La máquina de medición de coordenadas (MMC) es un instrumento de medición de precisión utilizado en diversas industrias. Está equipada con interruptores de freno neumático y dispositivos de micromovimiento en sus tres ejes, lo que permite una transmisión precisa de cada eje. Además, la MMC está equipada con un sistema de adquisición de datos de alto rendimiento para garantizar la precisión de las mediciones.
La MMC se utiliza habitualmente para el diseño de productos, equipos de moldeo, mediciones de engranajes y álabes, fabricación de maquinaria, utillaje de herramientas, piezas de moldes de vapor, equipos electrónicos y eléctricos y otras mediciones de precisión.
1. Presentación del instrumento
La máquina de medición de tres coordenadas (MMC), también conocida como instrumento de medición de tres coordenadas, es un dispositivo de metrología de precisión utilizado para medir dimensiones geométricas, formas y relaciones espaciales dentro de un sistema de coordenadas tridimensional. Funciona utilizando una sonda que puede moverse a lo largo de tres ejes ortogonales (X, Y y Z) con gran precisión.
La sonda puede entrar en contacto físico con la pieza (sondas de contacto o de barrido) o realizar mediciones sin contacto (sistemas láser o de visión). El sistema de medición del desplazamiento de cada eje, que suele emplear codificadores lineales de alta precisión o escalas ópticas, transmite los datos a un sofisticado sistema informático. Este sistema procesa los puntos recogidos (x, y, z) para calcular diversas características geométricas, dimensiones y características de forma de la pieza.
Las MMC son capaces de medir múltiples aspectos de la calidad de las piezas, entre ellos:
- Precisión dimensional: Medidas lineales y angulares
- Precisión de posicionamiento: relaciones espaciales entre características
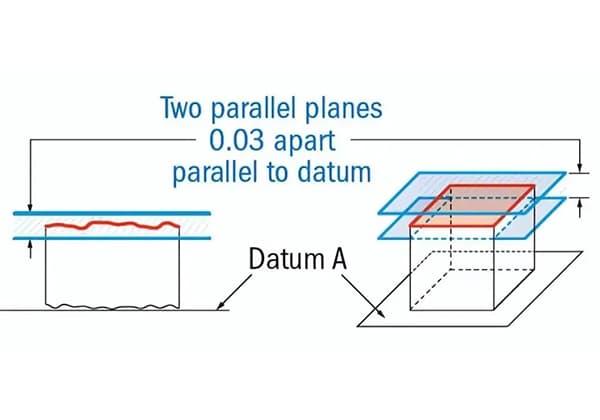
- Precisión geométrica: Tolerancias de forma y orientación (planitud, cilindricidad, etc.)
- Precisión de contornos: Perfiles de superficie complejos y formas libres
Este versátil instrumento es crucial para garantizar la precisión y la exactitud en diversas industrias, como la automovilística, la aeroespacial y la de fabricación avanzada.
Especificaciones del modelo:
Estructura: Construcción de granito de tres ejes con un diseño de puente móvil de estilo alemán, que presenta una carcasa de cuatro lados para mejorar la estabilidad.
Sistema de accionamiento: Servomotores de CC acoplados con cojinetes neumáticos precargados de alta precisión para un movimiento suave y sin fricción.
Sistema de medición: Encoders lineales abiertos RENISHAW con una resolución de 0,1 μm (100 nm).
Sistema de sonda: Controlador y cabezal de sonda Renishaw, que garantizan la compatibilidad y la capacidad de medición de alto rendimiento.
Base: Placa de superficie de granito de alta precisión (Grado 00), que proporciona una superficie de referencia estable.
Requisitos medioambientales:
- Temperatura: 20°C ± 2°C
- Humedad: 40% - 70% HR
- Gradiente de temperatura: ≤ 1°C/m
- Tasa de cambio de temperatura: ≤ 1°C/h
Requisitos neumáticos:
- Presión del aire: 0,4 MPa - 0,6 MPa
- Caudal de aire: 25 L/min
Especificaciones de rendimiento:
- Precisión de medición de la longitud (MPEE): ≤ (2,1 + L/350) μm, donde L es la longitud medida en mm.
- Error de sondeo (MPEP): ≤ 2,1 μm
Características principales:
La máquina utiliza raíles guía de granito natural para los tres ejes, lo que garantiza una estabilidad termodinámica superior en toda la estructura. Esta elección de diseño elimina los errores de precisión que podrían surgir de la expansión térmica diferencial entre materiales, como podría ocurrir en máquinas que utilizan materiales mixtos para diferentes ejes. Las características térmicas uniformes del granito contribuyen a un rendimiento constante en distintas condiciones ambientales y duraciones de medición.
Comparación de granito y aleación de aluminio de aviación
Los materiales de aleación de aluminio presentan un coeficiente de dilatación térmica significativamente mayor que el granito. Esta propiedad inherente puede provocar inestabilidad dimensional en los equipos de precisión.
En las máquinas de medición de coordenadas (MMC), componentes como las vigas y las estructuras del eje Z fabricadas con aleaciones de aluminio de calidad aeronáutica son susceptibles de sufrir cambios dimensionales y desviaciones de precisión con el paso del tiempo, especialmente con el uso prolongado y los ciclos térmicos.
En cambio, las MMC de gama alta suelen utilizar granito para los componentes estructurales críticos. La plataforma del sistema de tres coordenadas y el eje principal suelen construirse con bloques de granito rectificados con precisión. Esta elección de material proporciona una estabilidad térmica y unas características de amortiguación de vibraciones superiores.
El eje principal está fabricado en granito, mientras que la viga y el eje z pueden incorporar un diseño híbrido con aleaciones de aluminio y otros materiales para optimizar el peso y la rigidez. Sin embargo, esta combinación de materiales con diferentes coeficientes de dilatación térmica puede introducir errores de medición y problemas de estabilidad cuando se someten a fluctuaciones de temperatura.
Para mitigar estos retos, las MMC avanzadas emplean una estructura rectangular totalmente granítica para el sistema de guía de tres ejes. Este diseño se complementa con cojinetes de aire pretensado de alta precisión y autolimpieza. La estructura monolítica de granito garantiza la estabilidad dimensional y la precisión de medición a largo plazo.
Los cojinetes neumáticos proporcionan una distribución de la fuerza estable y equilibrada a lo largo de la dirección axial, lo que reduce significativamente el desgaste y contribuye a la longevidad de los componentes críticos de la máquina. Este diseño también minimiza los efectos de fricción y stick-slip, mejorando la repetibilidad de las mediciones.
Se ha implementado una tecnología patentada de salida de aire de orificio pequeño, con una tasa de consumo de aire optimizada de 30 L/min. Esta innovación crea un efecto de condensación localizada dentro del juego del rodamiento, contrarrestando eficazmente el calor generado por la fricción residual del movimiento del rodamiento y mejorando la estabilidad térmica general del equipo.
