Máquina de corte por plasma CNC: Su guía operativa esencial
Imagine cortar sin esfuerzo gruesas planchas de metal con precisión y velocidad. Este artículo profundiza en las complejidades operativas de una máquina de corte por plasma CNC, guiándole a través de todo, desde la configuración inicial hasta el mantenimiento. Tanto si es un técnico experimentado como si es nuevo en esta tecnología, obtendrá información muy valiosa para maximizar la eficiencia y garantizar la seguridad. Descubra cómo manejar esta potente herramienta, solucionar problemas comunes y optimizar el rendimiento para diversas tareas de corte. Siga leyendo para transformar su comprensión de las operaciones de corte por plasma CNC.
Señales de advertencia: esté siempre atento a los elementos asociados a las siguientes señales de advertencia:
Peligros causados por la electricidad
Advertencia periódica
Recordatorios periódicos
Lea atentamente este documento antes de instalar y poner en funcionamiento el ordenador de sobremesa Máquina de corte por plasma CNC. Un manejo incorrecto puede provocar daños materiales o personales.
Asegúrese siempre de comprobar las especificaciones del sistema y las condiciones técnicas, tal y como se indica en las etiquetas del dispositivo y en la documentación relacionada.
Este manual ofrece un breve resumen del procedimiento de funcionamiento. Para obtener información más detallada, consulte la especificación del sistema de control numérico, el manual de instrucciones de potencia de plasma, la especificación del regulador de tensión del arco y el manual de instrucciones de ajuste del condensador.
1. Inspección de aceptación
Cuidado
Las máquinas de corte por plasma dañadas o defectuosas no están disponibles para su uso.
2. Transporte y almacenamiento
Cuidado
Durante el transporte y el almacenamiento, es importante mantener el producto a prueba de humedad. No se suba ni se ponga de pie sobre el producto, y evite colocar objetos pesados sobre él. Preste especial atención al panel frontal y a la pantalla para evitar colisiones y arañazos.
3. Instalación
Cuidado
La capa exterior del Sistema CNC no es impermeable. Durante la instalación, es importante protegerlo de la luz solar directa y de la lluvia.
Atención
Al instalar el sistema de control numérico, tome precauciones para evitar la intrusión de polvo, gases corrosivos, objetos conductores, líquidos y materiales inflamables.
El sistema debe instalarse en un lugar alejado de materiales inflamables y explosivos, así como de fuertes interferencias electromagnéticas.
Para garantizar un funcionamiento estable, el sistema CNC debe instalarse de forma segura y protegerse contra las vibraciones.
4. Cableado
Advertencia
El personal responsable de cablear o inspeccionar el sistema debe tener conocimientos suficientes para realizar dichas tareas.
Los cables de conexión no deben dañarse, comprimirse ni tirarse. No abrir nunca el armario del sistema CNC mientras esté bajo carga.
Cuidado
Asegúrese de que la tensión y la polaridad de cualquier enchufe de cable se ajustan a las especificaciones.
Antes de insertar o accionar el interruptor, asegúrese de tener las manos secas.
Cuidado
Todo el cableado debe estar correctamente instalado y bien sujeto.
El sistema de control numérico debe estar conectado a tierra de forma fiable.
5. Puesta en marcha y funcionamiento
Cuidado
Antes de poner en funcionamiento la máquina de corte por plasma, asegúrese de que los ajustes de los parámetros son correctos.
Cualquier cambio realizado en los parámetros debe estar dentro del rango permitido por la configuración de los parámetros.
6. Utilización de
Advertencia
No abra la carcasa del aparato ni la tapa fija durante el funcionamiento, ya que podría provocar daños personales o materiales.
Advertencia
Antes de abrir el aparato, asegúrese de que la fuente de alimentación principal esté desconectada. De lo contrario, podrían producirse lesiones personales o daños materiales.
Advertencia
No enchufe ni desenchufe el conector de la máquina de corte por plasma mientras la alimentación principal esté conectada. Hacerlo puede causar daños y daños permanentes a la máquina de corte por plasma.
