Prevenga 6 defectos comunes de los moldes con estos consejos
¿Se ha preguntado alguna vez por qué aparecen pequeños agujeros y grietas en las piezas de fundición de metal? Este artículo explora defectos de fundición comunes como estomas, contracción y agujeros de escoria, revelando sus causas y métodos de prevención. Obtendrá información valiosa para crear piezas de fundición impecables y mejorar su proceso de fabricación.
Los estomas son orificios que existen en la superficie o en el interior y tienen forma redonda, ovalada o irregular.
A veces, varios poros forman una bolsa de aire, que suele tener forma de pera y estar situada bajo la superficie.
Los avellanadores tienen una forma irregular y una superficie rugosa.
En la superficie de la pieza fundida hay bolsas de aire y la superficie es relativamente lisa.
La aparición de agujeros abiertos puede observarse fácilmente, mientras que los agujeros de aire subcutáneos sólo pueden detectarse tras el mecanizado.
Motivos de la formación:
El molde temperatura de precalentamiento es demasiado bajo, lo que hace que el metal líquido se enfríe rápidamente al pasar por el sistema de vertido.
Mal diseño del escape del molde, lo que impide la descarga suave del gas.
Recubrimiento inadecuado, gases de escape pobres o incluso volatilización o descomposición de los gases.
Los agujeros y picaduras en la superficie de la cavidad del molde pueden hacer que el gas de estas zonas se expanda rápidamente y comprima el metal líquido, formando avellanados.
Óxido superficial en la cavidad del molde y la falta de limpieza de la misma.
Almacenamiento y precalentamiento inadecuados de las materias primas (machos de arena).
Uso insuficiente o inadecuado de desoxidantes.
Métodos de prevención:
El molde debe precalentarse a fondo, y el tamaño de las partículas del revestimiento (grafito) debe ser adecuado y tener una buena permeabilidad al aire.
Utilice el vertido inclinado.
Las materias primas deben almacenarse en un lugar bien ventilado y seco y precalentarse antes de su uso.
La temperatura de vertido no debe ser demasiado alta.
Contracción
Features:
La cavidad de contracción es un tipo de agujero superficial rugoso que puede encontrarse en la superficie o dentro de una pieza fundida.
La contracción leve se refiere a muchas pequeñas contracciones dispersas, también conocidas como porosidad por contracción.
Los granos alrededor de la contracción o porosidad de contracción son gruesos.
Suele aparecer cerca del patín en la colada, la base de la contrahuella, zonas gruesas, grosores de pared y grandes espesores planos.
Razones para Formación:
El control de la temperatura de trabajo del molde no cumple los requisitos de la solidificación direccional.
Selección inadecuada del revestimiento, control deficiente del espesor del revestimiento en las distintas piezas.
La posición de la pieza fundida en el molde no está bien diseñada.
El diseño del elevador de vertido no consigue el efecto de la suplementación completa.
La temperatura de vertido es demasiado baja o demasiado alta.
Ajustar el grosor de la capa de revestimiento, pulverizar el revestimiento uniformemente.Cuando se despega la pintura y se vuelve a aplicar, no se pueden formar acumulaciones locales de pintura.
Calentar localmente el molde o utilizar aislamiento local para el aislamiento térmico.
Bloques de cobre incrustados en la sección caliente para enfriar la pieza.
Diseñar aletas de refrigeración en el molde, o acelerar la velocidad de enfriamiento en zonas locales mediante agua, etc., o rociar agua fuera del molde.
Utilice bloques enfriadores desmontables, que se colocan sucesivamente en la cavidad, para evitar una refrigeración insuficiente de los propios bloques enfriadores durante la producción continua.
Se ha diseñado un dispositivo de presión en el elevador del molde.
El diseño del sistema de vertido debe ser preciso, y debe seleccionarse la temperatura de vertido adecuada.
Agujero de escoria (escoria fundente o escoria de óxido metálico)
Características:
Los agujeros de escoria son agujeros visibles u oscuros en las piezas fundidas. Están parcial o totalmente llenos de escoria y tienen una forma irregular. Puede ser difícil encontrar la inclusión de escoria en fundiciones pequeñas y con forma de puntos.
