Contaminación y soluciones para la lente del cabezal de corte por láser de fibra óptica
¿Cuáles son las causas de que fallen los cabezales de corte por láser y cómo se pueden evitar? Este artículo profundiza en los problemas comunes de contaminación que afectan a las lentes de los cabezales de corte por láser de fibra y ofrece soluciones prácticas para mantener un rendimiento óptimo. Aprenda a mejorar los métodos de instalación, a garantizar un sellado eficaz y a utilizar técnicas de mantenimiento adecuadas para prolongar la vida útil de su equipo. Descubra los pasos clave para evitar la contaminación de las lentes, reducir los costes de mantenimiento y aumentar la eficacia de su cabezal de corte. Siga leyendo para comprender las prácticas vitales que pueden mantener sus operaciones de corte por láser funcionando sin problemas.
En el mercado actual de máquinas de corte por láser de fibra, dominan dos series de cabezales de corte: el LightCutter (Figura 1) y el ProCutter (Figura 2), ambos fabricados por PRECITEC, una renombrada empresa alemana de ingeniería de precisión. Estos cabezales de corte son componentes críticos que influyen significativamente en el rendimiento, la eficiencia y la calidad de corte de los sistemas de corte por láser de fibra.
Figura 1 Cabezal de corte Lightcutter
Figura 2 Cabezal de corte Procutter
Estas dos series de cabezales de corte son adecuadas para potencia del láser dentro de las siguientes gamas: LightCutter≤2500W, ProCutter≤6000W.
2. Análisis del proceso de contaminación del cabezal de corte
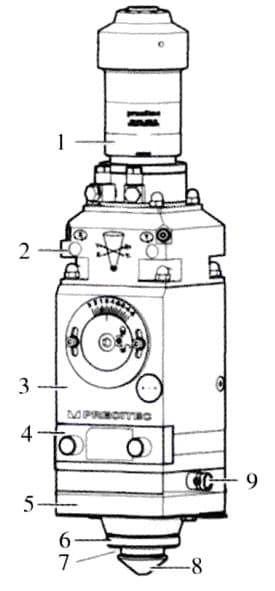
Como se muestra en la Figura 3, los componentes ópticos del interior del cabezal de corte constan de 2 espejos de colimación, 3 espejos de enfoque y 4 espejos de protección. La contaminación de estas lentes afecta directamente al proceso de corte de la máquina herramienta.
Basándose en ensayos de procesos a largo plazo y en un amplio análisis del uso por parte de los clientes, los principales factores que causan contaminación en el cabezal de corte son los siguientes:
①Método de instalación inadecuado del cabezal de fibra óptica.
②Efecto de sellado deficiente del cabezal de corte.
③Método inadecuado de sustitución de los espejos de protección.
④ Plazos irrazonables de control del tratamiento.
⑤Datos no científicos del proceso de corte.
⑥Uso de piezas vulnerables de calidad inferior para el cabezal de corte (espejos protectores, juntas tóricas, etc.).
⑦Funcionamiento y uso inadecuados por parte del cliente final.
⑧Incorrecto método de mantenimiento y reparación del cabezal de corte.
Figura 3. Composición de los componentes del cabezal de corte Composición de los componentes del cabezal de corte
1. Conector de fibra óptica
2. Módulo colimador que contiene dos espejos colimadores
3. Módulo de enfoque que contiene dos espejos de enfoque
4. Ventana protectora
5. Sensor
6. Tuerca de bloqueo cerámica
7. Anillo cerámico
8. Boquilla
9. Conector del cable coaxial (conector del cable transceptor)
3. Investigación sobre la prevención de la contaminación de los cabezales de corte
Aunque conseguir cabezales de corte absolutamente libres de contaminación es todo un reto, existen métodos que pueden emplearse para prolongar el tiempo entre episodios de contaminación y reducir la gravedad de ésta. Esto puede ayudar a aumentar la vida útil del cabezal de corte y reducir los costes de mantenimiento y reparación.
Para hacer frente a los factores enumerados anteriormente que contribuyen a la contaminación del cabezal de corte, se pueden tomar las medidas respectivas que se indican a continuación:
3.1 Mejora del método de instalación del cabezal de fibra óptica
Se puede mejorar el método de instalación asegurándose de que el cabezal de fibra óptica se inserta horizontalmente en el cabezal de corte y se bloquea de forma segura.
Es importante mantener un ambiente limpio durante el proceso de instalación, y si hay un número significativo de partículas en suspensión (polvo) en el área circundante, se recomienda realizar esta tarea antes de las 6:00 am, es decir, antes del inicio del turno de trabajo.
3.2 Mejora de la eficacia del sellado del cabezal de corte
Dado el nivel actual de fabricación mecánica, incluso con la tecnología alemana más avanzada, no es posible conseguir una estanqueidad absoluta para corte por láser cabezas. Durante el uso posterior, es inevitable que entre polvo y contamine las lentes.
La causa principal de este problema es el aumento de temperatura del cabezal de corte durante el proceso de corte (se puede conseguir un corte normal cuando la temperatura del cabezal de corte es <55°C).
Esto provoca un aumento de la presión interna, haciendo que algunos gases se liberen del cabezal de corte al entorno circundante.
Cuando el cabezal de corte deja de funcionar (después del turno de trabajo), la temperatura interna disminuye hasta la temperatura ambiente, lo que provoca que la presión interna sea inferior a la presión ambiente.
A continuación, los gases contaminados por el polvo procedentes del entorno serán arrastrados hacia el interior del cabezal de corte hasta que las presiones interna y externa alcancen el equilibrio, contaminando así el cabezal de corte.