Advertencia
Tras desconectar la fuente de alimentación principal, espere al menos 2 minutos antes de tocar o retirar la placa de circuitos y el conector.
La carga residual del condensador del aparato permanece a una tensión peligrosa durante dos minutos después de desconectar la alimentación principal.
Advertencia
No desconecte la alimentación de plasma antes de manipular la antorcha de corte, ya que de hacerlo podría provocar lesiones personales o daños materiales.
Al manipular el soplete de corte, tenga cuidado con las escaldaduras por alta temperatura provocadas por el soplete.
Advertencia
El usuario debe tener los conocimientos necesarios para manejar la máquina con eficacia.
Los operarios deben recibir formación de seguridad relacionada con el oxicorte y el corte por plasma.
También deben tener conocimientos básicos de manejo de ordenadores y estar familiarizados con corte con llama y la tecnología de corte por plasma.
Atención
Antes de conectar la alimentación, asegúrate de que el interruptor está apagado.
El operador no debe dejar el equipo desatendido mientras esté en funcionamiento.
Confirme todo el cableado del sistema antes de conectar la alimentación.
Atención
Al utilizar la máquina de corte por plasma, el chapa de acero debe estar nivelada y no debe tener grandes fluctuaciones. De lo contrario, afectará a la precisión del tamaño de corte y reducirá en gran medida la vida útil de la boquilla y el electrodo.
7. Solución de problemas
Advertencia
El personal responsable de la localización de averías debe poseer los conocimientos profesionales y la capacidad de trabajo necesarios.
Atención
Cuando se dispara una alarma, hay que subsanar la avería antes de volver a arrancar.
8. Fuente de alimentación
Atención
Este sistema de control numérico está diseñado para funcionar con una fuente de alimentación de 220 V y 50 Hz, y la máquina de corte por plasma requiere una fuente de alimentación de 380 V y 50 Hz.
Asegúrese de que cualquier fuente de alimentación personalizada está confirmada antes de realizar un pedido.
Las condiciones ambientales de utilización del equipo deben ser idénticas a las especificadas en este manual.
Instalación de cortadoras de plasma de sobremesa
I. Consideraciones sobre la instalación del cortador de plasma
Después de desembalar la máquina de corte por plasma, coloque la alimentación de plasma en la posición central izquierda con el tablero de esteras debajo. Monte el armario de control en el lado izquierdo de la posición frontal de la máquina de corte por plasma para que el operador pueda supervisar toda la máquina de corte por plasma de sobremesa y el proceso de corte.
Retire el cable del lado izquierdo y colóquelo en paralelo a la máquina de corte por plasma.
Asegure la cortadora de plasma con 6 pernos de anclaje y ajuste el equipo utilizando el nivel de equilibrio.
Conecte el cable de alimentación de la unidad de plasma a la fuente de alimentación del taller (trifásica 380V, 50HZ) de acuerdo con las especificaciones de alimentación.
Conecte el cable de tierra de la energía de plasma al bastidor de la rejilla o a la placa de acero.
Conecte el cable de alimentación del armario eléctrico a la red eléctrica del taller (bifásica 220V, 50HZ) con 1,5kw de potencia.
Conecte el enchufe en el lateral del armario eléctrico.
Conecte la fuente de alimentación y la línea de señal, y conecte la línea de tensión del arco de plasma y la línea del arco con la máquina de corte CNC (consulte las especificaciones del plasma para confirmar la línea del arco de plasma y el arco). Consulte la Figura 1 a continuación como guía:
Fig.1
Si la fuente de alimentación de plasma es proporcionada por el usuario, conecte la línea de arco de plasma y el arco a la máquina de corte CNC como se muestra en la Figura 2 (consulte las especificaciones de plasma para confirmar la línea de arco de plasma y el arco).
Fig.2
Los cables marcados V+ y V- deben conectarse a los arcos positivo y negativo, respectivamente, de la fuente de energía de plasma.
Es importante asegurarse de que los arcos positivo y negativo están conectados correctamente, ya que cualquier error en este sentido puede provocar problemas importantes.