El principio físico subyacente aprovecha el comportamiento del gas que pasa a través de un orificio circular bajo presión. Aunque la sabiduría convencional sugiere que este proceso genera calor por fricción, que puede ser perjudicial para las mediciones de alta precisión, el diseño de orificio pequeño induce un fenómeno único. Cuando el diámetro del orificio de salida se reduce por debajo de un umbral crítico, se produce un efecto de condensación en las inmediaciones del orificio. Este enfriamiento localizado compensa eficazmente el mínimo calor generado por la fricción del aire durante las operaciones de medición.
Aprovechando este principio físico mediante la implementación de la tecnología de salida de gas de orificio pequeño, la MMC puede mantener una estabilidad de temperatura excepcional durante periodos prolongados. Esta estrategia de gestión térmica es crucial para garantizar una precisión de medición y una fiabilidad constantes en las aplicaciones de metrología de precisión.
Comparación de rodamientos para MMC de los principales proveedores
Los tres ejes incorporan reglas ópticas chapadas en oro de primera calidad de Renishaw, que ofrecen una resolución excepcional de 0,1μm (micrómetros). Este sistema de codificación lineal de alta precisión garantiza una respuesta de posición y una capacidad de medición precisas.
El diseño de montaje de la báscula emplea una configuración sin fijación, con un extremo firmemente anclado y el otro que puede flotar. Esta disposición compensa eficazmente la dilatación y contracción térmicas, minimizando los errores de medición debidos a las fluctuaciones de la temperatura ambiente.
El sistema de movimiento utiliza un diseño cinemático de última generación que desacopla las fuerzas de accionamiento de las superficies de apoyo. Este avanzado enfoque elimina las tensiones inducidas en las guías, maximizando tanto la precisión de las mediciones como la estabilidad mecánica a largo plazo.
Para el accionamiento de los ejes se emplea un sistema de transmisión por correa síncrona reforzada con acero. Este diseño ofrece unas características superiores de amortiguación de las vibraciones durante los desplazamientos rápidos, al tiempo que proporciona una alta resistencia a la tracción, una excelente velocidad de posicionamiento y una mayor vida útil.
La MMC funciona con el software Rational-DMIS, un paquete de metrología líder del sector certificado por el Physikalisch-Technische Bundesanstalt (PTB). Esta potente e intuitiva plataforma de software permite a los usuarios centrarse en las tareas de medición en lugar de en la compleja programación, lo que agiliza el proceso de inspección.
2. Componentes básicos de la MMC
Rayo X:
Incorpora una avanzada tecnología de viga inclinada de precisión que mejora la rigidez estructural y minimiza la deformación térmica para mejorar la precisión de las mediciones.
Carril guía en dirección Y:
Presenta una estructura de posicionamiento patentada con ranuras de cola de milano inferiores integrales mecanizadas directamente en el banco de trabajo, lo que garantiza una alineación superior y reduce los errores de montaje.
Sistema de raíles guía:
Utiliza cojinetes neumáticos de alta precisión, autolimpiantes y precargados, que comprenden raíles guía flotantes de aire a presión estática de cuatro vías. Este diseño minimiza la fricción, mejora la suavidad del movimiento y mantiene una precisión constante a lo largo del tiempo.
Sistema de tracción:
Implementa servomotores de CC de alto rendimiento acoplados a mecanismos flexibles de transmisión por correa dentada síncrona. Cada eje está controlado electrónicamente y limitado mecánicamente, lo que se traduce en una transmisión rápida, un mejor rendimiento del movimiento y una mayor precisión de posicionamiento.
Eje Z husillo:
Integra un dispositivo de equilibrado neumático ajustable que mejora significativamente la precisión de posicionamiento y la repetibilidad de las mediciones en el eje z. Esta función compensa las variaciones de peso de la sonda y garantiza una fuerza de contacto constante.
Sistema de control:
Emplea un avanzado sistema de control especializado importado de doble ordenador y tres coordenadas, que permite el procesamiento en paralelo y la redundancia para mejorar la fiabilidad y el rendimiento.
Sistema de máquinas:
Incorpora la tecnología de corrección de errores 3D asistida por ordenador (CAA), que garantiza la estabilidad a largo plazo y la alta precisión del sistema. Esta tecnología adaptativa compensa los errores geométricos y las variaciones térmicas en tiempo real.
Software de medición:
Utiliza el completo paquete de software de medición 3D-DMIS, que ofrece un espectro completo de funciones de medición, capacidades avanzadas de análisis de datos y una perfecta integración en línea con sistemas CAD/CAM para lograr procesos de inspección eficaces.
3. Principio funcional de la MMC
Una máquina de medición de coordenadas (MMC) es un instrumento de metrología de precisión diseñado para medir las características geométricas de los objetos con gran exactitud. Consta de tres componentes principales: un mecanismo de guía, elementos de medición de longitud y dispositivos de visualización digital, todos ellos alineados a lo largo de tres ejes perpendiculares entre sí (X, Y y Z). El sistema también incluye una mesa de trabajo para apoyar el objeto medido, aunque el tamaño de esta mesa puede variar en función de las aplicaciones previstas de la MMC.
El cabezal de medición, a menudo equipado con una sonda de disparo por contacto o un sensor óptico, puede desplazarse a puntos de medición específicos manualmente o mediante motorización controlada por ordenador. Cuando la sonda entra en contacto con la pieza (o capta datos ópticamente), genera una señal de disparo. Simultáneamente, codificadores lineales de alta precisión (normalmente escalas ópticas o escalas de vidrio) a lo largo de cada eje miden la posición exacta de la punta de la sonda en el espacio tridimensional.
La funcionalidad principal de una MMC reside en su capacidad para determinar y mostrar con precisión las coordenadas espaciales de cualquier punto dentro de su volumen de medición. Esto se consigue mediante una sofisticada integración de precisión mecánica, tecnología de sensores y procesamiento de datos:
- Interacción de la sonda: Cuando la sonda entra en contacto con la pieza (o captura datos ópticamente), envía una señal de punto de muestreo al sistema de control de la MMC.
- Lectura de la posición: El sistema de control registra instantáneamente la posición actual de la punta del palpador respecto al origen de la máquina (punto 0,0,0) mediante la lectura de los valores de los encoders lineales de cada eje.
- Procesamiento de datos: El sistema informático de la MMC procesa estos valores de coordenadas en bruto, aplicando diversas compensaciones (por ejemplo, compensaciones de calibración de sonda, compensación de temperatura) para garantizar la precisión.
- Visualización y análisis: Los datos de coordenadas procesados se visualizan en la interfaz de la MMC y pueden utilizarse para diversos fines analíticos, como mediciones dimensionales, tolerancias geométricas o comparación con modelos CAD.
