Explicación de los ejes de la plegadora (3, 4, 6 8 ejes)
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las plegadoras y desvela los secretos que se esconden tras sus funciones. Aprenda cómo el dominio de estos ejes puede elevar su trabajo en metal a nuevos niveles de precisión y eficiencia. Prepárese para descubrir los mecanismos que hacen posible un plegado perfecto.
En el funcionamiento de una plegadora, es fundamental conocer a fondo los ejes de la máquina para lograr una eficacia y precisión óptimas. Cada eje, designado por letras o números como X, R, V, Y1, Y2, Z1 y Z2, desempeña una función específica en el proceso de plegado. El dominio de estos ejes permite a los operarios ejecutar plegados complejos con gran precisión y repetibilidad.
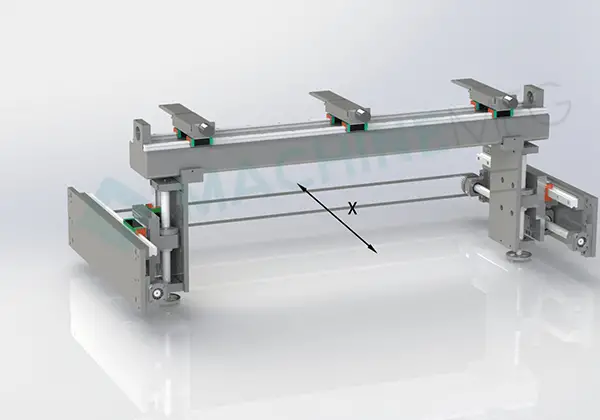
El eje X controla el posicionamiento horizontal del tope trasero, un componente crítico para la alineación de la pieza de trabajo. Ajustando el eje X, los operarios pueden establecer con precisión la longitud de plegado y garantizar un posicionamiento uniforme del material. Este eje es fundamental para conseguir precisión dimensional en el producto final.
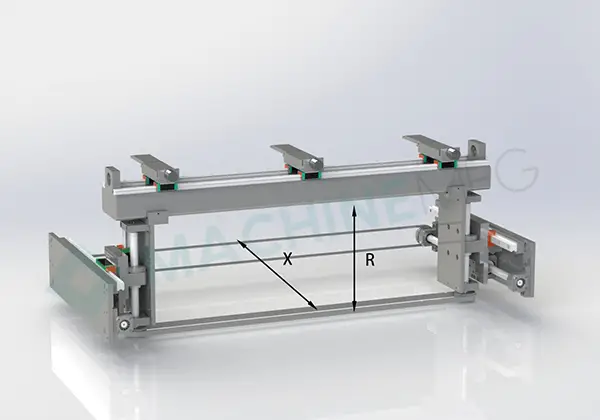
El eje R controla el movimiento vertical del tope trasero. Permite un ajuste preciso de la altura de plegado, adaptándose a las variaciones de grosor del material o a los ángulos de plegado deseados. El eje R es esencial para mantener la uniformidad del plegado en varias piezas y adaptarse a las distintas propiedades de los materiales.
El eje V está relacionado con la anchura de apertura de la matriz, un factor crucial para determinar la fuerza de plegado adecuada. Un ajuste adecuado del eje V, junto con la selección de la matriz, garantiza una distribución óptima de la fuerza durante el proceso de plegado. Esto minimiza el springback, reduce el riesgo de sobredoblado y contribuye a la calidad general del plegado.
Los ejes Y1 e Y2 controlan el movimiento sincrónico o independiente del cilindro de la plegadora (viga superior). Estos ejes son responsables de la precisión y el paralelismo de la operación de plegado. Mediante el ajuste preciso de Y1 e Y2, los operarios pueden compensar la desviación de la máquina, garantizar una distribución uniforme de la presión en la pieza y lograr ángulos de plegado uniformes incluso en piezas largas.