Asegúrese de que las tuberías de entrada y salida de agua están bien conectadas y de que el nivel de agua del fregadero es de 80 mm.
Conecte el suministro de aire comprimido a la entrada de la fuente de energía de plasma y ajuste la presión de aire a 5,0.
Encienda la fuente de alimentación principal, el interruptor del armario eléctrico y la alimentación de plasma.
Siga las instrucciones del manual de la fuente de energía de plasma, del manual de funcionamiento del controlador y del manual del usuario. Evite realizar cambios en los parámetros del sistema a menos que tenga pleno conocimiento y confianza para hacerlo.
En caso de que la calidad del corte no sea satisfactoria y no pueda resolverse, compruebe el electrodo y la boquilla del soplete de corte por plasma y sustituya las piezas dañadas.
II. La disposición del cableado de la cortadora de plasma
Se recomienda tender el cable de conexión entre el cuerpo principal y el armario de control eléctrico de la máquina de corte a lo largo del geosinclinal. Esto protegerá el cable y facilitará el mantenimiento.
III. Campo de trabajo
La etapa de corte está marcada con un área de trabajo efectiva, y la pieza sólo debe cortarse dentro de los límites de esta marca.
IV. Fuente de alimentación de la cortadora de plasma
El equipo tiene dos cables de alimentación:
El primer cable de alimentación es para la alimentación total del sistema de control y tiene una potencia de 1,5 KW y una tensión de 2 fases 220V.
El segundo cable de alimentación es para la fuente de alimentación de plasma y tiene una potencia de 8,4 KW y una tensión de 380 V trifásica (este cable es opcional).
La longitud del cable desde el lateral de la máquina de corte por plasma es de aproximadamente 4,5 metros. El cable de alimentación total para el sistema de control es un cable de 2 fases con un diámetro de alambre de 1,5 mm2mientras que el cable de alimentación para la energía de plasma es un cable de 4 hilos con un diámetro de línea de 6 mm.2.
Tanto los cables como las tuberías de aire pasan por el bastidor de remolque neumático y descienden hasta el cuadro principal de la unidad de alimentación a lo largo de la pared de la planta, donde se conectan a los interruptores y tomas de corriente adecuados.
Es importante asegurarse de que el sistema de control y la fuente de alimentación de plasma están conectados a tierra de forma fiable.
Para evitar grandes fluctuaciones de potencia (> ±10%) y posibles interferencias eléctricas, se recomienda utilizar una línea de alimentación especial (como una línea dedicada desde la sala del transformador de baja tensión) o un estabilizador de tensión adicional para la cortadora de plasma CNC. Esto ayudará a minimizar el impacto de la calidad de la energía y las interferencias eléctricas.
En un lugar de trabajo con varias máquinas de soldadura eléctrica, soldadura por arco de argón máquinas de corte por plasma, o fuentes de interferencia de alta frecuencia como inversores de alta potencia, se recomienda instalar filtros en el cable de alimentación del sistema de control numérico para mitigar las interferencias.
Un apagón repentino puede provocar la pérdida de archivos de corte y la producción de residuos. Los cortes de energía repentinos y frecuentes también pueden causar daños en el software o hardware del CNC.
Por lo tanto, en caso de cortes de corriente frecuentes, es aconsejable considerar la instalación de una fuente de alimentación SAI de 500 W para el sistema NC con el fin de protegerse de las posibles consecuencias de las interrupciones del suministro eléctrico.
V. Suministro de aire
Utilice aire comprimido cuando maneje la máquina de corte por plasma.
El compresor de aire debe tener un caudal de 1m3/min y la presión del aire de salida debe estar entre 6,1-8,2 bar cuando se utiliza la potencia del plasma para el corte.
Si la presión del aire es inferior a 5,5 bar, afectará gravemente a la calidad del corte. Si la presión del aire es inferior a 4 bar, la potencia del plasma dañará el electrodo e inutilizará la máquina de corte por plasma.
El tubo de aire debe ser de goma de alta presión, con un diámetro interior de 10 mm y una presión nominal de 2Mpa (20 bar).
