Guía de troqueles de punzonado de torreta: Clasificación, selección y consejos de instalación
¿Cómo puede garantizar el rendimiento óptimo y la longevidad de sus troqueles de punzonado de torreta? Este artículo explora las distintas clasificaciones, criterios de selección y procedimientos de instalación esenciales para el mantenimiento de estos componentes críticos de su maquinaria. Si conoce los tipos y los métodos de instalación adecuados de las matrices de punzonado de torreta, podrá realizar operaciones precisas y eficaces y prolongar la vida útil de su equipo. Sumérjase en esta completa guía para aprender consejos prácticos y las mejores prácticas que mejorarán sus procesos de mecanizado y garantizarán resultados de producción de alta calidad.
Los moldes de punzonado CNC AMADA pueden dividirse en dos categorías: moldes originales (placa de retorno metálica) (Fig. 1) y moldes domésticos (placa de retorno de caucho) (Fig. 2).
En función de la forma del molde, se clasifican en molde redondo, molde redondo de cintura, molde rectangular, molde cuadrado, molde de forma especial, molde de conformación (punzón de muestra, bulto, avellanado, agujero de volteo, obturador y matriz de engaste).
El tamaño del troquel determina las estaciones correspondientes, que se dividen del siguiente modo:
Estación X
Generalmente molde redondo( φ1,6~ φ12,7) y matriz de muestra frontal.
Corresponde a 10 estaciones de la máquina herramienta;
Fig. 1 molde original (placa metálica de retorno)
Fig. 2 molde doméstico (placa de retorno de caucho)
Estación B
Esto incluye los troqueles redondos (φ13φ27), matrices cuadradas (SQ4SQ16), matrices parciales rectangulares, matrices parciales de cintura redonda y matrices parciales de formas especiales (como matrices de ojo de cerradura, en cruz, trapezoidales, hexagonales y de una sola D). Además, hay matrices de conformado (punzón de muestra inversa, chichón, avellanado, matriz de torneado de agujeros, etc.) que corresponden a las 16 estaciones de la máquina herramienta.
Estación C
Versión revisada:
El disponible tipos de troqueles incluyen troqueles redondos (φ30~φ37), troqueles cuadrados (SQ20), troqueles rectangulares parciales, troqueles redondos de cintura parciales y troqueles de forma especial parciales (troqueles de doble oreja). Estas corresponden a las 6 estaciones de la máquina herramienta.
Estación D
Este producto incluye troqueles redondos (φ40-φ50), un troquel cuadrado (SQ35), troqueles rectangulares parciales y troqueles redondos de cintura parciales. Están diseñados para corresponder a las 4 estaciones de una máquina herramienta.
EstaciónE, F
Los principales componentes de la máquina son la fresa (RE60x4, RE60x5), la matriz cuadrada (SQ50) y la matriz de forma especial (matriz de nueve agujeros). Corresponden a las dos estaciones de la máquina herramienta.
StaciónG, H
Cortador (RE80x6), troquel de forma especial (obturador).
Corresponde a 2 estaciones de máquina herramienta;
Estación I
Estación de rotación de indexación, se utiliza para instalar el molde a rotar.
Corresponde a 4 estaciones de la máquina herramienta.
La regla general es seleccionar el holgura del troquel en función del grosor del material de la pieza a procesar, como se indica en la Tabla 1.
Tabla 1 Selección de la holgura inferior de la matriz
Espesor del material (mm)
0.5-1.0
1.2
1.5
2.0-3.0
4.0
Distancia (mm)
0.1-0.15
0.15-0.2
0.3-0.40
0.4-0.6
0.6-0.8
Cabe señalar que, normalmente, el troquel inferior especificado para el troquel superior tiene una separación de sólo 0,1 mm a 0,4 mm.
Sin embargo, cuando se procesan placas de más de 3 mm de grosor, se necesita flexibilidad en la selección. Por ejemplo, cuando se trabaja con una placa de cobre de 4mm, la holgura máxima del molde inferior φ6.5 es de sólo 0,4mm. En este caso, un φ7.1 (0.15mm) molde inferior puede ser utilizado en su lugar.