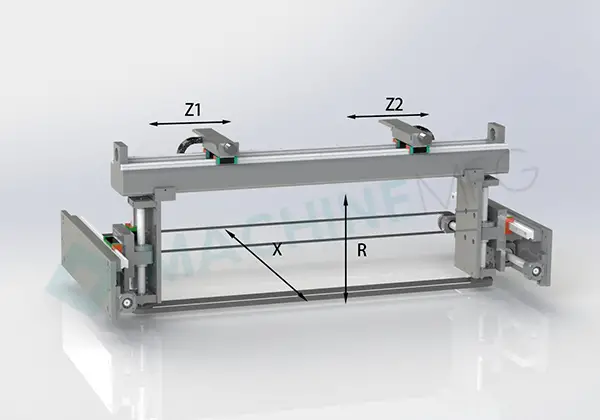
Los ejes Z1 y Z2 gestionan el movimiento lateral de los dedos del tope trasero. Esta funcionalidad permite manipular piezas complejas, permitiendo a los operarios crear múltiples dobleces en una sola pieza sin necesidad de reposicionamiento manual. Los ajustes del eje Z son cruciales para producir piezas con longitudes de pestaña variables o diseños asimétricos.
Las plegadoras avanzadas pueden incorporar ejes adicionales, como el eje D para el ajuste de la coronación o el eje W para el movimiento auxiliar del tope trasero. Estos ejes suplementarios mejoran aún más la versatilidad y precisión de la máquina, lo que permite realizar operaciones de plegado más complejas y mejorar la calidad de las piezas.
Dominar la interacción entre estos ejes es esencial para optimizar el rendimiento de la plegadora. Los operarios deben tener en cuenta factores como las propiedades del material, la geometría de la pieza y las tolerancias deseadas al ajustar cada eje. Las plegadoras CNC modernas suelen contar con un control de ejes automatizado, pero un conocimiento profundo de las funciones de los ejes sigue siendo crucial para la programación, la resolución de problemas y la obtención de resultados de plegado superiores.
Al aprovechar todas las capacidades de estos ejes, los operarios pueden mejorar significativamente la productividad, reducir las tasas de desechos y producir piezas complejas con una precisión excepcional. Este control exhaustivo del proceso de plegado es clave para cumplir las exigentes tolerancias de la fabricación moderna y mantener una ventaja competitiva en la fabricación de chapa metálica de precisión.
¿Qué es el eje de la prensa plegadora?
Un eje de plegadora se refiere al movimiento controlado y a los componentes funcionales dentro de la máquina plegadora, gobernado por el controlador de la máquina. Este término engloba los distintos grados de libertad y elementos operativos que permiten realizar operaciones precisas de plegado y conformado.
Los ejes de las plegadoras suelen designarse en función de su orientación espacial dentro del sistema de coordenadas de la máquina. Sin embargo, algunos movimientos y componentes funcionales pueden denominarse según convenciones industriales o normas internacionales para garantizar la coherencia y la claridad entre distintos fabricantes y regiones.
La configuración de los ejes de una plegadora CNC se adapta a los requisitos específicos del proceso de fabricación de piezas. Los ejes comunes incluyen:
Eje Y: Controla el movimiento vertical del ariete (viga superior).
Eje X: Gestiona el posicionamiento de delante hacia atrás del tope trasero.
Eje R: Ajusta la altura de los dedos del tope trasero.
Eje Z: Permite el movimiento lateral de los dedos del tope trasero
Sistema de coronación controlado por CNC: Compensa la desviación de la viga
Bombé (sistema antidesviación): Garantiza ángulos de curvatura constantes a lo largo de la pieza
Las plegadoras CNC avanzadas pueden incorporar ejes adicionales para mejorar la precisión y la versatilidad, como:
Delta X: Ajusta la posición de cada uno de los dedos del tope trasero
Ejes auxiliares: Control de herramientas especializadas o sistemas de manipulación de materiales
Comprender la función y la interacción de estos ejes es crucial para optimizar el rendimiento de la plegadora, conseguir plegados de alta precisión y maximizar la eficacia de la producción en los procesos de fabricación de chapa metálica.
Tipos de ejes de prensas plegadoras
Eje de la prensa plegadora
Las plegadoras utilizan varios ejes para controlar diversos aspectos del proceso de plegado. Cada eje cumple una función específica para conseguir un conformado preciso y exacto del metal. Los ejes principales y sus funciones son los siguientes:
Eje Y: Controla el movimiento vertical del ariete. Normalmente se divide en los ejes Y1 e Y2:
Y1: Controla el lado izquierdo del ariete
Y2: Controla el lado derecho del ariete Estos ejes son cruciales para determinar el ángulo de curvatura y mantener el paralelismo.