Las MMC modernas suelen incorporar funciones avanzadas que van más allá de este principio básico, entre las que se incluyen:
- Sistemas de compensación de la temperatura para tener en cuenta la dilatación térmica de la máquina y de la pieza.
- Cojinetes neumáticos para un movimiento suave y de baja fricción del cabezal de medición
- Sistemas automatizados de cambio de sonda para flexibilizar las tareas de medición
- Software avanzado para el análisis de geometrías complejas, la evaluación GD&T y la comparación CAD
Aunque esto describe el funcionamiento fundamental de una MMC, es importante tener en cuenta que la tecnología sigue evolucionando, con avances en áreas como la medición sin contacto, los sistemas multisensor y la integración con los conceptos de Industria 4.0 que amplían aún más las capacidades y aplicaciones de estas herramientas de metrología cruciales.
4. Clasificación de las MMC
Según la estructura de la MMC, puede dividirse en las siguientes categorías:
1. Tipo puente móvil
La máquina de medición de coordenadas (MMC) más utilizada es la de tipo puente móvil.
El eje, el árbol principal que se mueve en sentido vertical, es guiado por un bastidor en forma de caja para desplazarse a lo largo de la viga horizontal.
La viga horizontal, perpendicular al eje, se apoya en ambos extremos en dos columnas, formando un "puente". El puente se desplaza a lo largo de dos ranuras guía perpendiculares al eje en el plano horizontal.
Debido al apoyo que proporcionan los puntales en ambos extremos de la viga, el tipo de puente móvil tiene una desviación mínima menor y una mayor precisión en comparación con el tipo en voladizo.
2. Tipo de lecho de puente
En el tipo de bancada puente, el eje principal se desplaza en dirección vertical y es guiado por un bastidor en forma de caja para desplazarse a lo largo de la viga del eje vertical. La viga se mueve a lo largo de dos carriles de guía horizontales en la dirección axial, que se encuentran en la superficie superior de los pilares que están fijados en el cuerpo de la máquina.
Este tipo es similar al tipo de puente móvil, ya que ambos extremos de la viga están apoyados, lo que da como resultado una desviación mínima de la viga y una mayor precisión en comparación con el tipo en voladizo.
Además, sólo la viga se mueve en dirección axial, lo que reduce la inercia total y facilita el manejo manual en comparación con el tipo de puente móvil.
3. Tipo pórtico
El tipo pórtico puente, también conocido como tipo montado en el suelo o en la puerta, se diferencia del tipo cama puente en que se fija directamente al suelo.
Este tipo de estructura ofrece una mayor rigidez y estabilidad en comparación con el puente tipo cama y se utiliza habitualmente en instrumentos de medición de tres coordenadas de mayor tamaño.
Cada eje está accionado por un motor, lo que proporciona un amplio rango de medición. El operario también puede trabajar dentro de la estructura del puente.
4. Tipo de puente fijo
El tipo de puente fijo cuenta con un eje principal que se mueve en dirección vertical y es guiado por un bastidor en forma de caja para desplazarse a lo largo de la viga horizontal del eje vertical.
El puente, o pilar, se fija en el cuerpo de la máquina, mientras que la mesa de medición se desplaza a lo largo del carril guía del plano horizontal, que es perpendicular al eje, en dirección axial.
Cada eje está accionado por un motor para mantener la precisión de la posición. Sin embargo, este modelo no está diseñado para el funcionamiento manual.
5. Tipo de puente en L
El puente en forma de L está diseñado para reducir la inercia del puente al moverse el eje.
En comparación con el tipo de puente móvil, este diseño tiene menos inercia en sus componentes móviles, lo que facilita su manejo. Sin embargo, tiene un menor nivel de rigidez.
6. Mesa fija tipo brazo en voladizo
El tipo voladizo móvil presenta un eje principal que se mueve en la dirección vertical y es guiado por un bastidor en forma de caja para moverse a lo largo de la viga voladiza horizontal del eje vertical en la dirección axial. La viga en voladizo se desplaza a lo largo de una ranura guía en el plano horizontal, que es perpendicular al eje.
Este tipo de estructura está abierta por tres lados y es conveniente para montar y desmontar piezas de trabajo, ya que pueden extenderse más allá de la mesa. Sin embargo, la precisión es menor debido al diseño en voladizo.
7. Tipo móvil de una columna
El tipo móvil de pilar único cuenta con un eje principal que se mueve en dirección vertical, y todo el pilar se mueve a lo largo de la ranura guía del plano horizontal, que es perpendicular al eje, conectado al eje.
La mesa de medición se desplaza en dirección axial a lo largo de la ranura guía del plano horizontal, que es perpendicular al eje.
Este tipo de estructura presenta una buena rigidez tanto en la mesa de medición como en el pilar, lo que provoca una deformación mínima. Además, la escala lineal de cada eje está situada cerca del eje de medición, lo que garantiza el cumplimiento del teorema de Abbe.
8. Tipo de tabla xy de una columna
La mesa de medición de un solo montante es de tipo móvil, con un eje principal que se desplaza en dirección vertical.
El pilar está equipado con una ranura de guía del eje y se fija al cuerpo del instrumento de medición.
Durante la medición, la mesa de medición se desplaza a lo largo del eje en la dirección del plano horizontal.
9. Mesa móvil de brazo horizontal
La mesa de medición de brazo horizontal es de tipo móvil, con un bastidor de caja que soporta el brazo horizontal para desplazarse en dirección vertical (eje) a lo largo del pilar vertical. La sonda se fija al voladizo en la dirección horizontal.
El pilar se desplaza en dirección axial a lo largo de la ranura guía en el plano horizontal, que es perpendicular al eje. La mesa de medición también se desplaza en dirección axial a lo largo de la ranura guía en el plano horizontal, que es perpendicular al eje y al eje.
Este diseño es una mejora del tipo voladizo horizontal, ya que elimina la deflexión causada por la extensión o retracción del brazo horizontal en la dirección axial.
10. Mesa fija tipo brazo horizontal
La plataforma de medición de brazo horizontal es de tipo fijo y tiene una estructura similar a la de tipo móvil.
La mesa de medición está fija, y los ejes X, Y y Z se mueven a lo largo de la ranura guía. Durante la medición, el pilar se mueve en la ranura guía del eje, mientras que la mesa deslizante fijada al eje se mueve en la dirección del eje vertical.
11. Tipo móvil de brazo horizontal
El tipo de movimiento de brazo horizontal presenta un eje en voladizo que se mueve en dirección horizontal y un bastidor de caja que soporta el brazo horizontal y se mueve a lo largo de la columna en dirección axial. La columna es perpendicular al eje.
El pilar se desplaza en dirección axial a lo largo de la ranura guía del plano horizontal, que es perpendicular al eje, lo que lo hace inadecuado para mediciones de alta precisión a menos que el brazo horizontal se extienda o retraiga para compensar los errores causados por el peso.
