1. Preámbulo
Los conos se utilizan mucho en el ajuste y ensamblaje mecánicos. Cuando un diseñador especifica el tamaño cónico de un orificio interior y requiere el mecanizado de un cono exterior para igualarlo, la tarea puede resultar complicada para los operarios, ya que la conicidad del cono exterior es difícil de controlar y medir.
En Panzhihua Iron and Steel Co., Ltd., la zona principal de la planta está equipada con equipos de mecanizado C6120 y CA6140. Al tornear un cono con una pequeña placa deslizante, la precisión mínima de desviación del torno es de 1 grado, lo que dificulta el cumplimiento de los requisitos de alta precisión para el mecanizado del cono exterior.
Para cumplir los requisitos de adaptación, se utilizan otros instrumentos de medición para controlar la conicidad del cono mediante un método de medición relativa.
2. Giro manual de la pequeña placa deslizante cónica corta
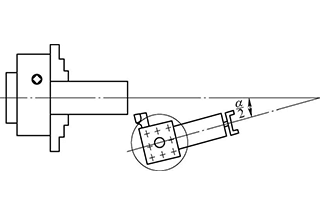
Las piezas mostradas en la Fig. 1 se componen principalmente de cono e hilo.
Fig. 1 Partes
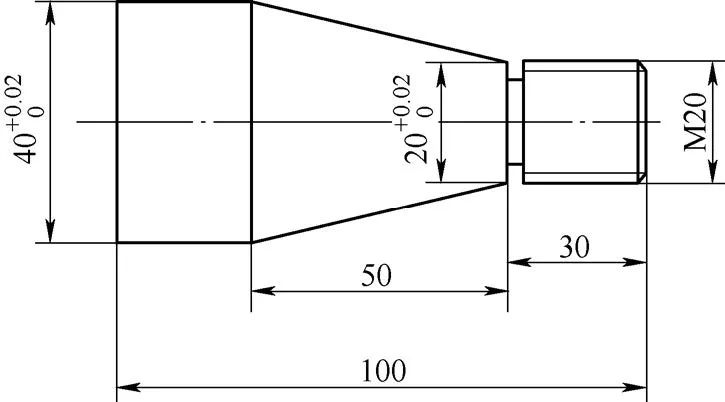
Las dimensiones del cono se representan en la figura 2, y consisten principalmente en:
Fig. 2 Dimensiones principales de la parte cónica
- Ángulo del cono α, que es el ángulo entre dos líneas radiales.
- Semiangulo de cono α/2, que es el ángulo de rotación de la placa deslizante más pequeña durante el giro.
- Diámetro final máximo D, comúnmente denominado diámetro final grande.
- Diámetro final mínimo d, comúnmente denominado diámetro final pequeño.
- Longitud del cono L, que es la distancia entre el diámetro del extremo grande y el diámetro del extremo pequeño a lo largo del eje.
Al girar un cono, el ángulo de rotación de la placa deslizante más pequeña es α/2, como se representa en la figura 3.
Fig. 3 Diagrama esquemático del ángulo de rotación de la placa deslizante pequeña
El ángulo de rotación de la placa deslizante más pequeña, α/2, puede calcularse mediante la relación de funciones trigonométricas: tan(α/2) = (D - d)/(2L) = (40 - 20)/(2 x 50) = 0,2, lo que da como resultado α/2 = 11°20′.
El ángulo de rotación de la placa deslizante más pequeña es de 11°20′, y su ángulo de rotación se divide en incrementos de 1°, sin subdivisión en 20′. La medición del ángulo con una regla angular universal es un proceso que requiere mucho tiempo y trabajo, y además da como resultado un ángulo cónico inexacto. Esto conduce a una baja precisión de la pieza de trabajo, lo que dificulta el cumplimiento de los requisitos de coincidencia.
Para abordar esta cuestión, se analizó el triángulo sombreado de la derecha de la figura 2 (véase la figura 4).
Fig. 4 Triángulo rectángulo sombreado
Durante el giro del cono, la trayectoria de desplazamiento de la herramienta de torneado va del punto C al punto B. La longitud de este recorrido puede calcularse mediante el teorema de Pitágoras (véase la figura 5).
Fig. 5 Longitud de herramienta de torneado recorrido de desplazamiento
Durante el torneado, la posición de la punta de la herramienta con respecto a los puntos B y C puede ajustarse mediante el dial de la pequeña placa deslizante.
Cuando la herramienta se desplaza una distancia de 50,99 mm, la distancia entre la punta de la herramienta y el eje del torno debe medir 10 mm, lo que indica que el ángulo cónico del torneado es correcto. Si no es así, el ángulo de giro de la pequeña placa deslizante es incorrecto.