Eje X: Gobierna el posicionamiento de la galga trasera, controlando la profundidad de plegado. A menudo incluye:
X: Movimiento principal del gálibo trasero (de delante hacia atrás)
X1 y X2: control individual de los dedos de tope izquierdo y derecho
Eje R: Ajusta la altura de los dedos del tope trasero. Puede incluir:
R: Ajuste de la altura total
R1 y R2: Control individual de la altura de los dedos izquierdo y derecho
Eje Z: Gestiona el movimiento lateral de los dedos de la galga dorsal. Puede incluir:
Z: Movimiento lateral global
Z1 y Z2: posicionamiento independiente de los dedos izquierdo y derecho
Eje V: Controla la compensación de la desviación, crucial para mantener ángulos de plegado uniformes en toda la longitud de la pieza. Dos métodos principales:
Control de posición: Aplica una compensación predeterminada basada en curvas de desviación calculadas.
Control de la presión: Ajusta dinámicamente varios cilindros de compensación en función de la fuerza de flexión.
Los ejes adicionales pueden incluir:
T1 y T2: Brazos de soporte de material servocontrolados
X': Posicionamiento avanzado del tope trasero, utilizado junto con Z1 y Z2 para geometrías de pieza complejas.
Los ejes Y1, Y2 y V son esenciales para todas las plegadoras CNC, mientras que la configuración de los ejes de tope trasero y de soporte de material puede personalizarse en función de los requisitos específicos de fabricación.
La precisión de los ejes, especialmente en Y1, Y2 y V, influye significativamente en la calidad final de la pieza, ya que afecta tanto a la precisión del ángulo de plegado como a la rectitud general. Sin embargo, es importante tener en cuenta que, en el caso de las chapas finas (< 3 mm), las propiedades del material, como la tolerancia del grosor, la uniformidad y la dirección de laminado, también desempeñan un papel fundamental en la consecución de doblados precisos.
Al seleccionar una configuración de plegadora, los fabricantes deben considerar cuidadosamente sus necesidades de producción, la complejidad de la pieza y la precisión requerida para determinar la configuración de ejes óptima para sus aplicaciones específicas.
¿Qué significan los ejes 3+1, 4+1, 6+1, 8+1?
En el contexto de la maquinaria de plegado, el eje "+1" se refiere sistemáticamente al eje de coronación, denominado eje V. Este eje es crucial para compensar la desviación de la viga y garantizar un plegado uniforme a lo largo de la pieza. Este eje es crucial para compensar la desviación de la viga y garantizar una flexión uniforme a lo largo de la pieza. Los ejes Y1 e Y2 controlan el movimiento vertical de los cilindros hidráulicos izquierdo y derecho de forma independiente, lo que permite un posicionamiento preciso del cilindro y el ajuste del paralelismo.
Las configuraciones numéricas de 3+1, 4+1, 6+1 y 8+1 ejes representan sistemas de plegadoras cada vez más sofisticados, cada uno de los cuales ofrece un mayor control y versatilidad:
3+1 ejes: Y1, Y2, X, +V
Y1 - El eje Y1 gobierna el movimiento vertical del lado izquierdo de la matriz superior en relación con la superficie de la pieza de trabajo. Este eje controla con precisión la elevación y el descenso de la parte izquierda de la matriz superior, permitiendo una aplicación precisa de la fuerza de plegado y manteniendo una alineación adecuada durante el proceso de conformado.
Y2 - El eje Y2 gestiona el movimiento vertical del lado derecho de la matriz superior en relación con la superficie de la pieza. Trabajando en tándem con Y1, este eje garantiza el control sincronizado de la sección derecha de la matriz superior, lo que permite una distribución uniforme de la presión y la capacidad de realizar dobleces cónicos cuando sea necesario.
