Explorar la versatilidad de las máquinas CNC: Tipos y aplicaciones
¿Se ha preguntado alguna vez cómo las máquinas CNC dan forma a nuestro mundo? Estas versátiles herramientas revolucionan la fabricación, encargándose de tareas que van desde el simple taladrado hasta el complejo fresado. En este artículo, exploraremos los distintos tipos de máquinas CNC, sus aplicaciones únicas y la tecnología que las impulsa. Al final, comprenderá cómo las máquinas CNC mejoran la precisión y la eficacia de la producción moderna.
Hoy en día existen muchos tipos de máquinas herramienta CNC, cada una con estructuras y funciones diferentes. En general, pueden clasificarse según los siguientes métodos:
1. Clasificación basada en la trayectoria de movimiento de la máquina herramienta
En función de las diferentes trayectorias de movimiento de la máquina herramienta, puede dividirse en control punto a punto Máquina CNC herramientas, máquinas herramienta CNC de control lineal y máquinas herramienta CNC de control de contornos.
El control punto a punto (también conocido como control de posicionamiento o control de puntos) se refiere al desplazamiento de la herramienta de una posición a otra sin requisitos estrictos para la trayectoria intermedia, siempre que la herramienta alcance la posición objetivo con precisión.
La característica de las máquinas herramienta de control punto a punto es que sólo controlan el posicionamiento preciso de las piezas móviles de una posición a otra, sin realizar ningún procesamiento durante su movimiento y posicionamiento.
Para minimizar el tiempo de movimiento y posicionamiento de las piezas móviles, el movimiento entre dos puntos relacionados se realiza primero a una velocidad rápida hasta acercarse a la nueva posición, y luego se desacelera continuamente o se desacelera gradualmente para acercarse lentamente al punto de posicionamiento, garantizando su precisión de posicionamiento.
El diagrama esquemático del procesamiento de control punto a punto se muestra en la Figura 1-3.
Este tipo de máquina herramienta incluye principalmente mandrinadoras por coordenadas CNC, taladradoras CNC, soldadoras por puntos CNC y Plegado CNC máquinas. El dispositivo CNC correspondiente se denomina dispositivo CNC de control punto a punto.
(2) Máquinas herramienta CNC de control lineal
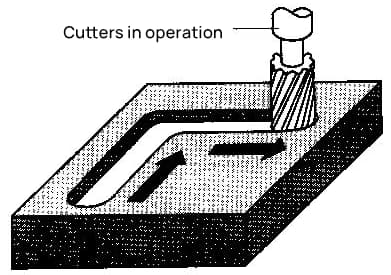
El control lineal (también conocido como control de corte paralelo) no sólo controla la posición exacta (distancia) de dos puntos relacionados, sino que también garantiza que la trayectoria entre ellos sea una línea recta, y controla la velocidad de movimiento porque este tipo de máquina herramienta realiza el procesamiento de corte durante el movimiento entre dos puntos.
La característica de las máquinas herramienta CNC de control lineal es que controlan no sólo las posiciones precisas de la herramienta con respecto a la pieza, sino también la velocidad y la trayectoria del movimiento entre dos puntos relacionados, cuya trayectoria se compone generalmente de segmentos de línea recta paralelos a cada eje.
La diferencia entre las máquinas herramienta CNC de control lineal y las de control punto a punto es que cuando las piezas móviles de la máquina se mueven, pueden realizar el procesamiento de corte a lo largo de la dirección de un eje de coordenadas, y tienen más funciones auxiliares que las máquinas herramienta CNC de control punto a punto.
El diagrama esquemático del procesamiento de control lineal se muestra en la Figura 1-4.
Figura 1-3: Diagrama esquemático del procesamiento de control punto a punto.
Fig. 1-4 Diagrama esquemático del procesamiento de control lineal
Este tipo de máquina herramienta incluye principalmente tornos de coordenadas CNC, rectificadoras CNC y mandrinadoras y fresadoras CNC. El dispositivo CNC correspondiente se denomina dispositivo CNC de control lineal.