Funcionamiento de la máquina de corte por plasma
I. Preparación
Una poderosa sistema de ventilación deben instalarse en el lugar de trabajo para evacuar el humo generado durante el proceso de corte.
Antes de energizar el equipo de corte por plasma, asegúrese de que todos los interruptores de la máquina estén en posición cerrada.
El interruptor giratorio situado en la parte posterior de la alimentación de plasma debe estar en posición horizontal.
Encienda la fuente de alimentación principal conectando la alimentación del armario de distribución principal, que proporcionará electricidad a los dos cables.
Cierre el disyuntor del armario del equipo a la posición "ON".
Encienda la fuente de alimentación de control del sistema y la interfaz principal debe aparecer en la pantalla.
A continuación, gire el interruptor giratorio situado en la parte posterior de la fuente de energía de plasma 90 grados hasta la posición vertical. El indicador de encendido debe estar situado en la parte delantera de la fuente de alimentación de plasma.
Encienda el compresor de aire (con un caudal de 1m3/min) y ajuste el presostato del compresor de aire para ajustar la presión de salida a 6,1-8,2 bar.
Si la presión del aire es inferior a 6,1 bar, la presión puede caer durante el corte, provocando inestabilidad en la calidad del corte.
Si la presión de aire es superior a 8,3 bar, se puede dañar el filtro de aire de la fuente de energía de plasma.
Ajuste el botón de control de presión de la fuente de energía de plasma para mantener una presión de 5,5-6,0 bar.
Gire el botón de ajuste de la corriente de plasma/prueba de gas hasta la posición de prueba de gas para confirmar que la presión no desciende por debajo de 5 bar.
Si la presión cae por debajo de 5 bar, la calidad del corte se verá gravemente afectada y la potencia del plasma puede dejar de funcionar.
Si el entorno de trabajo no está limpio, se recomienda instalar un sistema de filtración de juntas de varios niveles delante de la fuente de energía de plasma. Contaminantes como el aceite, la humedad y el polvo en el aire pueden causar graves problemas como fallos del arco y daños en la antorcha de corte.
Una vez finalizados estos preparativos, puede comenzar el corte por plasma.
II. Ajuste automático del dispositivo de ajuste de altura
Regulador de presión del arco
Ajuste el modo de corte del sistema NC al modo plasma y encienda el regulador de tensión del arco.
Los parámetros para el ajuste de la presión del arco sólo deben incluir el valor de la presión del arco, y el tiempo de perforación y otros parámetros de tiempo de posicionamiento deben ser ajustados por el sistema CNC.
Para más información, consulte el manual de ajuste de la presión del arco.
III. Servosistema
IV. Programación del patrón de corte
Crear gráficos de corte utilizando software de dibujo profesional como AUTOCAD y, a continuación, editar los programas utilizando software de programación.
Utilice la biblioteca que proporciona el sistema para la edición. Para más información, consulte el manual del sistema NC.
Utilice la función de anidado de placas metálicas que ofrece el sistema.
Una vez que el programa de corte se haya transferido a la memoria, vuelva a la interfaz principal para asegurarse de que la zona de visualización de gráficos cumple los requisitos necesarios.
V. Ajuste de los parámetros de corte
Ajuste los parámetros de corte y la configuración del sistema según sea necesario.
Para más información, consulte el manual del sistema de control numérico y el manual del regulador de presión del arco. Es posible que pueda descargarse el manual de un regulador específico en China.
En caso de discrepancia, consulte el manual más reciente del sistema de control numérico.
Durante el proceso de corte por plasma, el operario debe llevar equipo de protección, como gorro y gafas de seguridad, y asegurarse correctamente.
La máquina de corte por plasma también dispone de una función de alineación automática para placas de acero, que mide el ángulo de rotación.
Normalmente, puede resultar difícil para el operario alinear la chapa de acero con el eje Y de la cortadora de plasma durante el proceso de elevación. Esta función mide el ángulo de rotación de la placa de acero y gira automáticamente el gráfico de corte para que coincida, reduciendo así los residuos y mejorando la eficiencia.