Se recomienda simular el proceso de mecanizado antes del mecanizado real de un cono.
Para determinar si el ángulo de rotación de la placa deslizante pequeña es correcto, ajuste primero la placa deslizante pequeña para que la herramienta se mueva una distancia de 50,99 mm y, a continuación, utilice una herramienta de medición para comprobar si la distancia entre la punta de la herramienta y el eje del torno es de 10 mm.
Este proceso puede repetirse hasta conseguir el ángulo correcto del cono. Los pasos se ilustran en la figura 6.
Fig. 6 Diagrama esquemático del método de funcionamiento específico
(1) Comience girando una sección del círculo exterior. En rugosidad superficial debe tener un valor bajo y no debe haber conicidad a lo largo de la longitud del cilindro.
Para asegurarse de la ausencia de conicidad, mida los dos extremos del cilindro con un micrómetro y compare las dimensiones. Si son iguales, significa que el cilindro no tiene conicidad.
(2) Calcula el desplazamiento del reloj comparador y determina la longitud lateral BC mediante el teorema de Pitágoras, que es la distancia exacta que debe recorrer la pequeña placa deslizante cuando el carro es cónico (BC = 50,99 mm).
(3) Gire la placa deslizante pequeña en sentido antihorario hasta 11° a 12°, fíjela con un tornillo y, a continuación, fije la base del reloj comparador en el portaherramientas de la placa deslizante pequeña. Empuje el contacto del reloj comparador sobre el círculo exterior (véase la fig. 6).
(4) Alinee la placa deslizante pequeña con la posición cero y apunte el reloj comparador a la posición de escala de 10 mm. Mueva la placa deslizante pequeña hacia delante, y el contacto del indicador de cuadrante se extenderá gradualmente.
Si la placa deslizante pequeña se desplaza 50,99 mm y el reloj comparador se desplaza menos de 10 mm, indica que el cono es pequeño. En este caso, afloje el tornillo de bloqueo para aumentar la conicidad.
Si la placa deslizante pequeña se desplaza 50,99 mm y el reloj comparador se desplaza más de 10 mm, indica que el cono es grande. Reduzca la conicidad en este caso.
Si la pequeña placa deslizante se desplaza 50,99 mm y el reloj comparador se desplaza 10 mm, significa que el cono es correcto y se puede proceder al torneado.
Las precauciones durante el ajuste son las siguientes:
(1) Es importante tener en cuenta que el círculo exterior utilizado para determinar la conicidad no debe tener conicidad en sí mismo, ya que esto dará lugar a mediciones inexactas.
Si el círculo exterior torneado tiene una conicidad, alinéelo presionando el reloj comparador contra el manguito del contrapunto.
(2) Para garantizar lecturas precisas, asegúrese de que la base magnética del reloj comparador está bien sujeta y de que el tornillo de la biela del bastidor del reloj comparador está apretado sin holguras.
(3) La varilla de medición del reloj comparador debe estar perpendicular al eje del círculo exterior. Si es necesario, utilice una escuadra pequeña para corregir la perpendicularidady coloque el contacto del reloj comparador lo más cerca posible del eje del círculo exterior.
(4) Se recomienda utilizar el mayor recorrido de medición posible del reloj comparador. Aunque lo habitual es un recorrido de 10 mm, también puede prepararse un recorrido de 30 a 50 mm si es necesario.
(5) Este método también puede aplicarse al mecanizado de un cono interior.
3. Torneado automático a pie de la herramienta de la silla cónica larga
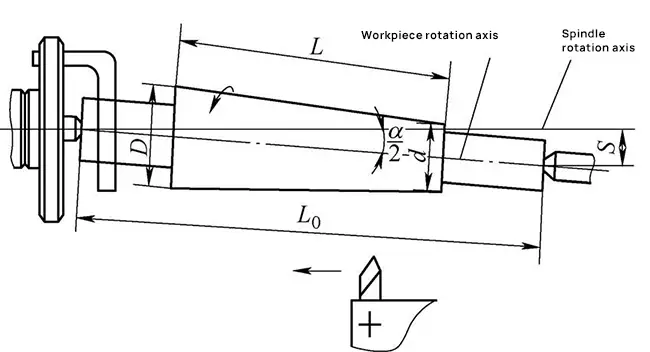
Como se muestra en la Fig. 7, el cono de torneado de la alimentación automática de herramientas de la silla de montar se consigue utilizando el método de contrapunto desplazado.