X - El eje X dirige el posicionamiento horizontal del tope trasero en relación con la línea central de la matriz inferior. Este eje facilita la colocación precisa del material controlando el movimiento de avance y retroceso del tope trasero, lo que resulta crucial para lograr ubicaciones de plegado precisas y mantener longitudes de pestaña uniformes en varias piezas.
V - El eje V, a menudo denominado eje auxiliar o "plus", regula el ajuste vertical de la matriz inferior con respecto a la superficie de la pieza. Este eje permite un ajuste preciso de la abertura de la matriz, lo que permite obtener ángulos de plegado óptimos, compensar la recuperación elástica del material y adaptarse a espesores de material variables sin cambiar de herramienta.
4+1 ejes: Y1, Y2, X, R, +V
Y1 - El eje Y1 controla el desplazamiento vertical del lado izquierdo de la matriz superior con respecto a la superficie de la pieza. Este eje controla con precisión la altura del lado izquierdo durante el movimiento ascendente y descendente de la plegadora, lo que permite una aplicación precisa de la fuerza de plegado y garantiza el paralelismo con el eje Y2 para obtener ángulos de plegado uniformes en toda la pieza.
Y2 - El eje Y2 gestiona el movimiento vertical del lado derecho de la matriz superior en relación con la superficie de la pieza. Trabajando en tándem con Y1, este eje mantiene la nivelación de la matriz superior y controla la altura del lado derecho durante todo el ciclo de plegado, lo que resulta crucial para lograr una distribución uniforme de la presión y una calidad de plegado en toda la longitud de la pieza.
X - El eje X dirige el posicionamiento horizontal del tope trasero en relación con la línea central de la matriz inferior. Este eje facilita la colocación precisa de la pieza de trabajo controlando el movimiento de avance y retroceso del tope trasero, lo que permite un posicionamiento preciso de la línea de plegado y posibilita operaciones complejas de plegado múltiple con tolerancias ajustadas.
R - El eje R regula la posición vertical del tope trasero en relación con la superficie inferior de la matriz. Al controlar la altura del tope trasero, este eje se adapta a distintos grosores de material y geometrías de plegado, garantizando longitudes de pestaña uniformes y permitiendo la producción de piezas con perfiles escalonados o cónicos.
V - El eje V, a menudo considerado un eje suplementario, controla el movimiento vertical de la matriz inferior en relación con la superficie de trabajo. Este eje permite un ajuste preciso de la separación de la matriz, fundamental para optimizar la distribución de la fuerza de flexión, minimizar el springback y adaptarse a diferentes propiedades y grosores de material sin cambiar la posición de la matriz superior.
6+1 ejes: Y1, Y2, X, R, Z1, Z2, +V
Y1-El eje Y1 controla el desplazamiento vertical del lado izquierdo de la matriz superior con respecto a la superficie de la pieza. Este eje controla con precisión la altura del lado izquierdo durante el movimiento ascendente y descendente de la matriz, lo que permite una aplicación precisa de la fuerza de flexión y garantiza una distribución uniforme de la presión en la pieza.
Y2-El eje Y2 gestiona el movimiento vertical del lado derecho de la matriz superior en relación con la superficie de la pieza. Trabajando en tándem con Y1, este eje garantiza el control sincronizado de la altura del lado derecho, permitiendo un ajuste preciso del paralelismo y compensando la posible desviación durante las operaciones de plegado.
X-El eje X controla el desplazamiento horizontal del tope trasero con respecto a la línea central de la matriz inferior. Este eje facilita el posicionamiento preciso del material controlando el movimiento de avance y retroceso del tope trasero, lo que resulta crucial para lograr ubicaciones de plegado uniformes y mantener la precisión dimensional en piezas complejas.
R-El eje R dirige el posicionamiento vertical del tope trasero en relación con la superficie inferior de la matriz. Al controlar la altura del tope trasero, este eje permite un posicionamiento adaptable a los distintos grosores de material y geometrías de plegado, garantizando un soporte y una alineación óptimos durante el proceso de plegado.
Z1-El eje Z1 regula el movimiento lateral del lado izquierdo del tope trasero. Este eje permite el ajuste independiente de la posición del dedo izquierdo, lo que permite el posicionamiento asimétrico de piezas y facilita la creación de secuencias de plegado complejas en la fabricación de chapas metálicas.