Para utilizar esta función, mueva la máquina de corte por plasma a la esquina superior izquierda de la placa de acero después de terminar la edición de los gráficos de corte. En la interfaz principal, pulse el botón "F2" en la sección de archivos, a continuación, pulse el botón "F7" para medir el ángulo de rotación. Utilice las teclas de dirección para mover la máquina de corte por plasma a la esquina inferior izquierda de la placa de acero y pulse "F1" para confirmar. Por último, vuelva a la sección de opciones de la interfaz.
Nota:
En caso de discrepancia, consulte el manual más reciente del sistema de control numérico.
Durante el proceso de corte por plasma, el operario debe llevar equipo de protección, como gorro y gafas de seguridad, y asegurarse correctamente.
La máquina de corte por plasma también dispone de una función de alineación automática para placas de acero, que mide el ángulo de rotación.
Normalmente, puede resultar difícil para el operario alinear la chapa de acero con el eje Y de la cortadora de plasma durante el proceso de elevación. Esta función mide el ángulo de rotación de la placa de acero y gira automáticamente el gráfico de corte para que coincida, reduciendo así los residuos y mejorando la eficiencia.
Para utilizar esta función, mueva la máquina de corte por plasma a la esquina superior izquierda de la placa de acero después de terminar la edición de los gráficos de corte. En la interfaz principal, pulse el botón "F2" en la sección de archivos, a continuación, pulse el botón "F7" para medir el ángulo de rotación. Utilice las teclas de dirección para mover la máquina de corte por plasma a la esquina inferior izquierda de la placa de acero y pulse "F1" para confirmar. Por último, vuelva a la sección de opciones de la interfaz.
Nota:
Función "Volver al punto original":
Mientras está en la interfaz de pausa, pulse "Volver al punto original" para permitir que el Corte por plasma CNC máquina para volver sobre sus pasos a lo largo de la trayectoria de corte. Una vez que la máquina alcanza el punto de fallo, pulse el botón "Stop" para cesar el retorno.
Junto con las funciones "Jog Move Forward" y "Jog Move Backward", puede localizar con precisión la posición adecuada, volver a encender, precalentar y empezar a cortar de nuevo.
Función "Jog Move Forward" y "Jog Move Backward":
Pulse cualquiera de las teclas para mover la máquina de corte por plasma hacia adelante (o hacia atrás) a lo largo de la trayectoria de corte. La distancia está determinada por el parámetro "Distancia Movimiento Jog" en la interfaz "Parámetro Universal".
Función "Mango Antorcha de Corte":
Mientras esté en la interfaz, pulse "Manipular antorcha de corte" para alejar la antorcha de corte de la placa de acero y realizar las sustituciones o ajustes necesarios.
Pulse la tecla "Retorno" para mover el máquina cortadora de plasma volver al lugar interrumpido y continuar cortando.
Nota: La alimentación del plasma debe estar apagada cuando se sustituya el boquilla de corte o realizar cualquier ajuste. Una vez finalizada la manipulación, debe volver a conectarse la alimentación del plasma para evitar alarmas de error.
Tenga cuidado al manipular el soplete de corte, ya que está muy caliente inmediatamente después de detener el corte.
Función "Breakpoint Memory":
Mientras está en la interfaz de pausa, pulse la tecla "F6" (Breakpoint Memory) y el sistema guardará la parte restante del programa.
Vuelva a la interfaz principal, realice otras tareas si es necesario y, a continuación, pulse el botón "F2" en la interfaz "Archivo" para acceder al archivo de memoria guardado.
Pulse "F2" para que la memoria de punto de interrupción transfiera los gráficos de corte restantes a la memoria. Volver a la interfaz principal para continuar el corte.
La máquina de corte por plasma no debe moverse durante este proceso.
Si desea abandonar el corte, pulse de nuevo el botón STOP, pulse "F7" para confirmar y vuelva a la interfaz principal.
Una vez finalizado el corte, vuelva a la interfaz principal y continúe cortando otros objetos si es necesario.
VII. Corte por plasma completo
Una vez finalizado el proceso de corte, apague el compresor de aire.