Instalación de la parte inferior morir
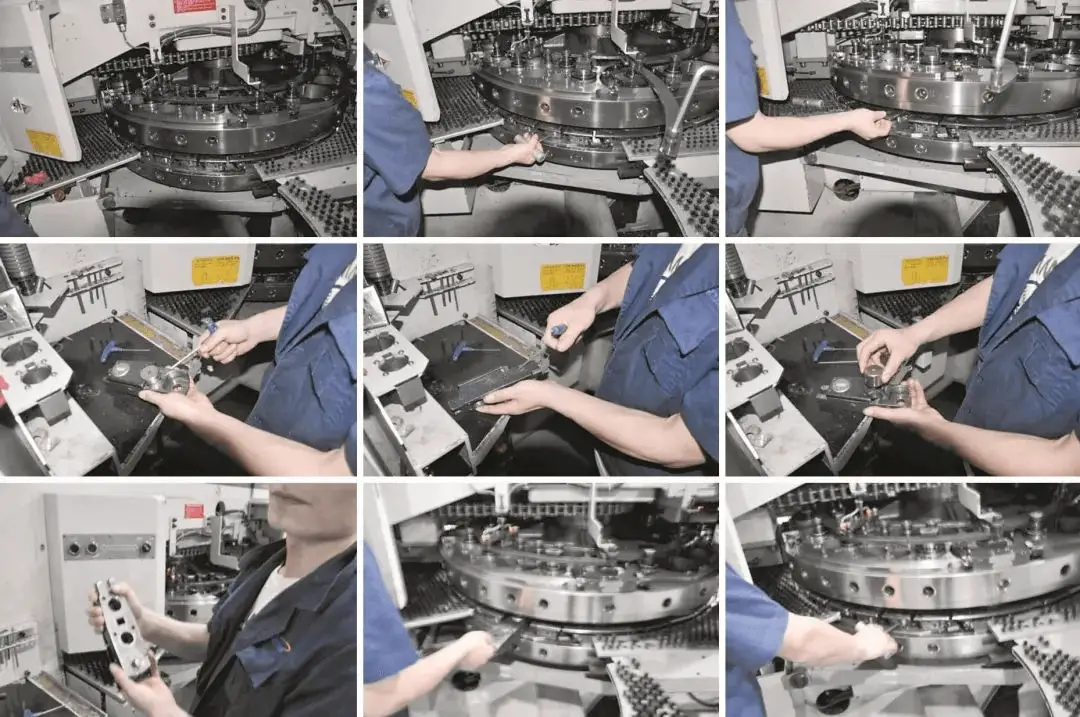
Abra la cubierta de la torreta → gire la máquina herramienta hasta la estación en la que se va a instalar el troquel inferior → retire la base del troquel inferior con la herramienta especificada → coloque el troquel inferior en la estación vacía correspondiente → compruebe la altura (la altura del troquel inferior puede ser 1 mm ~ 2 mm superior a la base del troquel. Si la altura del propio troquel no es suficiente, añada cuñas para ajustarla y alcanzar la altura estándar) → apriete los tornillos → instale la base del troquel inferior en la torreta → fije la base del troquel inferior en la torreta con la herramienta especificada → la instalación del troquel inferior ha finalizado.
La secuencia de instalación del troquel inferior se muestra en la figura 3.
Fig. 3 Secuencia de instalación del troquel inferior
Instalación de la parte superior morir
Para instalar el molde correctamente, siga el ángulo del molde como se muestra en la lista de moldes. Los pasos para una instalación correcta son los siguientes:
Para el manguito de molde original o el manguito de molde doméstico, instálelos de acuerdo con el molde superior seleccionado. En general, para la estación fija, el manguito de molde doméstico sólo se puede instalar a 0 ° o 90 °, mientras que el manguito de molde original se puede instalar a 0 °, 45 ° y 90 °.
Inserte el molde superior en el manguito de molde seleccionado, asegurándose de que el pasador correspondiente esté colocado en la ranura correspondiente. El casquillo de molde original puede deslizarse automáticamente en la parte inferior del casquillo de molde. A veces, el casquillo de molde doméstico puede necesitar un golpe suave en el borde del molde con una varilla de cobre para que se deslice hasta el fondo del casquillo de molde.
