza de trabajo. Si es necesario inclinar la pieza de trabajo para sujetarla, su manejo resultará incómodo. Por lo tanto, estas situaciones deben evitarse a la hora de diseñar los útiles de sujeción.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado por qué su fresadora CNC vibra y arruina su precisión? Este artículo explora doce consejos de expertos para minimizar las vibraciones de corte, desde el uso de plaquitas afiladas hasta la optimización de los parámetros de corte....
¿Alguna vez se ha preguntado cómo se corta el metal sin sobrecalentarlo? Las sierras frías, que utilizan hojas circulares, transfieren el calor al serrín en lugar de a la pieza, manteniendo frías ambas partes. Este método permite...
¿Alguna vez se ha preguntado por qué los ejes largos y delgados se doblan durante el mecanizado? Este artículo revela las fuerzas ocultas que intervienen y ofrece soluciones prácticas para mejorar la precisión. Aprenda a minimizar la deformación y...
¿Se ha enfrentado alguna vez a deformaciones inesperadas durante el corte por electroerosión por hilo? Este artículo profundiza en las causas y soluciones de dichas deformaciones. Aprenda a controlar las tensiones internas, optimizar las trayectorias de corte,...
Imagine disponer de la herramienta perfecta para cada reto exclusivo en la fabricación de moldes. Desde intrincadas superficies de forma libre hasta requisitos de alta precisión, la selección de las herramientas de corte adecuadas para el fresado CNC puede influir drásticamente...
Imagine un mundo en el que la precisión y la eficiencia se combinan a la perfección en la fabricación. Este es el reino de las máquinas CNC, herramientas automatizadas guiadas por instrucciones digitales para dar forma a piezas complejas con una precisión milimétrica.....
Imagine una tecnología capaz de mecanizar sin esfuerzo los materiales más duros con precisión y eficacia. El mecanizado por ultrasonidos hace precisamente eso, revolucionando la forma en que las industrias manipulan materiales duros, quebradizos y compuestos. Al aprovechar...
¿Tiene problemas con la calidad del mecanizado CNC? Descubra cómo pequeños ajustes en su proceso pueden producir grandes mejoras. Este artículo profundiza en diez consejos de expertos que...
¿Cómo consiguen las máquinas CNC avanzadas precisión y complejidad en la fabricación? Este artículo explora las diferencias entre el mecanizado CNC de 4 y 5 ejes, destacando sus capacidades y aplicaciones únicas. Los lectores...