Entre en el estado de jogging, mueva el dispositivo de corte hacia la izquierda y lleve la máquina a su posición de estacionamiento. A continuación, apague el controlador.
Después de esperar cinco minutos, apague la alimentación del plasma y, a continuación, apague la alimentación del sistema de control.
Por último, limpia la zona de trabajo.
Mantenimiento de máquinas de corte por plasma
Antes de empezar a trabajar en el sistema de circuito de aire, la fuente de energía de plasma y la antorcha de corte, es crucial inspeccionar si hay fugas y repararlas si se encuentran. Antes de cortar, confirmar que la boquilla de corte y el electrodo son adecuados para el ajuste de la corriente de potencia de plasma y espesor de la chapa de acero. El ajuste de corriente debe establecerse en 95% de la corriente de trabajo de la boquilla; por ejemplo, si la boquilla es de 100A, el ajuste de corriente debe ser de 95A. Asegúrese de que la presión del gas está dentro del rango aceptable y limpie el compresor de aire con regularidad. Además, compruebe el filtro de aire con regularidad y sustituya los accesorios que sean necesarios.
Cuando sustituya las piezas de corte o si la máquina de corte por plasma no se utiliza durante un período prolongado, gire el mando de ajuste de corriente a la posición de prueba de gas o abra manualmente la válvula solenoide para eliminar cualquier vapor de agua e impurezas del recorrido del gas y de la antorcha. Después del uso, limpie y lubrique la guía longitudinal y la superficie de guía del raíl guía horizontal. El operario debe desconectar la alimentación y la fuente de gas cuando se tome un descanso o deje la máquina sin utilizar durante un periodo prolongado.
Después de utilizar la máquina de corte CNC, espere a que el armario del aparato y la fuente de alimentación de plasma se hayan enfriado antes de desconectar la fuente de alimentación. Inspeccione y limpie regularmente la cremallera y la grasa con un cepillo, y lubrique el mecanismo de elevación (como el rodamiento de bolas, el tornillo y el deslizador de la guía lineal).
Añada aceite lubricante al deslizador de la guía lineal del eje X.
Limpie regularmente la escoria de corte de debajo de la mesa de corte y elimine el polvo de la superficie del equipo de corte por plasma.
Es importante comprobar periódicamente el estado de los interruptores de fin de carrera superior e inferior y sustituir rápidamente cualquier interruptor averiado.
Limpie la capa gris del lateral de la rejilla con un cepillo seco una vez al mes.
Abra el armario eléctrico y limpie el interior cada tres meses para eliminar cualquier acumulación de la capa gris.
Cada tres meses, inspeccione el elástico del servomotor sujeción mecanismo para asegurarse de que es fiable y ajuste los pernos de presión del muelle según sea necesario para mantener la presión adecuada.
Compruebe cada tres meses si hay signos de desgaste en los cables de la cortadora de plasma.
Inspeccione anualmente el apriete de los pernos para asegurarse de que están bien sujetos.
Compruebe anualmente las escobillas del motor de corriente continua. Un desgaste excesivo del motor de corriente continua puede repercutir negativamente en su rendimiento e incluso provocar daños en el motor.
Por lo tanto, es importante inspeccionar y sustituir periódicamente las escobillas del motor.
Cuando no esté en uso, se recomienda conectar la máquina de corte por plasma a la electricidad de forma regular, idealmente 1-2 veces por semana. Cada vez, haga funcionar la máquina durante aproximadamente 1 hora sin tareas de procesamiento para aprovechar el calor generado por la máquina para reducir la humedad en el interior y evitar que la humedad afecte a los componentes electrónicos.
Para minimizar el impacto de las fluctuaciones de potencia (>±10%) y las posibles interferencias eléctricas, el equipo de corte por plasma debe alimentarse mediante una línea dedicada (por ejemplo, desde una sala de transformadores de baja tensión específica para equipos de control numérico) o estar equipado con un estabilizador de tensión adicional. Esto ayudará a garantizar una alimentación estable y a reducir las interferencias eléctricas.