Este tipo de estructura se utiliza principalmente para la inspección de vehículos.
12. Tipo puente anular
El tipo de puente de bucle cerrado es conocido por su estabilidad, ya que el mecanismo de accionamiento está situado en el centro del banco de trabajo. Este diseño ayuda a reducir el impacto causado por el movimiento del puente, lo que lo convierte en el más estable entre todos los instrumentos de medición de tres coordenadas.
5. Principales ventajas
- Aleación de aluminio de aviación anodizado en superficie;
- Cojinete neumático autolimpiante de alta precisión;
- Regla de rejilla de alta precisión importada de Europa;
- Tecnología patentada de haz triangular de precisión.
6. Campos de aplicación
El tipo de puente de bucle cerrado se utiliza ampliamente en diversas industrias, como la automovilística, electrónica, maquinaria, aviación y militar, para la medición de diversos objetos como cajas, bastidores, engranajes, levas, ruedas helicoidales, tornillos sinfín, cuchillas, curvas, superficies curvas, herrajes, plásticos, etc. También se utiliza habitualmente en la industria del molde.
7. Método de utilización
Las máquinas de medición de tres coordenadas (MMC) suelen clasificarse en tres categorías: medición por contacto, medición sin contacto y medición combinada por contacto y sin contacto.
La medición por contacto es un método muy utilizado para medir productos mecanizados, productos prensados y láminas metálicas. El escaneado de puntos de datos en la superficie del objeto medido con una MMC suele ser necesario para analizar los datos de procesamiento o con fines de ingeniería inversa.
Utilizando la MMC Foundation-Pro como ejemplo, este artículo describirá los diferentes métodos de escaneado y pasos de funcionamiento habituales de las MMC.
La operación de escaneado de una MMC consiste en recoger puntos de datos en un área específica de la superficie del objeto que se está midiendo utilizando el programa DMIS del PC. Esta área puede ser una línea, un parche, una sección de la pieza, una curva de la pieza o una circunferencia a una cierta distancia del borde.
El tipo de exploración depende del modo de medición, del tipo de sonda y de si se dispone de archivos CAD. La opción "escanear" de la pantalla de control viene determinada por el botón de estado (manual/DCC).
Si se utiliza el método DCC para la medición y se dispone de archivos CAD, los métodos de escaneado disponibles son "línea abierta", "línea cerrada", "parche", "sección" y "escaneado perimetral". Si sólo se dispone de archivos CAD alámbricos, los métodos de escaneado disponibles son "línea abierta", "línea cerrada" y "parche".
Si se utiliza el modo de medición manual, sólo está disponible el modo básico "exploración TTP manual". Si se utiliza la medición manual con una sonda rígida, las opciones disponibles son delta fijo, delta variable, delta de tiempo y exploración del eje del cuerpo.
Este artículo proporcionará una explicación detallada de los cinco modos de escaneo que se pueden seleccionar cuando se entra en el menú "utilidad" y se selecciona la opción "escaneo" en estado DCC.
1.Exploración lineal abierta
La exploración de línea abierta es el modo de exploración más sencillo. La sonda parte del punto inicial, explora a lo largo de una dirección especificada con un tamaño de paso predeterminado y termina en el punto final.
La exploración de líneas abiertas puede dividirse en dos casos en función de la disponibilidad de un modelo CAD.
(1) Sin modelo CAD:
Si la pieza medida no tiene un modelo CAD, introduzca primero los valores nominales de los puntos límite. Abra la opción "punto límite" en el cuadro de diálogo, haga clic en "1" para introducir los datos del punto inicial. A continuación, haga doble clic en "d" para introducir los nuevos valores de coordenadas X, Y y Z del punto de dirección (el punto de coordenadas que indica la dirección de exploración). Por último, haga doble clic en "2" para introducir los datos del punto final.
A continuación, introduzca el tamaño del paso. Introduzca un nuevo valor de longitud de paso en la columna "Max Inc" de la columna "Direction 1 Tech" del cuadro de diálogo de exploración. Por último, compruebe que es correcto el vector de dirección establecido, que define el vector normal de la superficie del primer punto de medición tras el inicio de la exploración, la sección transversal y el vector normal de la superficie del último punto antes del final de la exploración. Una vez introducidos todos los datos, haga clic en "Crear".
(2) Con modelo CAD:
Si la pieza medida tiene un modelo CAD, haga clic en la superficie correspondiente del modelo CAD con el botón izquierdo del ratón al inicio de la exploración, y el programa PC DMIS generará un punto en el modelo CAD y lo marcará como "1", el punto de inicio. A continuación, haga clic en el siguiente punto para definir la dirección de escaneado. Por último, haga clic en el punto final (o punto límite) y márquelo como "2". Conecte la línea entre "1" y "2".
Para cada punto seleccionado, el programa PC DMIS introducirá el valor de coordenadas y el vector correspondientes en el cuadro de diálogo. Tras determinar el tamaño del paso y otras opciones (como plano de seguridad, punto único, etc.), haga clic en "medir" y, a continuación, en "crear".
2. Exploración lineal cerrada
El modo de exploración de línea cerrada permite explorar la superficie interior o exterior de una pieza. Sólo requiere dos valores, el "punto inicial" y el "punto de dirección" (PC DMIS toma el punto inicial como punto final).
(1) Operación de entrada de datos:
Haga doble clic en el punto límite "1" para introducir su posición en el cuadro de diálogo de edición. Haga doble clic en el punto de dirección "d" para introducir su valor de coordenadas. Seleccione el tipo de exploración ("lineal" o "variable"), introduzca el tamaño del paso y defina el tipo de toque ("vectorial", "superficie" o "arista").
Haga doble clic en el "vector inicial" e introduzca el vector en el punto "1". Verifique el vector de sección. Después de introducir otras opciones, haga clic en "crear".
También puede tocar el primer punto de medición en la superficie de la pieza mediante el panel de control de la máquina de medición de coordenadas y, a continuación, tocar el punto de dirección. El programa DMIS para PC introducirá automáticamente el valor medido en el cuadro de diálogo y calculará el vector inicial.
Tras seleccionar el modo de control de escaneado, el tipo de punto de medición y otras opciones, haga clic en "crear".
(2) Escaneado de línea cerrada con modelo CAD:
Si la pieza medida tiene un modelo CAD, confirme la "exploración de línea cerrada" antes de la medición. En primer lugar, haga clic en el punto inicial de la superficie para generar el símbolo "1" en el modelo CAD (al hacer clic, la superficie y los puntos límite se resaltan para ayudar a seleccionar la superficie correcta). A continuación, haga clic en el punto de dirección de escaneado.
PC DMIS proporcionará las coordenadas y vectores correspondientes de los puntos seleccionados en el cuadro de diálogo. Tras seleccionar el método de control de barrido, el tamaño del paso y otras opciones, haga clic en "crear".