Una vez eliminada la escoria, quedan al descubierto unos agujeros lisos. Suelen encontrarse en la parte inferior de la posición de vertido, cerca del canal interior o en las esquinas muertas de la pieza fundida.
La escoria de óxido se localiza principalmente cerca del canal interior, en la superficie de la colada, en forma de red. A veces puede aparecer escamosa, arrugada o en forma de nubes irregulares o intercalaciones escamosas. También puede existir dentro de la colada en forma de flóculos.
Cuando se rompe, la capa intermedia suele ser el punto de fractura, y el óxido es una fuente de grietas en la fundición.
Motivos de la formación:
Los agujeros de escoria están causados principalmente por el proceso de fusión de la aleación y el proceso de vertido, incluido el diseño incorrecto del sistema de vertido. El molde en sí no provoca agujeros de escoria, y el uso de moldes metálicos es un método eficaz para evitarlos.
Prevención Metodologías:
El sistema de vertido está correctamente configurado o se utiliza un filtro de fibra fundida.
Adopta el método de vertido inclinado.
Seleccionar el fundente y controlar estrictamente la calidad.
El aspecto de las grietas puede ser de líneas rectas o irregulares.
La superficie de una grieta caliente presenta una fuerte oxidación que da lugar a un color gris oscuro o negro sin brillo metálico.
La superficie de una grieta fría tiene un brillo limpio y metálico.
Las grietas externas de las piezas de fundición suelen ser visibles, mientras que las grietas internas pueden requerir otros métodos para detectarlas.
Las grietas suelen estar relacionadas con defectos como la contracción y la inclusión de escoria.
Suelen producirse en las esquinas afiladas de la pieza fundida, donde se juntan las secciones gruesas y finas, y en la zona de unión en caliente, donde el tubo ascendente de colada se conecta a la pieza fundida.
Motivos de la formación:
Las grietas son comunes en la fundición de moldes de metal porque el molde de metal no tiene tolerancia y tiene una velocidad de enfriamiento rápida, lo que aumenta el tensión interna de la fundición.
Factores como abrir el molde demasiado pronto o demasiado tarde, tener un ángulo de colada pequeño o grande, tener una capa de recubrimiento fina e incluso la propia cavidad del molde pueden provocar grietas en la colada.
Métodos de prevención:
Debe prestarse atención a la artesanía de la estructura de fundición, para que el grosor desigual de la fundición tenga una transición uniforme, y se utilice el tamaño de filete adecuado.
Ajustar el espesor del revestimiento para que cada parte de la colada alcance la velocidad de enfriamiento requerida en la medida de lo posible para evitar la formación de demasiada tensión interna.
Preste atención a la temperatura de trabajo del molde metálico, ajuste la inclinación del molde y tire oportunamente del núcleo para agrietarlo, saque la pieza fundida y enfríela lentamente.
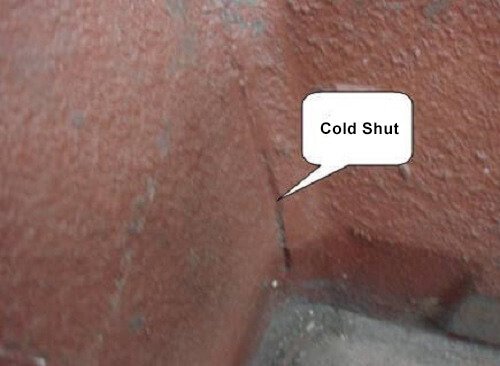
Cold Shut (Fusión deficiente)
Features:
Un cierre en frío es un tipo de costura o superficie abierta con bordes redondeados.
El centro está dividido por escamas de óxido y no está totalmente fundido.
Cuando el cierre frío es severo, puede convertirse en un "encapotamiento".
Los cierres fríos suelen encontrarse en la pared superior de las piezas fundidas, en planos horizontales o verticales delgados, en la unión de paredes gruesas y delgadas o en placas auxiliares delgadas.