(3) Máquinas herramienta CNC de control de contornos
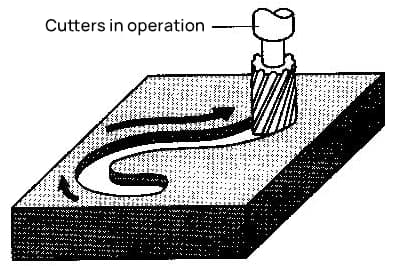
El control de contorno, también conocido como control continuo, es una función que tienen la mayoría de las máquinas herramienta CNC. La característica de las máquinas herramienta CNC de control de contorno es que pueden controlar simultáneamente dos o más ejes con capacidad de interpolación.
No sólo controlan la posición y la velocidad de movimiento de la herramienta en cada punto durante el procesamiento, sino que también pueden procesar cualquier forma de curva o superficie.
En la Figura 1-5 se muestra el diagrama esquemático del procesamiento del control de contornos.
Los tornos de coordenadas CNC, las fresadoras CNC, los centros de mecanizado, etc., pertenecen a las máquinas herramienta de control de contornos. El dispositivo CNC correspondiente se denomina dispositivo de control de contornos. Los dispositivos de control de contornos tienen una estructura mucho más compleja y una funcionalidad más completa que los dispositivos de control punto a punto y lineales.
2. Clasificación en función del tipo de servosistema
Según los distintos tipos de servosistemas, las máquinas herramienta CNC pueden dividirse en máquinas herramienta CNC de control de bucle abierto, máquinas herramienta CNC de control de bucle cerrado y máquinas herramienta CNC de control de bucle semicerrado.
Figura 1-5: Diagrama esquemático del tratamiento del control de contornos.
(1) Máquinas herramienta CNC de control abierto
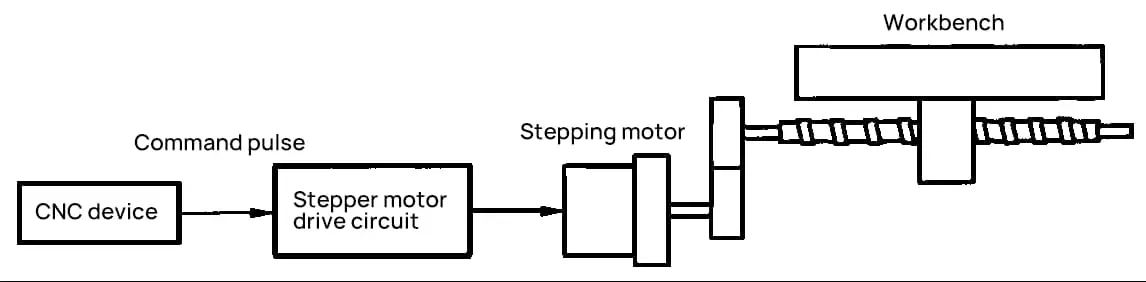
Las máquinas herramienta CNC de control en bucle abierto no suelen disponer de elementos de detección de posición, y los componentes del servoaccionamiento suelen ser motores paso a paso.
Después de que el dispositivo CNC envíe un impulso de avance, el impulso se amplifica y acciona el motor paso a paso para girar un ángulo fijo y, a continuación, se acciona la mesa de trabajo para que se mueva mediante transmisión mecánica.
El servosistema de bucle abierto se muestra en la Figura 1-6. Este tipo de sistema no tiene valores de realimentación del objeto controlado, y su precisión depende totalmente de la precisión del tamaño de paso del motor paso a paso y de la precisión de la transmisión mecánica.
Su circuito de control es sencillo, fácil de ajustar y tiene una precisión baja (generalmente de hasta 0,02 mm), por lo que suele aplicarse a máquinas herramienta CNC pequeñas o económicas.
Figura 1-6: Servosistema de bucle abierto.