3. Escaneo de parches
El modo de escaneado de parches le permite escanear un área, en lugar de una sola línea de escaneado.
Este método de escaneado requiere al menos cuatro informaciones de puntos límite, incluidos el punto de inicio, el punto de dirección, la longitud de escaneado y la anchura de escaneado.
El PC DMIS puede calcular el parche triangular basándose en los puntos límite 1, 2 y 3, definidos por la información básica o por defecto. La dirección de exploración viene determinada por el valor de coordenadas del punto D.
Si añade un cuarto o quinto punto límite, el parche puede tener forma cuadrada o pentagonal.
Cuando utilice el método de escaneado de parches, asegúrese de seleccionar "Escaneado de líneas cerradas" en la casilla de verificación para escanear elementos cerrados como cilindros, conos, ranuras, etc. A continuación, introduzca el punto de inicio, el punto final y el punto de dirección.
La posición del punto final representa la distancia hacia arriba o hacia abajo recorrida durante la exploración del elemento medido.
El vector del plano de sección puede definirse mediante el punto inicial, el punto de dirección y el vector inicial (que suele ser paralelo al elemento medido).
Se presentan tres métodos para definir la exploración de parches, utilizando como ejemplo la creación de parches cuadriláteros:
(1) Introducción de valores de coordenadas:
- Haga doble clic en el punto límite "1" e introduzca los valores de las coordenadas X, Y y Z del punto inicial.
- Haga doble clic en el punto de dirección de barrido "d" e introduzca el valor de coordenada del punto de dirección de barrido.
- Haga doble clic en el punto límite "2" e introduzca la anchura de exploración para definir la primera dirección.
- Haga doble clic en el punto límite "3" e introduzca la anchura de exploración para definir la segunda dirección.
- Haga clic en "3" y pulse el botón "Añadir" para mostrar el cuarto punto límite en el cuadro de diálogo.
- Haga doble clic en el punto límite "4" e introduzca el valor de coordenadas del punto final.
- Una vez definidos el tamaño de paso y el tamaño de paso máximo necesarios para el escaneado, haga clic en "Crear".
(2) Modo de prueba táctil:
- Seleccione el modo "Exploración de parches" y toque el primer punto en el punto inicial deseado con el palpador de la máquina de medición de coordenadas.
- El valor de coordenadas de este punto se mostrará en la opción "#1" del cuadro de diálogo "Punto límite".
- Toque el segundo punto, que representa el punto final de la primera dirección de exploración, y su valor de coordenadas se mostrará en el elemento "d" del cuadro de diálogo.
- Toque el tercer punto, que representa la anchura del parche escaneado, y su valor de coordenadas se mostrará en el elemento "#3" del cuadro de diálogo.
- Haga clic en "3" y seleccione "Añadir" para añadir el cuarto punto a la lista.
- Toca el punto final y se cerrará el cuadro de diálogo.
- Por último, defina la distancia entre líneas de exploración y la longitud del paso en ambas direcciones.
- Tras seleccionar el tipo de toque de escaneado y las opciones necesarias, haga clic en "Crear".
(3) Modo de modelo de superficie CAD:
- Este método de escaneado sólo es aplicable a piezas con un modelo de superficie CAD.
- Seleccione el modo "Escaneado de parches" y haga clic con el botón izquierdo del ratón en la superficie de trabajo CAD.
- Resalte "1" en el cuadro de diálogo "Punto límite" y haga clic con el botón izquierdo del ratón en el punto de inicio del escaneado en la superficie.
- Resalte "d" y haga clic en la superficie para definir el punto de dirección.
- Haga clic en la superficie para definir la anchura de exploración (#2).
- Haga clic en la superficie para definir la anchura de la exploración (#3).
- Haga clic en "3", seleccione "Añadir", añada el punto adicional "4", resalte "4", haga clic para definir el punto final de exploración y cierre el cuadro de diálogo.
- Tras definir los pasos en ambas direcciones y seleccionar las opciones necesarias, haga clic en "Crear".
4. Sección Scan
El modo Escaneado de secciones sólo es aplicable a piezas con un modelo de superficie CAD.
Permite escanear una sección específica de la pieza.
La sección escaneada puede estar a lo largo de la dirección del eje X, Y o Z o en un ángulo específico con el eje de coordenadas.
Se pueden realizar exploraciones de múltiples secciones definiendo el tamaño del paso.
Puede establecer el punto límite de la exploración de sección en el cuadro de diálogo.
Pulsando el botón de conversión "Cortar CAD", puede localizar cualquier orificio en el modelo de superficie CAD y definir su línea límite del mismo modo que en la exploración de líneas abiertas.
El programa DMIS para PC ajustará automáticamente la trayectoria de escaneado para evitar cualquier agujero en el modelo de superficie CAD.
Para cortar el modelo de superficie CAD por la superficie definida por el usuario, siga estos pasos:
- Introduzca la opción "Punto límite".
- Entre en la casilla "Selección de elementos CAD".
- Selecciona la superficie.
- Seleccione la opción "Cortar CAD" sin desmarcar la casilla "Selección de elementos CAD".
En este punto, el programa PC DMIS cortará la superficie seleccionada para encontrar cualquier agujero.
Si no hay agujeros definidos en el modelo de superficie CAD, no es necesario seleccionar la opción "Cortar CAD". En este caso, PC DMIS escaneará según los puntos límite de inicio y fin definidos.
Para gráficos CAD complejos con múltiples superficies, las diferentes superficies pueden seccionarse en grupos. El número de grupos está restringido a los modelos de superficie CAD locales.
5. Escaneo perimetral
El método de exploración perimetral sólo es aplicable a piezas con un modelo de superficie CAD.
Este modo de escaneado utiliza el modelo matemático CAD para calcular la trayectoria de escaneado, que se desplaza del límite o contorno exterior una distancia seleccionada por el usuario.
Para crear una exploración de límites, siga estos pasos:
- En primer lugar, seleccione la opción "Exploración de límites".
- Si se trata de una exploración de límites internos, seleccione "Exploración de límites internos" en el cuadro de diálogo.
- Al seleccionar una superficie de trabajo, inicie la casilla "Seleccionar", resalte cada superficie seleccionada y salga de la casilla después de seleccionar todas las superficies deseadas.
- Haga clic en la superficie para determinar el punto de inicio de la exploración.
- Haga clic en la misma superficie para determinar el punto de dirección de exploración.
- Haga clic en la superficie para determinar el punto final del escaneado. Si no se indica ningún punto final, se utilizará el punto de inicio como punto final.
- Introduzca los valores correspondientes en el cuadro de edición "Estructura de exploración" (incluidos "Valor añadido", "Tolerancia CAD", etc.).