Fig. 7 Conicidad de torneado de la alimentación automática de la herramienta del sillín
Desplazando lateralmente el contrapunto del torno una cierta distancia s, el eje de rotación de la pieza se cruza con el eje del husillo del torno, creando un ángulo incluido igual a la mitad del ángulo de la conicidad de la pieza α/2.
El avance de la bancada paralelo al eje principal produce una conicidad en la pieza.
Este método es adecuado para piezas con una conicidad pequeña (menos de 3°) y una longitud larga.
3.1 Cálculo del desplazamiento del contrapunto s
Desplazamiento del contrapunto S ≈ L0tan( α/ 2) = L0 (D-d) / (2L) o S = CL0 / 2, donde,
- S es el desplazamiento del contrapunto (mm);
- D es el diámetro máximo del cono (mm);
- D es el diámetro mínimo del cono (mm);
- L es la longitud del cono (mm);
- L0 es la longitud total de la pieza (mm);
- C es conicidad.
Por ejemplo, al mecanizar una pieza cónica cilíndrica entre dos centros, con las dimensiones dadas: D = 80mm, d = 76mm, L = 600mm, y L0 = 1000mm, el desplazamiento del contrapunto (S) se puede calcular de la siguiente manera:
S = L0 × (D - d) / (2 × L) = 1000 × (80 - 76) / (2 × 600) = 3,3 mm.
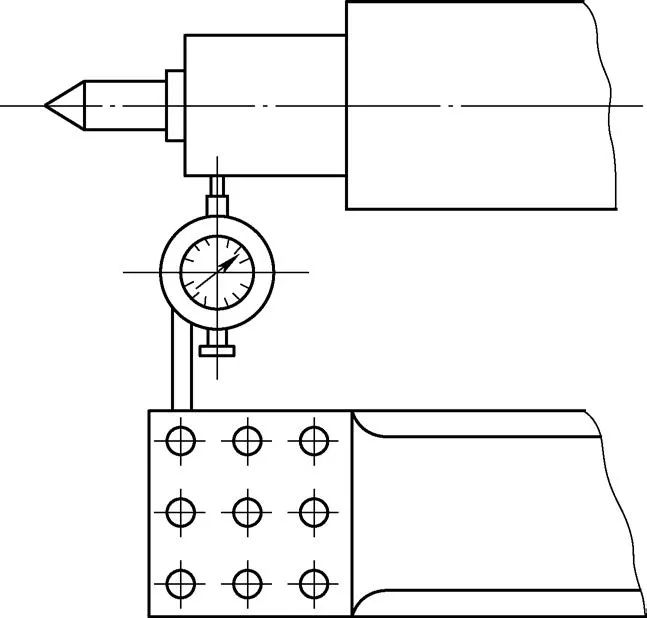
3.2 Offset medida del contrapunto
Debe instalarse un reloj comparador en el portaherramientas para medir el desplazamiento del contrapunto, como se muestra en la Fig. 8.
Figura 8 Medición del desplazamiento del contrapunto
3.3 Tpasos de giro
La alimentación automática de herramientas de la bancada se utiliza para mecanizar una pieza cónica. La pieza de trabajo se sujeta como se muestra en la Fig. 9. El torneado basto del cono exterior se muestra en la Fig. 10, y el torneado fino del cono exterior se muestra en la Fig. 11.
Fig. 9 Sujeción de la pieza
Fig. 10 Cono exterior rugoso
Fig. 11 Terminar de girar el cono exterior
3.4 Características del cono exterior de torneado con alimentación automática de la herramienta de la bancada
- Este método es adecuado para el mecanizado de piezas cónicas exteriores con una conicidad pequeña (inferior a 3°) y un cono largo. Sin embargo, no puede utilizarse para piezas con una gran conicidad debido a las limitaciones del desplazamiento del contrapunto.
- Al alimentar la bancada longitudinalmente de forma automática, se reduce la rugosidad superficial (Ra) y se mejora la calidad superficial de la pieza.
- La punta de la pieza de trabajo puede quedar torcida en el orificio central, lo que provoca un desgaste desigual y un contacto deficiente.
- La pieza se sujeta con dobles ápices, y la pinza de corazón de pollo transmite la fuerza, lo que hace imposible mecanizar tanto el cono interior como el cono exterior total.
4. Conclusión
Los dos métodos de mecanizado de un cono descritos anteriormente utilizan relaciones de funciones trigonométricas para el cálculo de datos y, a continuación, ajustan el ángulo medio del cono indirectamente a través del reloj comparador, lo que da como resultado el mecanizado del cono exterior y una mayor precisión del ángulo medio del cono de la pieza.
Estos métodos tienen importancia práctica en el mecanizado de conos exteriores con máquinas herramienta estándar.