(2) Máquinas herramienta CNC de bucle cerrado
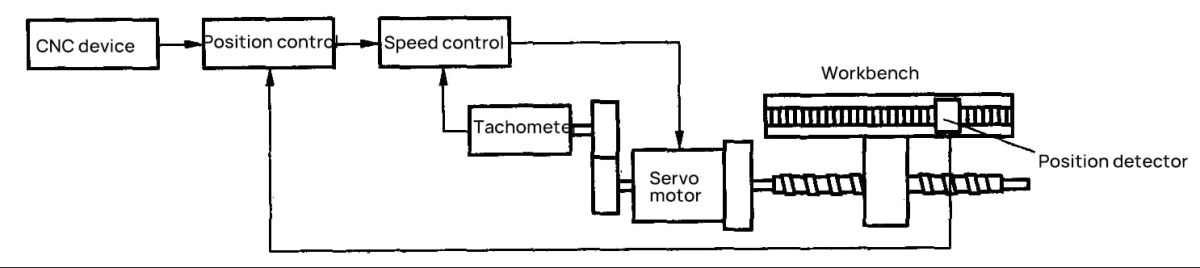
Las máquinas herramienta CNC de control en bucle cerrado suelen tener elementos de detección de posición que pueden detectar el desplazamiento real de la mesa de trabajo en cualquier momento y devolverlo al dispositivo CNC. Tras compararlo con el valor de la instrucción establecida, el servomotor se controla utilizando la diferencia hasta que ésta es cero.
Este tipo de máquina herramienta utiliza generalmente servomotores de corriente continua o alterna para su accionamiento. Los elementos de detección de posición utilizados habitualmente son rejillas lineales, rejillas magnéticas, sensores de sincronismo, etc. El servosistema de bucle cerrado se muestra en la Figura 1-7.
Del principio de funcionamiento del servosistema de bucle cerrado se desprende que la precisión del sistema depende principalmente de la precisión del dispositivo de detección de posición. En teoría, puede eliminar por completo el impacto de los errores en los componentes de transmisión en el procesamiento de la pieza de trabajo.
Por lo tanto, este sistema puede lograr una alta precisión de procesamiento. El diseño y el ajuste del servosistema de bucle cerrado tienen una gran dificultad, y el precio de los elementos de detección de desplazamiento lineal es relativamente caro, utilizado principalmente en algunas máquinas de mandrinado y fresado de alta precisión, tornos de ultra precisión y centros de mecanizado.
(3) Máquinas herramienta CNC de control de bucle semicerrado
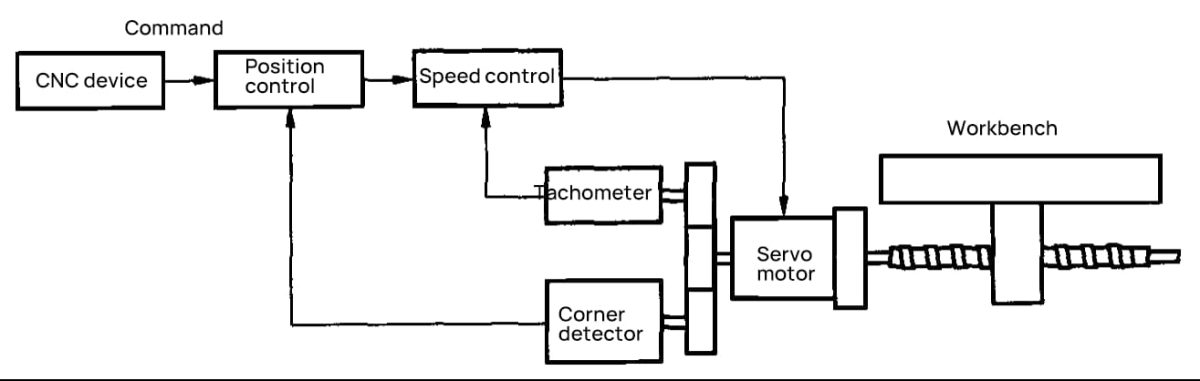
Las máquinas herramienta CNC de control de bucle semicerrado suelen instalar los elementos de detección de posición en el eje del servomotor o en el extremo del husillo de bolas, pero no realimentan directamente el desplazamiento de la máquina herramienta.