Compruebe anualmente la fijación de los terminales. Los terminales pueden aflojarse con el tiempo debido al funcionamiento prolongado y a las vibraciones, lo que puede provocar daños por calor si no están bien sujetos.
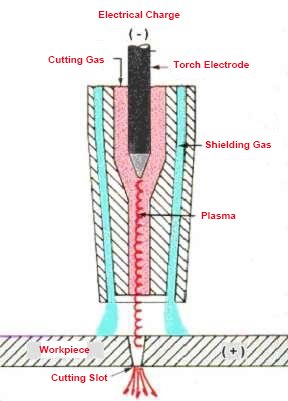
La máquina de corte por plasma es un equipo de corte en caliente de última generación que utiliza aire comprimido como gas de trabajo y la alta temperatura y velocidad del arco de plasma como fuente de calor. El arco de plasma funde parcialmente el metal, y el aire a alta velocidad sopla el metal fundido para formar una estrecha costura de corte.
El corte por plasma puede utilizarse para cortar diversos materiales metálicos, como acero inoxidable, aluminio, cobre, hierro fundido y acero al carbono. Ofrece una velocidad de corte rápida, una anchura de corte estrecha, una superficie de corte lisa, una zona mínima afectada por el calor, una deformación mínima de la pieza de trabajo y un funcionamiento sencillo. Además, el corte por plasma tiene un notable efecto de ahorro de energía.
El equipo de corte por plasma es ideal para su uso en la fabricación, instalación y mantenimiento de diversas máquinas y para realizar tareas de corte y fabricación como el corte de placas medianas, trepanado y biselado.
Los parámetros del proceso de corte por plasma desempeñan un papel importante a la hora de determinar la estabilidad, la calidad del corte y la eficacia del proceso de corte.
Las principales especificaciones de corte incluyen:
1. Corriente de corte
Aumentar la corriente de corte puede aumentar la potencia del arco de plasma, pero esto está limitado por la corriente máxima permitida. Si se excede, la columna del arco de plasma se hará más gruesa, aumentará el ancho de corte y se reducirá la vida útil del electrodo.
Los componentes de la antorcha de corte deben coincidir con el ajuste de la corriente de potencia del plasma.
La intensidad de corriente debe estar dentro de 95% de la corriente de trabajo de la boquilla. Por ejemplo, la intensidad de corriente para una boquilla de 100 A debe ajustarse dentro de 95 A.
2. Flujo de gas
Aumentar el flujo de gas puede aumentar la tensión de la columna de arco, haciendo que la energía del arco de plasma sea más concentrada y la fuerza del chorro más fuerte. Esto puede mejorar la velocidad y la calidad del corte.
Sin embargo, si el caudal de gas es demasiado elevado, se acortará la columna del arco y se producirá una mayor pérdida de calor, lo que reducirá la capacidad de corte. En casos extremos, esto podría impedir que el proceso de corte se llevara a cabo con normalidad.
3. Altura de la boquilla de corte
La altura de corte es la distancia desde el extremo de la boquilla de corte hasta la superficie del material que se está cortando. Suele oscilar entre 2 y 5 mm.
Mantener una altura de corte adecuada es esencial para garantizar un corte por arco de plasma eficiente. Si la altura de corte es incorrecta, se puede reducir la eficiencia y la calidad del corte e incluso provocar que se queme la boquilla de corte.
La altura de la boquilla de corte puede encontrarse en las especificaciones de la fuente de energía de plasma o ajustarse en función de la experiencia de corte.
Para la perforación, la altura de la boquilla de corte debe ajustarse al doble de la altura utilizada durante el corte normal.
4. Velocidad de corte
Los factores mencionados influyen directamente en la compresión del arco de plasma y también afectan a la temperatura y la densidad de energía del arco de plasma. La temperatura y la densidad de energía del arco de plasma determinan la velocidad de corte. Como tales, todos estos factores están relacionados con la velocidad de corte.
Al tiempo que se garantiza la calidad del corte, es importante aumentar la velocidad de corte todo lo posible. Esto no sólo aumenta la productividad, sino que también reduce la deformación de la pieza cortada y la zona de influencia térmica del corte.