Cubra la placa de retorno y compruebe la altura del troquel superior. Para garantizar que la altura del troquel superior esté a ras o ligeramente por debajo de la placa de retorno con un margen de 0,5 mm, seleccione la placa de retorno correspondiente.
Queda terminantemente prohibido que la altura del troquel supere la placa de retorno.
Si la altura del troquel no cumple los requisitos especificados, añada o retire la junta de la camisa del troquel hasta que el troquel alcance la altura requerida. Una vez que la altura del troquel alcance el estándar, apriete primero los tornillos situados detrás del manguito del troquel y, a continuación, apriete los tornillos de la placa de retorno.
Abra la tapa de la torreta y gírela hasta la estación de troquel superior correspondiente después de instalar el troquel inferior. Es esencial asegurarse de que el ángulo de instalación del troquel superior e inferior es consistente.
A continuación, coloque el troquel verticalmente en la estación para que pueda deslizarse libremente hasta que el pasador correspondiente quede totalmente colocado en la ranura correspondiente. La luz indicadora roja se enciende después de apretar el mandril de inducción de la torreta, indicando la finalización de la instalación del troquel superior.
Optimización de la selección de estaciones
Seleccione el molde que coincida con la estación y dé prioridad a la estación vacante. Si no hay suficientes estaciones disponibles, considere la posibilidad de utilizar la estación de moldes menos utilizada para garantizar que los moldes de uso común estén siempre en la estación de la máquina. Esto facilitará un proceso de procesamiento más fluido con menos cambios de molde.
Instalación de la estación giratoria
La máquina herramienta está equipada con cuatro estaciones giratorias.
El troquel inferior de la estación giratoria está por defecto a 0°, lo que significa que el troquel superior sólo puede instalarse en este ángulo (esto es importante).
Los pasos de instalación son los siguientes:
Para empezar, instale el troquel inferior en el convertidor de indexación. Antes de sujeción el convertidor de troquel inferior en la ranura de posicionamiento, asegúrese de que la torreta inferior de la estación de indexación esté libre de suciedad o residuos.
A continuación, instale el molde superior. Una vez instalado el molde superior, vuelva a comprobar que los ángulos de los moldes superior e inferior coinciden.
Por último, coloque el molde superior en la torreta con la ranura de posicionamiento situada en la parte superior derecha.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo garantizar el éxito de un proyecto de estampación metálica? En esta entrada del blog, nos sumergiremos en los factores críticos que pueden hacer o deshacer su proceso de estampación....
¿Alguna vez se ha preguntado por qué su punzonadora de torreta CNC deja de funcionar con eficacia de repente? El mantenimiento y la resolución de problemas de estas máquinas puede ser todo un reto. En este artículo, nos sumergimos en los...
¿Siente curiosidad por las punzonadoras de torreta CNC? En esta entrada del blog, nos sumergiremos en el fascinante mundo de estas versátiles máquinas. Como ingeniero mecánico experimentado, le explicaré...
¿Alguna vez se ha preguntado cómo puede revolucionar el punzonado de chapa metálica un diseño de disposición eficiente? Este artículo profundiza en varios métodos de diseño y explica cómo la optimización del uso de materiales no solo ahorra...
¿Cómo puede una sola máquina agilizar tanto el punzonado como el cizallado en la fabricación de metal? La unidad combinada de punzonado y cizallado CNC está revolucionando la eficiencia y la precisión en los talleres de chapa metálica. Esta...
¿Cómo puede asegurarse de que las matrices de su punzonadora de torreta CNC funcionen de forma óptima y duren más? Este artículo revela prácticas esenciales de uso y mantenimiento para estos componentes críticos. Desde la elección...
El punzón de torreta servo es un equipo ampliamente utilizado en el procesamiento de chapa metálica. Sin embargo, con el rápido desarrollo de la industria de fabricación mecánica, las máquinas de corte por láser han sustituido a la mayoría de...
¿Qué hace que la punzonadora de torreta servo sobresalga en la industria de la chapa? Esta avanzada máquina ofrece una precisión, velocidad y eficacia inigualables. A diferencia de los punzones tradicionales, combina servomotores con...
¿Por qué una punzonadora de torreta arrastra material y cómo solucionarlo? Este problema común puede dañar los moldes y comprometer la precisión. En este artículo, conocerá los...