En su lugar, detectan el ángulo de rotación del servosistema y devuelven esta señal al dispositivo CNC para la comparación de instrucciones, utilizando la diferencia para controlar el servomotor. El servosistema de bucle semicerrado se muestra en la Figura 1-8.
Figura 1-7: Servosistema de bucle cerrado.
Figura 1-8 Servosistema de bucle semicerrado
Dado que la señal de realimentación del servosistema de bucle semicerrado se toma de la rotación del eje del motor, el dispositivo de transmisión mecánica del sistema queda fuera del bucle de realimentación, y su rigidez, intermitencia y otros factores no lineales no afectan a la estabilidad del sistema, lo que facilita su depuración.
Del mismo modo, la precisión de posicionamiento de la máquina herramienta depende principalmente de la precisión del dispositivo de transmisión mecánica.
Sin embargo, los dispositivos CNC modernos disponen de funciones de compensación de errores de plomo y de compensación intermitente, por lo que no es necesario aumentar mucho la precisión de los distintos componentes del dispositivo de transmisión.
La precisión puede mejorarse hasta un nivel aceptable para la mayoría de los usuarios mediante compensación. Además, los dispositivos de detección de desplazamiento lineal son mucho más caros que los de detección de desplazamiento angular.
Por lo tanto, excepto en el caso de las máquinas herramienta de gran tamaño que requieren una precisión de posicionamiento muy alta o tienen requisitos especiales de recorrido largo y no pueden utilizar husillos de bolas, la gran mayoría de las máquinas herramienta CNC utilizan servosistemas de bucle semicerrado.
3. Clasificación por finalidad del proceso
De acuerdo con los diferentes propósitos del proceso, las máquinas herramienta CNC pueden dividirse en corte de metales Máquinas herramienta CNC, máquinas herramienta CNC para conformado de metales, máquinas herramienta CNC para procesos especiales y otros tipos de máquinas herramienta CNC.
(1) Máquinas herramienta CNC de corte de metales Las máquinas herramienta CNC de corte de metales incluyen tornos CNC, taladradoras CNC, fresadoras CNC, rectificadoras CNC, mandrinadoras CNC y centros de mecanizado.
Las máquinas herramienta de corte fueron las primeras en desarrollarse, y en la actualidad existen muchos tipos con diferencias funcionales significativas. Los centros de mecanizado pueden realizar cambios automáticos de herramienta.
Todas estas máquinas herramienta disponen de una biblioteca de herramientas que puede albergar entre 10 y 100 herramientas. Su característica es que se pueden completar múltiples procesos mediante sujeción la pieza una vez.
Para mejorar aún más la eficacia de la producción, algunos centros de mecanizado utilizan mesas de trabajo dobles, una para el procesamiento y otra para la carga y descarga, y la mesa de trabajo puede intercambiarse automáticamente.
(2) Conformado de metales Máquinas-herramienta CNC Las máquinas-herramienta CNC de conformado de metales incluyen las plegadoras CNC, las punzonadoras combinadas CNC y las prensas de cabezal giratorio CNC. Este tipo de máquina herramienta empezó más tarde, pero se ha desarrollado rápidamente.
(3) Máquinas herramienta CNC de procesamiento especial Las máquinas herramienta CNC de procesamiento especial incluyen máquinas herramienta de corte por hilo, máquinas CNC de descarga eléctrica, máquinas de oxicorte y máquinas herramienta CNC de corte por láser, etc.
(4) Otros tipos de máquinas herramienta CNC Otros tipos de máquinas herramienta CNC son las máquinas herramienta CNC de medición de tres coordenadas, etc.