- Seleccione la opción "Calcular límite" para calcular el límite de exploración.
- Tras confirmar que el valor de desviación es correcto, pulse el botón "Generar punto de medición". El programa DMIS para PC calculará automáticamente el valor teórico de la exploración.
- Haga clic en "Crear".
6. Puntos de aplicación
(1) Para mejorar la precisión de la adquisición de datos y la eficacia de la medición, es importante elegir el modo de medición por escaneado adecuado en función de las características específicas y los requisitos de modelado de la pieza que se va a medir.
(2) El sujeción La posición de la pieza debe planificarse cuidadosamente para facilitar el proceso de medición y el movimiento de la sonda. Para garantizar la precisión del modelado, intente disponer la sonda de modo que complete las mediciones de exploración de todos los objetos a la vez al sujetar la pieza de trabajo.
(3) La selección de los puntos de medición de escaneado debe incluir los puntos clave de la información geométrica del contorno de la pieza y los puntos de medición deben añadirse adecuadamente en las piezas con cambios de curvatura significativos.
8. 8. Gestión de datos
1. Conversión de datos
Tareas y requisitos para la conversión de datos:
(1) Convierta el formato de los datos de medición al formato IGES reconocido por el software CAD y guárdelo con un nombre de producto o un nombre especificado por el usuario después de combinarlo.
(2) Los datos con diferentes productos, diferentes atributos y diferente posicionamiento que sean propensos a confusión deben almacenarse en archivos separados y deben organizarse y separarse en archivos IGES.
La conversión de datos la realiza el Sistema de Procesamiento de Datos de Medición de Coordenadas.
Para conocer el método de funcionamiento, consulte el manual de usuario del software.
2. Reubicación e integración
Antecedentes de la aplicación
Durante el proceso de topografía y cartografía de productos, a menudo no es posible medir los datos geométricos del producto en el mismo sistema de coordenadas por diversas razones.
La primera razón es que el tamaño del producto supera el recorrido de la máquina de medición.
La segunda razón es que la sonda de medición no puede alcanzar el lado opuesto del producto.
La tercera razón es que faltan datos después de retirar la pieza y hay que volver a medirla.
En estos casos, es necesario medir cada parte del producto en diferentes estados de posicionamiento (es decir, en diferentes sistemas de coordenadas), lo que se conoce como medición de la reubicación del producto.
En el modelado, los datos de diferentes sistemas de coordenadas en diferentes estados de posicionamiento deben transformarse en el mismo sistema de coordenadas, lo que se denomina Integración de Datos de Reubicación.
En el caso de modelos complejos o de gran tamaño, a menudo es necesario realizar varias mediciones de posicionamiento en el proceso de medición.
Los datos de medición finales deben reubicarse e integrarse varias veces según una ruta de conversión específica, para convertir los datos medidos en cada posicionamiento en datos de medición bajo un punto de referencia de posicionamiento común.
Principio de integración de la reubicación
Existe una discrepancia entre los datos de medición después de mover (reubicar) la pieza de trabajo y los datos de medición anteriores al movimiento.
Para integrar los datos de medición reubicados en los datos anteriores al movimiento, debe establecerse una forma que pueda medirse tanto antes como después de la reubicación en la pieza de trabajo (denominada punto de referencia de reubicación). Siempre que los resultados de medición de la forma después de la reubicación coincidan con los resultados de medición antes de la reubicación mediante una serie de transformaciones, los datos de medición reubicados podrán integrarse en los datos anteriores al movimiento.
El parámetro de reubicación sirve de eslabón en la integración de los datos reubicados.
Control PID significa control proporcional, integral y diferencial.
Parámetro P:
El proceso de respuesta del sistema al error de posición puede determinarse analizando la relación entre la estabilidad, la rigidez y el error de posicionamiento del sistema.
Un valor más bajo indica un sistema más estable con menor oscilación, pero con menor rigidez y mayor error de posicionamiento.
Por otro lado, un valor más alto da como resultado una mayor rigidez y un menor error de posicionamiento, pero el sistema puede experimentar oscilaciones.
Parámetro I:
El control del error de posicionamiento estático causado por la fricción y la carga viene determinado por la relación entre el valor de control y el tiempo de llegada a la posición teórica.
Un valor más bajo implica un tiempo de llegada más largo.
Un valor más alto aumenta la probabilidad de oscilación en la posición teórica.
Parámetro D:
El parámetro proporciona estabilidad y amortiguación al sistema evitando un cambio excesivo del error.
Un valor más bajo se traduce en una respuesta más rápida del sistema al error de posición.
Un valor más alto provoca una respuesta más lenta del sistema.
9. 9. Mantenimiento diario
Para evitar el "síndrome de vacaciones" es necesario cambiar el modo de gestión de la MMC.
La MMC está formada por componentes complejos, incluidas piezas mecánicas, piezas de control eléctrico y sistemas informáticos.
Es importante realizar un mantenimiento adecuado de la MMC mientras se utiliza para medir piezas de trabajo, con el fin de prolongar su vida útil.
A continuación se explica el mantenimiento básico de la MMC desde tres perspectivas.
Piezas mecánicas
Existen varios tipos de componentes mecánicos en una Máquina de Medir por Coordenadas (MMC). Para garantizar un funcionamiento correcto, es importante realizar un mantenimiento diario tanto de los componentes del sistema de transmisión como del sistema del circuito de aire.
La frecuencia del mantenimiento debe determinarse en función del entorno operativo de la MMC. En salas de medición de precisión con condiciones óptimas, se recomienda un mantenimiento regular cada tres meses. Sin embargo, en entornos con altos niveles de polvo o en los que la temperatura y la humedad no cumplan los requisitos para un funcionamiento correcto, el mantenimiento debería realizarse mensualmente.
Para el mantenimiento regular de las máquinas de medición, es necesario conocer los factores que afectan a las máquinas de medición:
Influencia del aire comprimido en la máquina de medición
Para elegir un compresor de aire adecuado, es aconsejable incorporar un depósito de aire adicional. Esto aumentará la longevidad y la estabilidad de la presión del compresor de aire.
Es importante que la presión inicial del compresor de aire sea superior a la presión de funcionamiento requerida.
Al poner en marcha el equipo, se recomienda activar primero el compresor de aire y, a continuación, conectar la alimentación eléctrica.
Influencia del aceite y el agua en la máquina de medición
El aire comprimido es crucial para el buen funcionamiento de una máquina de medición, por lo que es esencial mantener adecuadamente el circuito de aire.
Las siguientes tareas deben realizarse con regularidad:
- Antes de utilizar la máquina de medición cada día, inspeccione las tuberías y los filtros y vacíe el agua y el aceite del filtro y del compresor/depósito de aire.
- Limpie los elementos filtrantes del filtro y del prefiltro acoplados al menos cada tres meses.