Para resolver este problema, el planteamiento consiste en mantener una presión positiva (superior a la presión ambiente) en el interior del cabezal de corte para aislar la entrada de gases polvorientos del entorno.
Se pueden emplear los siguientes métodos de mejora:
①Suministre continuamente gas limpio, seco y sin aceite al cabezal de corte. (Se recomienda nitrógeno, con una presión de 0,15 bar ≤ P < 0,3 bar).
②Instalar un sistema de respiración para mantener una presión positiva dentro del cabezal de corte en todo momento.
3.3 Sustitución correcta de la lente protectora
Al sustituir la lente protectora, es necesario hacerlo rápidamente. Al mismo tiempo que retira la caja de la ventana de la lente protectora (Figura 3), selle inmediatamente la ventana del cabezal de corte con cinta adhesiva (sellando la abertura de instalación de la caja de la ventana de la lente protectora).
Además, hay que asegurarse de que ningún objeto sucio entre en contacto con la lente de protección, y los operadores deben abstenerse de hablar (para evitar que la saliva salpique la lente de protección).
3.4 Diseño racional de los tiempos de control de la máquina herramienta
La velocidad de propagación de la luz es superior a la velocidad de transmisión del gas. Al cortar o perforar, puede producirse un retraso en el gas de corte, lo que hace que el láser inicie el procesamiento antes de que el gas de corte alcance la presión o el caudal necesarios, lo que provoca la contaminación de la lente protectora.
Se pueden aplicar los siguientes métodos de mejora:
1. Modificar la sincronización de la emisión láser y la liberación de gas (gas de corte) ordenando la liberación de gas, la espera de un cierto período (espera de gas), la emisión láser y, a continuación, el procesamiento.
2. Mantener una determinada presión de aire (gas protector) durante todo el proceso de transformación.
La secuencia de tratamiento debe ser la siguiente: ordenar la liberación del gas protector, preprocesar el chapa metálica (leer los datos de procesamiento y definir el origen), ordenar la liberación del gas de punción, ordenar la liberación del láser de punción, ordenar la liberación del gas de corte, ordenar la liberación del láser de corte (contorno de corte), completar el corte del contorno, posicionarse rápidamente al siguiente contorno, ordenar la liberación del gas de punción, ordenar la liberación del láser de punción, ordenar la liberación del gas de corte, ordenar la liberación del láser de corte (contorno de corte), completar el corte del contorno, repetir el ciclo, finalizar el proceso de corte, apagar el gas de protección y finalizar el programa.
3.5 Datos del proceso de corte racional
El uso de datos racionales del proceso de corte ayuda a prevenir la aparición de contaminación en el cabezal de corte debido a un corte anormal.
3.6 Utilización de consumibles cualificados
El uso de consumibles cualificados, como lentes protectoras y juntas tóricas, contribuye a la estanqueidad del cabezal de corte.
3.7 Procedimientos operativos correctos
Siga las instrucciones facilitadas por el proveedor del equipo para manejar y utilizar correctamente la máquina herramienta.
3.8 Métodos de mantenimiento adecuados
Asegúrese de que el cabezal de corte esté limpio y seco, y realice una limpieza diaria.
4. Conclusión
Mediante la aplicación de los métodos de prevención de la contaminación antes mencionados, se mejora significativamente la contaminación de las lentes ópticas en el interior del cabezal de corte de fibra.
La aplicación práctica ha demostrado que, con un mantenimiento regular y una atención minuciosa a los detalles, se pueden evitar los frecuentes fallos de corte de las piezas, lo que prolonga la vida útil de las lentes y mejora la eficacia de producción del equipo.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
El corte por láser revolucionó la fabricación, pero incluso las máquinas más avanzadas tienen problemas. En esta entrada del blog, nos sumergimos en los problemas comunes a los que se enfrentan las máquinas de corte por láser de placas y proporcionamos paso a paso...
¿Ha notado alguna vez manchas negras en su lente de corte o soldadura láser? Estas manchas pueden perturbar gravemente las operaciones, afectando a la calidad y precisión de su trabajo. En este artículo,...
¿Alguna vez se ha preguntado por qué la chapa cortada con láser a veces no alcanza la perfección? Este artículo aborda problemas comunes del corte por láser, como rebabas en las piezas y cortes incompletos, y ofrece soluciones prácticas. Por...
¿Alguna vez ha tenido problemas para elegir la boquilla de corte por láser adecuada para su proyecto? Seleccionar la boquilla óptima es crucial para lograr cortes limpios y precisos y maximizar la eficiencia. En este...
¿Se ha preguntado alguna vez cómo funciona una máquina de corte por láser? En esta entrada del blog, nos adentraremos en el funcionamiento interno de estas máquinas de alta precisión que han revolucionado...
¿Alguna vez se ha preguntado cómo un láser puede cortar el metal como un cuchillo caliente la mantequilla? En este fascinante artículo, exploraremos la ciencia que hay detrás de la tecnología de corte por láser de fibra....
¿Siente curiosidad por conocer las posibilidades del corte por láser? En esta completa guía, nos sumergiremos en el mundo de las velocidades y espesores de corte por láser para diversos metales. Nuestro ingeniero mecánico experto...
¿Alguna vez se ha preguntado cómo se consigue la precisión en el corte por láser? Este artículo explora los factores cruciales que influyen en la calidad del corte por láser, como el estado de la boquilla, la posición del foco y la presión del gas auxiliar. Por...
¿Alguna vez se ha preguntado por qué una simple lente puede ser decisiva en una operación de corte por láser? Este artículo revela el papel fundamental de las lentes protectoras de alta calidad en los cabezales de corte por láser. Aprenderá...