Si la velocidad de corte no es la adecuada, se producirá el efecto contrario, aumentando la viscosidad y reduciendo la calidad del corte.
5. Espesor y proceso de corte
El grosor de la chapa de acero influye mucho en la selección del proceso de corte. Incluso con el mismo soplete de corte, su capacidad de perforación (grosor) es sólo la mitad de su capacidad de corte (espesor).
Por ejemplo, la capacidad de corte recomendada para una potencia de plasma Hypertherm 100A es de 16 mm, mientras que su capacidad de perforación es de 12 mm.
Por lo tanto, cuando el grosor de la chapa de acero supera la capacidad de perforación, no se recomienda perforarla directamente en el centro. En su lugar, el corte debe comenzar en el borde de la chapa e ir hacia el interior.
6. Pretratamiento de la superficie de la chapa de acero
Durante el trayecto desde la producción de acero hasta el taller de corte, la superficie de la chapa de acero forma inevitablemente una capa de óxido. Además, la chapa de acero también forma una capa de óxido en su superficie durante el proceso de laminación.
Estos recubrimientos de óxido tienen un punto de fusión elevado y son difíciles de fundir, lo que ralentiza la velocidad de corte. Al calentarse, el revestimiento oxidado también salpica, lo que provoca obstrucciones en la boquilla de corte y reduce la vida útil de la boquilla de corte y el electrodo.
Como resultado, es necesario realizar un tratamiento previo de eliminación de óxido antes del corte. Esto suele hacerse eliminando el óxido y aplicando después pintura conductora para evitar la oxidación.
Un método habitual consiste en pulverizar pequeñas cantidades de arena de hierro sobre la superficie de la chapa de acero y eliminar la capa oxidada con la fuerza de punzonado generada por la arena de hierro. A continuación, se aplica una pintura antioxidante con retardante de llama y buena conductividad.
Eliminación de óxido y pretratamiento de pintura en spray antes de acero de corte La chapa se ha convertido en un paso esencial en la producción de estructuras metálicas.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Imagínese duplicar su eficiencia de corte al tiempo que reduce costes: suena genial, ¿verdad? Este artículo explora la optimización de los procesos de corte por plasma CNC para una mayor precisión y productividad. Desde elegir el punto de partida adecuado hasta...
¿Se ha planteado alguna vez lo nocivos que pueden ser el humo y el polvo del corte por plasma? A medida que el corte por plasma se hace más frecuente, la gestión de estos contaminantes es crucial para cumplir las normas medioambientales....
¿Alguna vez se ha preguntado cómo conseguir cortes impecables con las máquinas de plasma CNC? Dominar los parámetros de corte es la clave. Este artículo se sumerge en los aspectos esenciales como la corriente de corte, la velocidad,...
El mantenimiento de una máquina de corte por plasma CNC garantiza un rendimiento óptimo y una larga vida útil. En un entorno polvoriento, la limpieza, lubricación e inspecciones regulares son cruciales. En este artículo se describen las...
¿Está preparado para dominar el arte del corte de precisión? Descubra cómo una cortadora de plasma CNC puede revolucionar sus proyectos de metalistería. Esta guía lo cubre todo, desde la instalación y las precauciones de seguridad...
¿Alguna vez ha tenido problemas con una cortadora de plasma que no consigue formar un arco? Como ingeniero mecánico experimentado, voy a compartir consejos para solucionar este problema frustrante. Desde la tensión...
¿Alguna vez se ha preguntado por la tecnología de vanguardia que está revolucionando la fabricación de metales? El corte por plasma ha cambiado las reglas del juego del sector, ofreciendo una velocidad, precisión y versatilidad sin precedentes. En este artículo...
¿Alguna vez se ha preguntado cómo una máquina puede cortar el metal como un cuchillo caliente la mantequilla? Bienvenido al mundo del corte por plasma. En este artículo, descubrirá cómo esta...
Cortar metal de forma eficaz y rentable es crucial en la fabricación. Pero, ¿qué método elegir: corte por gas o por plasma? Este artículo analiza los costes, la eficiencia y la calidad de cada...