Comprender la plegadora CNC y su principio de funcionamiento
¿Alguna vez se ha preguntado cómo se consigue doblar con precisión las chapas metálicas? En este artículo exploraremos el fascinante mundo de las plegadoras CNC. Aprenderá cómo estas máquinas consiguen un plegado de alta precisión y por qué son esenciales en sectores como la automoción y la construcción naval. Prepárese para descubrir los secretos de esta increíble tecnología.
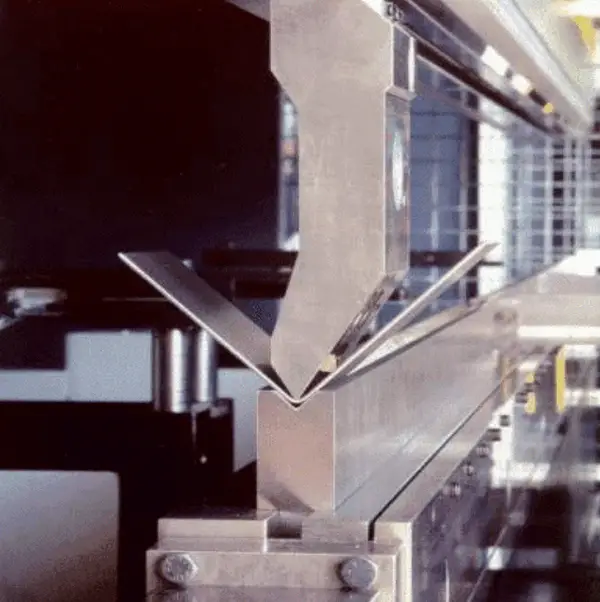
La plegadora CNC se utiliza para terminar el plegado de chapas metálicas. El sistema CNC controla el sistema de posicionamiento del antirretroceso, la profundidad de plegado del cilindro y la compensación automática de la deformación de la mesa de trabajo.
La plegadora CNC ofrece diversos modos de funcionamiento y puede mantener la velocidad sincrónica de posición del cilindro paralela al banco de trabajo en tres condiciones diferentes: velocidad en vacío, velocidad de trabajo y velocidad de retorno. El resultado es un posicionamiento de alta precisión al final de la carrera.
El CNC prensa plegadora es ampliamente utilizado en diversas industrias, incluyendo automóviles, construcción naval, contenedores, grúas, maquinaria de ingeniería, las instituciones de construcción, estructuras metálicas, y los postes de la lámpara de flexión para los componentes de gran longitud en los postes de energía. Se compone de un marco, ram, mesa de trabajo, cilindro de aceite, servo sistema proporcional hidráulico, sistema de detección de posición, Sistema CNCy el sistema eléctrico.
Para utilizar el prensa plegadoraEl operador acciona el interruptor de pedal situado en el puesto de mando. A continuación, el cilindro se desplaza rápidamente desde el punto muerto superior hasta el punto de cambio de velocidad en vacío, controlado por el sistema de control numérico y el servosistema hidráulico (también conocido como punto de frenado de seguridad). Este es el punto de conversión entre la velocidad en vacío y la velocidad de trabajo del cilindro, y su posición puede ajustarse. El cilindro continúa moviéndose hacia abajo a la velocidad de trabajo y alcanza el punto muerto inferior (también conocido como el final de la carrera, cuya posición puede ajustarse). Esto completa el posicionamiento del final de carrera y la presión se mantiene a través del servosistema hidráulico. La placa sujeta entre el punzón y la matriz forma el ángulo requerido y, a continuación, el cilindro vuelve rápidamente al punto muerto superior.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Elegir la prensa plegadora hidráulica adecuada puede ser un reto debido a la variedad de opciones disponibles. Comprender las diferencias entre los modelos NC y CNC es crucial. Esta guía explica los...
¿Alguna vez ha tenido problemas para elegir el controlador de plegadora adecuado para sus necesidades de fabricación? En este artículo, exploraremos las diferencias entre los sistemas NC y CNC, ayudándole a...
¿Alguna vez se ha preguntado cómo ajustar una plegadora CNC para obtener un rendimiento óptimo? Este artículo profundiza en los ajustes clave necesarios para los parámetros de plegado, como los ajustes de carrera y la presión de trabajo.....
¿Alguna vez se ha preguntado por el arte y la ciencia que hay detrás de dar forma compleja a las chapas metálicas? En esta cautivadora entrada del blog, nos adentramos en el fascinante mundo de la chapa...
¿Se ha preguntado alguna vez cuál es el origen del término "prensa plegadora"? En esta cautivadora entrada de blog, nos embarcaremos en un fascinante viaje a través de la historia para descubrir las razones...
¿Alguna vez se ha preguntado por qué sus proyectos de chapa metálica no siempre encajan a la perfección? La clave está en conocer el margen de plegado. Este concepto garantiza un plegado preciso y reduce el desperdicio de material. En este...
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...
¿Cómo puede una plegadora revolucionar el mecanizado de chapa? Este artículo explora tres técnicas innovadoras de las plegadoras de paneles de chapa metálica: el aplanado, el redondeado y el plegado con forma. Al conocer estos métodos, los lectores...