Z2-El eje Z2 gestiona el movimiento lateral del lado derecho del tope trasero. Trabajando conjuntamente con Z1, este eje proporciona capacidades de posicionamiento flexibles para el dedo derecho, permitiendo una alineación precisa de piezas de trabajo de forma irregular y posibilitando la producción de piezas con anchuras variables.
V-El eje V controla el ajuste vertical de la matriz inferior con respecto a la superficie de trabajo. Este eje permite ajustar con precisión el ángulo de plegado modificando la apertura efectiva de la matriz, lo que permite compensar la recuperación elástica del material y facilita la producción de ángulos agudos y obtusos con gran precisión.
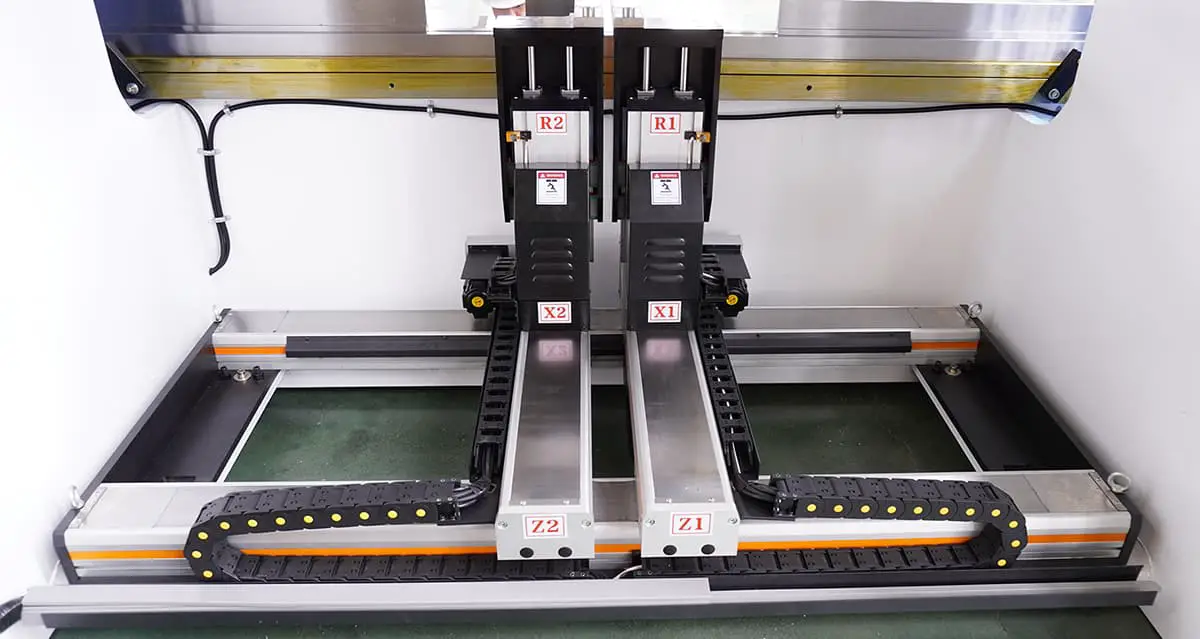
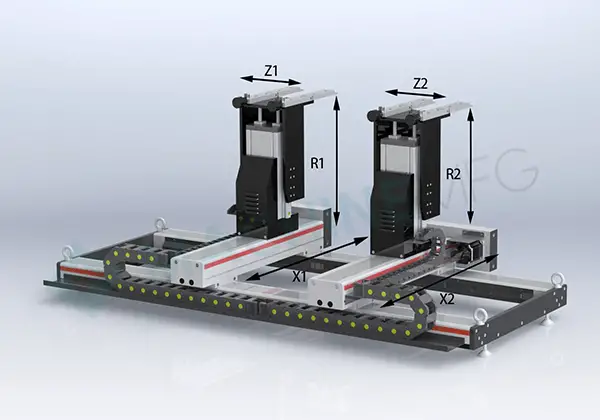
8+1 ejes: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V
Y1 - El eje Y1 controla el desplazamiento vertical del lado izquierdo de la matriz superior con respecto a la superficie de la pieza. Este eje controla con precisión la altura del lado izquierdo durante el ciclo de plegado, garantizando una distribución precisa y uniforme de la presión de conformado.