Razones para Formacións:
El diseño del escape del molde metálico no es razonable.
La temperatura de trabajo es demasiado baja.
Mala calidad de la pintura (artificial, material).
Posición incorrecta del corredor.
5.La velocidad de vertido es demasiado lenta.
Prevención Metodologías:
Diseñar correctamente el canal y el sistema de escape.
En el caso de piezas moldeadas de pared fina y gran superficie, el revestimiento no debe ser demasiado fino. Un engrosamiento adecuado de la capa de revestimiento favorece el moldeo.
Aumentar adecuadamente la temperatura de trabajo del molde.
Un tracoma es un tipo de orificio irregular que se forma en la superficie o en el interior de una pieza moldeada, y su forma se corresponde con la de los granos de arena. Cuando se retira el molde, los granos de arena que se han incrustado en la superficie de la pieza fundida son visibles, y pueden extraerse. Si existen varios tracomas al mismo tiempo, la superficie del molde adquiere un aspecto de piel de naranja.
Razones para Formación:
Los agujeros se forman porque las partículas de arena que caen sobre la superficie del núcleo de arena están rodeadas por el líquido de cobre y la superficie de colada.
La resistencia superficial del núcleo de arena no es buena, y está quemado o no completamente curado.
El tamaño del núcleo de arena no coincide con el del molde exterior. El núcleo de arena se aplasta al cerrar el molde.
El molde se sumerge en agua de grafito contaminada con arena.
La arena desprendida por la cuchara y el núcleo de arena en el canal se lava en la cavidad con agua de cobre.
Prevención Metodologías:
El núcleo de arena se fabrica siguiendo estrictamente el proceso y no olvide comprobar la calidad.
El tamaño del núcleo de arena coincide con el tamaño del molde exterior.
Limpie la tinta a tiempo.
Evitar la fricción entre el cazo y el núcleo de arena.
Sople la arena de la cavidad del molde al bajar el núcleo de arena.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Ha pensado alguna vez cuánto cuesta el óxido a nuestra economía cada año? Este artículo explora el asombroso impacto de la corrosión del metal y presenta varios tipos de aceites antioxidantes que protegen...
¿Se ha preguntado alguna vez si una simple arandela elástica puede evitar realmente que se aflojen los tornillos? Este artículo explora la mecánica y la eficacia de las arandelas elásticas, revelando sus limitaciones y...
¿Se ha preguntado alguna vez qué hace que los cilindros hidráulicos funcionen sin problemas y sin fugas? El secreto reside en los tipos de juntas que se utilizan en ellos. Este artículo se sumerge en seis tipos esenciales...
¿Se ha preguntado alguna vez por qué fallan a menudo los husillos de bolas, cruciales en las máquinas herramienta? Este artículo profundiza en la importancia de un mantenimiento adecuado para evitar estos fallos. Explica cómo el desgaste...
Las grietas durante el rectificado de engranajes pueden ser un problema costoso, pero entender sus causas y soluciones puede ahorrar tiempo y dinero. Este artículo explora por qué se producen estas grietas, como...
¿Por qué fallan algunos engranajes a pesar de una fabricación precisa? Este artículo se sumerge en los defectos comunes de la cementación de engranajes, explorando temas como la sobrecarburación, el endurecimiento superficial y la cementación desigual. Aprenderá...
¿Cómo puede evitar que sus moldes se agrieten durante el tratamiento térmico? Este artículo se sumerge en el intrincado proceso del tratamiento térmico de moldes y describe los defectos más comunes, como...
¿Alguna vez ha tenido problemas para navegar por SolidWorks de forma eficaz? Este artículo desvela trucos y consejos esenciales para agilizar el flujo de trabajo y mejorar el proceso de diseño. Desde dominar los atajos de teclado hasta optimizar...
¿Por qué se aflojan los tornillos y cómo puede evitarlo la precarga? Desde un apriete insuficiente y las vibraciones hasta la fluencia de las juntas y la dilatación térmica, las razones son diversas pero críticas. Este artículo profundiza...