- Acorte el intervalo si la calidad del aire es mala. Con el tiempo, la contaminación por aceite puede obstruir los elementos filtrantes, reduciendo la presión de aire de funcionamiento real de la máquina de medición y comprometiendo su funcionamiento normal.
- Es necesario limpiar periódicamente los elementos filtrantes.
- La limpieza diaria del raíl guía para eliminar las manchas de aceite y el polvo ayudará a mantener el raíl guía de flotación neumática en buenas condiciones de funcionamiento.
Para proteger el raíl guía de la máquina de medición, se deben formar buenos hábitos de trabajo
Para garantizar la seguridad del carril guía, coloque debajo un paño o un acolchado de goma.
Después del trabajo o la finalización de las piezas, asegúrese de limpiar el riel guía.
Durante el uso de la máquina de medición, procure mantener una temperatura ambiente constante en la sala de medición, al igual que durante la calibración.
Tenga en cuenta que los equipos eléctricos, los ordenadores y el personal generan calor. Durante la instalación, coloque los equipos eléctricos, ordenadores, etc. a una distancia suficiente de la máquina de medición.
Gestione estrictamente la sala de medición y reduzca al mínimo la presencia de personal adicional.
La gestión del entorno operativo de las máquinas de medición de alta precisión debe ser especialmente estricta.
Influencia de la dirección del viento del aire acondicionado en la temperatura de la máquina de medición
Para la climatización de la sala de medición, lo mejor es elegir un climatizador de frecuencia variable.
El aire acondicionado de frecuencia variable tiene una excelente capacidad de ahorro de energía y, lo que es más importante, una gran capacidad de control de la temperatura. A capacidad normal, puede regular la temperatura con una precisión de ±1 ℃.
Tenga en cuenta que el aire del aparato de aire acondicionado puede no estar a 20 ℃, y no debe dirigirse directamente a la máquina de medición. Para evitarlo, la dirección del viento puede redirigirse hacia una pared o un lateral, lo que provocaría una gran diferencia de temperatura en la sala.
El aire acondicionado debe instalarse de forma planificada, soplando aire hacia la zona principal de la habitación. La dirección del viento debe ser ascendente para crear un ciclo amplio (no hacia la máquina de medición) y equilibrar al máximo la temperatura interior.
Si es factible, se puede instalar un conducto de aire que lleve el aire a la parte superior de la sala a través de placas de orificio de doble capa, con la salida del aire de retorno en la parte inferior de la sala. Esto creará un flujo de aire irregular y hará que el control de la temperatura en la sala de medición sea más eficaz.
Influencia del tiempo de conexión del aire acondicionado en la temperatura de la sala de máquinas
Debes activar el sistema de aire acondicionado de tu lugar de trabajo cada mañana y apagarlo al final de la jornada.
Una vez que la temperatura de la sala de espera se haya estabilizado durante aproximadamente cuatro horas, la precisión de la máquina de medición también se estabilizará.
Sin embargo, este procedimiento de funcionamiento dificulta considerablemente la eficacia de la máquina de medición, por lo que resulta difícil garantizar la precisión tanto en invierno como en verano.
Esto también tendrá un efecto sustancial en la estabilidad normal de la máquina de medición.
Influencia de la estructura de la sala de máquinas en su temperatura
Para mantener una temperatura constante en la sala de máquinas de medición, deben aplicarse medidas de aislamiento térmico.
En caso de que haya ventanas, deben instalarse ventanas de doble acristalamiento y evitar la luz solar directa.
El uso de una sala de transición ayudará a reducir la pérdida de temperatura.
El sistema de aire acondicionado de la sala de máquinas debe tener una capacidad comparable a la de la sala circundante.
Si la sala de máquinas es demasiado grande o demasiado pequeña, presentará dificultades para controlar la temperatura.
En zonas con alta humedad en el Sur o durante el verano o la estación lluviosa en el Norte, la parada repentina del aire acondicionado de refrigeración puede provocar una rápida condensación del vapor de agua del aire en las piezas de baja temperatura y los raíles guía de la máquina de medición, provocando una grave corrosión de los flotadores de aire y de algunas piezas de la máquina, afectando a su vida útil.
La humedad excesiva también puede provocar corrosión o cortocircuitos en las placas de circuitos de ordenadores y sistemas de control.
Una humedad baja puede afectar gravemente a la absorción de agua del granito y provocar deformaciones.
El polvo y la electricidad estática pueden dañar el sistema de control.
Por lo tanto, la humedad en la sala de máquinas debe controlarse dentro de 60% ± 5%.
Un sellado deficiente y una elevada humedad del aire en la sala de máquinas de medición son las principales causas de la elevada humedad.
En zonas con mucha humedad, la sala de máquinas debe estar mejor sellada y, si es necesario, hay que añadir deshumidificadores.
Para solucionarlo, hay que cambiar el modo de gestión de "limpieza antes de las vacaciones" a "limpieza durante el trabajo", y encender el aire acondicionado y el deshumidificador para eliminar la humedad.
La limpieza periódica del polvo en el ordenador y el sistema de control reducirá o evitará posibles problemas.
El uso de piezas estándar para la inspección de máquinas es eficaz, pero relativamente engorroso y sólo puede realizarse periódicamente.
Un método más cómodo consiste en utilizar una pieza representativa, compilar un programa de medición automático y realizar varias mediciones tras verificar la precisión de la máquina.
Los resultados pueden calcularse con arreglo a leyes estadísticas, y puede registrarse un valor razonable y un intervalo de tolerancia.
El operario puede comprobar con frecuencia esta pieza para determinar la precisión de la máquina.
Ajuste del equilibrio del eje Z
El equilibrio del eje Z de la máquina de medición se divide en peso y equilibrio neumático, que ayuda a equilibrar el peso del eje Z y garantiza su funcionamiento estable.
Si el presostato de equilibrado de aire se dispara accidentalmente, el eje Z se desequilibrará.
Para resolver este problema, sigue estos pasos:
- Gire la base de medición 90 grados para evitar que el cabezal de medición entre en contacto durante el funcionamiento.
- Accione el interruptor de "parada de emergencia".
- Una persona debe sujetar físicamente el eje Z y moverlo arriba y abajo para evaluar su equilibrio.
- Otra persona debe ajustar la presión del aire válvula compensadorahaciendo pequeños ajustes cada vez.
Dos personas pueden trabajar juntas para ajustar el equilibrio del eje Z hasta que se sienta equilibrado al moverse hacia arriba y hacia abajo.
El interruptor de fin de carrera sirve para proteger la máquina y establecer su posición inicial.
Normalmente, el interruptor de fin de carrera es un interruptor de contacto o un interruptor fotoeléctrico.
El interruptor de contacto es propenso a cambiar de posición al empujar manualmente el eje, lo que provoca un contacto deficiente.
Para garantizar un buen contacto, la posición del interruptor puede ajustarse adecuadamente.