Las máquinas herramienta CNC pueden clasificarse en tres grados: bajo, medio y alto, según los diferentes parámetros técnicos, indicadores funcionales y niveles de función de los componentes clave del sistema CNC.
En China, también se clasifican en máquinas herramienta CNC completas, máquinas herramienta CNC populares y máquinas herramienta CNC económicas.
Estos métodos de clasificación tienen límites relativos, y las normas de división difieren en las distintas épocas, principalmente en los siguientes aspectos.
(1) Grado de CPU del sistema de control
Los sistemas CNC de gama baja suelen utilizar CPU de 8 bits, mientras que los sistemas CNC de gama media y alta utilizan CPU de 16 o 64 bits. En la actualidad, algunos dispositivos CNC utilizan CPU de 64 bits.
(2) Resolución y velocidad de avance
La resolución es la unidad de desplazamiento más pequeña que puede detectar el dispositivo de detección de desplazamiento. Cuanto menor sea la resolución, mayor será la precisión de detección. Depende del tipo y la precisión de fabricación del dispositivo de detección.
Generalmente, una resolución de 10μm y una velocidad de avance de 8~10m/min se consideran máquinas herramienta CNC de grado bajo; una resolución de 1μm y una velocidad de avance de 10~20m/min se consideran máquinas herramienta CNC de grado medio; y una resolución de 0,1μm y una velocidad de avance de 15~20m/min se consideran máquinas herramienta CNC de grado alto.
Normalmente, la resolución debe ser un orden de magnitud superior a la precisión de mecanizado exigida por la máquina herramienta.
(3) Tipo de servosistema
Las máquinas herramienta CNC con sistemas de alimentación de bucle abierto o motor paso a paso suelen ser de baja calidad, mientras que las máquinas herramienta CNC de calidad media y alta utilizan servosistemas de CC o CA de bucle semicerrado o cerrado.
(4) Número del eje de enlace de coordenadas
El número de ejes de acoplamiento de coordenadas de las máquinas herramienta CNC también es un indicador utilizado habitualmente para distinguir el nivel de las máquinas herramienta.
Según el número de ejes coordinados controlados al mismo tiempo, pueden dividirse en acoplamiento de 2 ejes, acoplamiento de 3 ejes, acoplamiento de 2 ejes y acoplamiento de 3 ejes.5 ejes vinculación (en cualquier momento, sólo se pueden vincular dos ejes entre los tres ejes, y el otro eje es de control de puntos o líneas), vinculación de 4 ejes, vinculación de 5 ejes, etc.
El número de ejes coordinados de las máquinas herramienta CNC de gama baja no suele superar los 2 ejes, mientras que las máquinas herramienta CNC de gama media y alta tienen de 3 a 5 ejes coordinados.
(5) Función de comunicación
Los sistemas CNC de gama baja no suelen tener capacidad de comunicación, mientras que los sistemas CNC de gama media pueden tener interfaces RS-232C o de control numérico directo (DNC).
Los sistemas CNC de alta calidad también pueden disponer de interfaces de comunicación MAP (Manufacturing Automation Protocol) con capacidad de conexión en red.
(6) Función de visualización
Por lo general, los sistemas CNC de gama baja sólo disponen de sencillos visualizadores digitales de tubo o de visualizadores de caracteres CRT monocolor.
Los sistemas CNC de gama media disponen de pantallas CRT más completas, que no sólo muestran caracteres, sino que también tienen gráficos bidimensionales, diálogo hombre-máquina, estado y funciones de autodiagnóstico.
Los sistemas CNC de alta calidad también pueden disponer de visualización de gráficos tridimensionales, edición de gráficos y otras funciones.
5. Clasificación según la composición del dispositivo CNC
Las máquinas herramienta CNC pueden clasificarse en dos tipos: sistemas CNC de cableado rígido y sistemas CNC de cableado blando, según la composición del dispositivo CNC utilizado.