Y2 - El eje Y2 gestiona el movimiento vertical del lado derecho de la matriz superior en relación con la superficie de la pieza. Trabajando en tándem con Y1, este eje permite el movimiento sincronizado o diferencial de la matriz, crucial para crear curvas complejas o compensar la recuperación elástica del material.
X1 - El eje X1 controla el posicionamiento horizontal del lado izquierdo del tope trasero en relación con la matriz inferior. Este eje facilita la colocación precisa de la pieza de trabajo, lo que permite líneas de plegado exactas y repetibilidad en operaciones de conformado de varios pasos.
X2 - El eje X2 dirige el movimiento horizontal del lado derecho del tope trasero con respecto a la matriz inferior. Trabajando en conjunción con X1, permite ajustes independientes o sincronizados de la galga, esenciales para manipular piezas asimétricas o longitudes de pestaña variables.
R1 - El eje R1 gestiona el ajuste vertical de la galga trasera izquierda con respecto a la superficie inferior de la matriz. Este eje permite cambios dinámicos de altura, cruciales para secuencias de doblado múltiple y para adaptarse a diferentes grosores de material sin necesidad de reconfiguración.
R2 - El eje R2 controla el posicionamiento vertical de la galga trasera derecha en relación con la superficie inferior de la matriz. Como complemento de R1, permite ajustes independientes de la altura del calibre, vitales para crear perfiles complejos o compensar variaciones de material.
Z1 - El eje Z1 gobierna el movimiento lateral del lado izquierdo del tope trasero. Este eje facilita el posicionamiento preciso para anchuras de pieza variables y permite la creación de curvas cónicas o no lineales cuando se utiliza junto con Z2.
Z2 - El eje Z2 gestiona el movimiento lateral del lado derecho del tope trasero. Trabajando con Z1, permite realizar ajustes dinámicos de anchura, esenciales para manipular piezas con dimensiones variables o crear geometrías de plegado especializadas.
V - El eje V controla el posicionamiento vertical de la matriz inferior en relación con la superficie de trabajo. Este eje permite ajustar con precisión el ángulo de plegado, compensa el desgaste de la herramienta y facilita el cambio rápido de la matriz, lo que mejora la flexibilidad y la eficacia generales del proceso.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¡Atención a todos los entusiastas de la metalurgia! ¿Está cansado de adivinar el tonelaje adecuado para su prensa plegadora? No busques más. En esta entrada del blog, nos sumergiremos en el mundo de la...
Los operarios de prensas plegadoras desempeñan un papel crucial en la configuración del mundo que nos rodea, pero su trabajo no está exento de riesgos. En este artículo, analizaremos consejos de seguridad esenciales...
¿Se desgastan demasiado rápido sus herramientas de plegado? Este artículo se sumerge en las técnicas de reparación esenciales para prolongar la vida útil de sus herramientas, garantizando un rendimiento óptimo en su...
¿Se ha preguntado alguna vez cuál es el origen del término "prensa plegadora"? En esta cautivadora entrada de blog, nos embarcaremos en un fascinante viaje a través de la historia para descubrir las razones...
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
En el vasto mundo de la fabricación, hay una máquina que destaca: la prensa plegadora. Con su capacidad para doblar y dar forma al metal con precisión y potencia, se ha convertido en un...
¿Alguna vez se ha preguntado qué hace que una plegadora CNC funcione sin problemas? La respuesta está en el aceite hidráulico. Este fluido esencial garantiza un rendimiento óptimo y la longevidad de la máquina. Nuestro artículo...
Reparar correctamente el cilindro hidráulico de una prensa plegadora es crucial para mantener el rendimiento y la seguridad de la máquina. El cilindro hidráulico suele constar de un pistón, un manguito, un vástago y un tornillo.....
¿Alguna vez ha tenido problemas para ajustar la longitud correcta de la carrera de la plegadora? Muchos operarios lo hacen, a menudo recurriendo al método de ensayo y error. Este artículo desmitifica el proceso, proporcionando una fórmula clara para calcular...