Cuando se utiliza un interruptor fotoeléctrico, es importante comprobar que la posición del inserto es normal y eliminar regularmente el polvo para mantener su correcto funcionamiento.
10. Utilización y precauciones de seguridad de la MMC
Sólo las personas que hayan recibido formación y obtenido la certificación operativa están autorizadas a utilizar la MMC.
Antes de poner en marcha la máquina cada día, el armario de control sólo puede abrirse una vez que la presión de suministro de aire cumpla el requisito: la presión de suministro de aire debe ser ≥ 0,65 MPa, y la presión de aire de la máquina debe ser ≥ 0,4 MPa.
Si la altura de la mezcla de agua y aceite en el vaso de almacenamiento de agua del triplete supera los 5 mm, el agua debe drenarse manualmente.
Si la presión de suministro de aire de la máquina es normal, pero la presión en el triplete no puede ajustarse al valor normal, es necesario sustituir el elemento filtrante.
El entorno operativo de la MMC debe tener una temperatura de 20 ± 2°C y una humedad relativa de 40-75%.
La fuente de alimentación regulada debe tener una tensión de salida de 220 ± 10V.
No deben colocarse objetos en el carril guía de la máquina.
No toque con las manos la superficie de trabajo del carril guía.
Antes de poner en marcha la máquina cada día, limpie la superficie del carril guía de tres ejes con un paño de algodón puro de alto tejido humedecido en alcohol anhidro, y la máquina sólo podrá funcionar una vez que la superficie del carril guía esté seca.
No debe utilizarse alcohol para limpiar la superficie pintada ni la regla de rejilla.
La secuencia de arranque es la siguiente:
- Encienda la caja de alimentación
- Encienda la fuente de aire total
- Encienda el secador en frío
- Encienda la válvula de aire
- Conectar la alimentación del armario eléctrico
- Encienda el controlador del pedestal
- Encienda el motor cuando la luz de la caja de operaciones esté encendida (la tecla de parada de emergencia debe estar liberada).
- Una vez finalizada la autoinspección del sistema, inicie el software de medición, ponga a cero los tres ejes (vuelva a casa) y entre en el estado de trabajo normal tras la finalización automática.
La máquina debe volver al punto cero después de cada puesta en marcha.
Antes de volver al punto cero, desplace la sonda a una posición segura para asegurarse de que no hay obstáculos durante el reajuste de la sonda y el movimiento ascendente en el eje Z.
Cuando sustituya la sonda, utilice las herramientas especiales suministradas con la máquina y calibre la nueva sonda:
- Inicie el software antes de abrir el software de medición (método recomendado)
- Si el software de medición está encendido, pulse el interruptor de llave de parada de emergencia en la caja de operaciones y enciéndalo después de la sustitución.
Si aparece un cuadro de diálogo de mensaje de error de sonda, ciérrelo (o introduzca 100.0.0.1 en la columna de entrada de la dirección web para ver el historial y el mensaje de error). Este mensaje se borrará automáticamente durante el siguiente arranque.
Durante el funcionamiento manual, pulse la tecla lenta al acercarse al punto de muestreo.
Al girar la sonda, calibrarla, cambiarla automáticamente o realizar cualquier otra operación, asegúrese de que no hay obstáculos en la trayectoria de movimiento de la sonda.
Cuando el programa no esté en uso o no esté programado, ajuste la velocidad en la caja de control a 0.
Durante la primera operación del programa, reduzca la velocidad a 10-30% y controle si la pista de operación cumple los requisitos.
Al manipular y colocar las piezas, coloque primero la sonda en una posición segura y asegúrese de que las piezas no colisionan con la mesa de trabajo, especialmente con la superficie del carril guía de la máquina.
La secuencia de apagado es la siguiente:
- Mueva el eje Z a la izquierda, delante y arriba de la máquina y gire el ángulo de la sonda a A0B0.
- Limpie la superficie de trabajo.
- Apague el controlador del pedestal, la fuente de alimentación del armario de control, la válvula de aire, el secador, la fuente de aire principal y la caja de alimentación en ese orden.
Las bolas estándar de acero que no se utilicen durante un periodo de tiempo prolongado deben sellarse con aceite para evitar que se oxiden.
Al fijar una pieza con una incrustación en la superficie de trabajo de granito, el par de apriete no debe superar los 20 Nm.
Si se detecta cualquier condición anormal (excluyendo los mensajes de error relacionados con la sustitución de la sonda), registre la información de error mostrada por el software, póngase en contacto con el departamento de servicio técnico de Hexcon vía fax o teléfono, y no realice la inspección o el mantenimiento sin orientación y permiso.
No instale en el ordenador ningún software que no esté relacionado con las tres coordenadas para garantizar el funcionamiento fiable del sistema.
El aire acondicionado debe dejarse en funcionamiento las 24 horas del día, y su mantenimiento debe realizarse en otoño para garantizar el funcionamiento normal de las tres coordenadas.
Preguntas frecuentes sobre la máquina MMC
¿Qué es la MMC?
La máquina de medición por tres coordenadas es un sistema de medición que determina las coordenadas tridimensionales de los puntos de la superficie de una pieza mediante el movimiento relativo del sistema de palpado y la pieza.
También se conoce como máquina de medición de coordenadas (MMC) o instrumento de medición de tres coordenadas.
¿Tiene la temperatura una gran influencia en los resultados de medición de la MMC?
La MMC es un sistema de medición complejo que combina luz, maquinaria, electricidad, ordenador y tecnología de control, lo que significa que hay muchos factores que pueden afectar a la incertidumbre de los resultados de medición.
Sin embargo, para los sistemas de coordenadas medianos y pequeños, el principal factor que afecta a la incertidumbre de los resultados de medición es la desviación de la temperatura de medición estándar (20 °C) de la temperatura ambiente. Para obtener resultados precisos en la medición de coordenadas, la temperatura ambiente debe controlarse estrictamente dentro del intervalo especificado en las instrucciones de la máquina de coordenadas.
¿Qué elementos de la MMC deben calibrarse y cuál es el intervalo de recalibración?
La norma de calibración actual para tres coordenadas es la especificación de calibración JJF1064-2000 para máquinas de medición de coordenadas, que especifica que los elementos de calibración son el error de indicación de medición de longitud y el error de detección.
Se recomienda calibrar una vez al año.
¿Cuándo necesita la MMC calibrar 21 errores?
El error de 21 puntos es la base de la precisión de la MMC, y su calibración es compleja.
Aunque no se especifique en la norma, la calibración del error de 21 puntos es necesaria en las siguientes circunstancias: al aceptar una máquina nueva, cuando el resultado de la calibración del error de medición de la longitud queda fuera del intervalo de tolerancia, después de trasladar la máquina de coordenadas y después de reparar la máquina de coordenadas.