(1) Sistema CNC cableado
Los sistemas CNC fijos utilizan dispositivos CNC fijos. El procesamiento de entrada, el cálculo de interpolación y las funciones de control se realizan mediante circuitos lógicos de combinación fija dedicados.
Diferentes tipos de máquinas herramienta tienen diferentes circuitos lógicos combinados. Al cambiar o añadir funciones de control y operación, es necesario cambiar el circuito de hardware del dispositivo CNC.
Por lo tanto, este sistema tiene poca universalidad y flexibilidad, un ciclo de fabricación largo y un coste elevado. Antes de principios de la década de 1970, la mayoría de las máquinas herramienta CNC pertenecían a este tipo.
(2) Sistema CNC Soft-wired
Los sistemas CNC de cableado suave, también conocidos como sistemas de control numérico por ordenador (CNC), utilizan dispositivos CNC de cableado suave. El circuito de hardware de este tipo de dispositivo CNC está formado por ordenadores pequeños o microordenadores y circuitos integrados generales o especiales de gran escala.
Casi todas las funciones principales de la máquina herramienta CNC se implementan mediante el software del sistema, por lo que el software del sistema de los distintos tipos de máquinas herramienta CNC es diferente.
Para cambiar o añadir funciones al sistema no es necesario modificar el circuito de hardware, sino sólo el software del sistema.
Por lo tanto, este sistema tiene una mayor flexibilidad. Al mismo tiempo, como el circuito de hardware es básicamente universal, es propicio para la producción en serie, lo que mejora la calidad y la fiabilidad, acorta los ciclos de fabricación y reduce los costes.
Después de mediados de los años 70, con el desarrollo de la tecnología microelectrónica y la aparición de los microordenadores, así como la mejora continua de la integración de circuitos integrados, los sistemas de control numérico por ordenador se han desarrollado y mejorado continuamente.
En la actualidad, casi todas las máquinas herramienta CNC utilizan sistemas CNC de cableado suave.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
En este artículo exploraremos el mundo de los fabricantes japoneses de máquinas-herramienta, los héroes anónimos de muchas innovaciones industriales. Descubra sus tecnologías de vanguardia, su experiencia probada a lo largo del tiempo y sus...
¿Alguna vez se ha preguntado por los gigantes de la industria de las máquinas CNC? En esta fascinante entrada de blog, nos adentraremos en el mundo de la fabricación CNC, explorando...
En el mundo de la fabricación, en rápida evolución, las máquinas CNC se han vuelto indispensables. Pero con numerosos fabricantes compitiendo por la atención, ¿cómo elegir la mejor? Como ingeniero mecánico experimentado,...
¿Alguna vez se ha preguntado por qué una misma máquina CNC puede tener rendimientos de producción tan dispares? El secreto está en los útiles. En este artículo, analizaremos cómo elegir las fijaciones CNC adecuadas...
¿Alguna vez se ha preguntado cómo consiguen las fábricas modernas tanta precisión y eficacia? Este artículo explora el fascinante mundo de los sistemas de control numérico por ordenador (CNC) y revela cómo revolucionan la fabricación. Descubra las claves...
¿Por qué una máquina herramienta CNC supera a otra? La respuesta suele estar en las mordazas utilizadas. En este artículo se analiza la selección de las mordazas adecuadas para mejorar la eficacia de las Máquinas-Herramienta CNC....
¿Se ha preguntado alguna vez cómo se eligen las máquinas herramienta CNC para obtener un rendimiento óptimo? En el mecanizado CNC, la selección de las herramientas de corte es crucial para la eficacia y la precisión. Este artículo profundiza...
¿Alguna vez se ha preguntado cómo puede un torno CNC crear piezas tan precisas? En este artículo, exploraremos el fascinante mundo de los tornos CNC, centrándonos en el número de ejes...
¿Alguna vez se ha preguntado cómo se fabrican las máquinas que dan forma a nuestro mundo? Este artículo explora los principales fabricantes de tornos CNC, revelando los secretos que se esconden tras su tecnología punta y su impacto mundial. Descubra...