Explicación del proceso de deformación en el plegado de chapa metálica
¿Qué hace que una chapa plana se transforme en formas complejas con precisión y exactitud? La respuesta está en el intrincado proceso de deformación del plegado de chapas metálicas. Este artículo se adentra en la mecánica del doblado de chapas metálicas para darles diversas formas, como la V o la U. Al comprender las etapas del plegado, desde el elástico hasta el plástico puro, conocerá mejor las fuerzas en juego y las características de los distintos métodos de plegado. Siga leyendo para descubrir cómo estos procesos garantizan la creación de componentes metálicos precisos y fiables.
El proceso de transformar chapas en bruto u otros perfiles en bruto en piezas de chapa con ángulos, curvaturas y formas específicas mediante el doblado se conoce como doblado de chapas (como doblar chapas en piezas en forma de V, piezas en forma de U y piezas en forma de S, etc.).
La operación de plegado es un proceso de deformación, ampliamente utilizado en la producción de estampación. Hay muchos métodos y equipos generales/especiales utilizados para el curvado, incluyendo el curvado de prensa, el curvado de rodillo, el curvado de estirado, el curvado de envoltura y el curvado de rodillo.
Aunque los equipos y herramientas utilizados en las distintas plegado de chapa Aunque los métodos difieren, sus procesos de deformación, características y propiedades son esencialmente los mismos y comparten ciertos puntos en común.
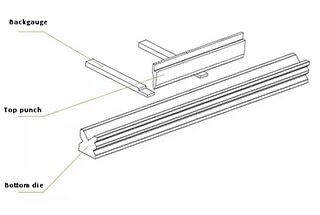
El proceso de utilizar moldes de plegado en una prensa para dar forma a chapas o perfiles se conoce como plegado de prensa. El plegado a presión es el método más utilizado para chapa metálica curvado de moldes, el tema principal de este artículo.
Breve descripción del proceso de deformación por plegado en prensas de chapa metálica
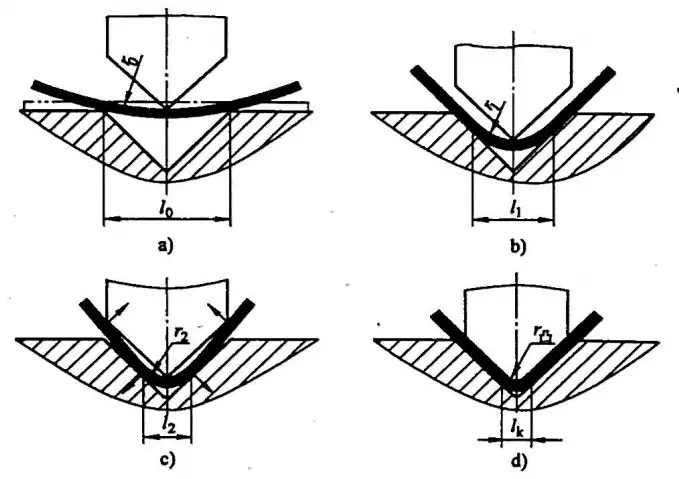
La figura 2-1 ilustra el esquema del proceso de deformación por curvado de corrección de la chapa en el molde de curvado en V.
Como se muestra en el diagrama del proceso de plegado en prensa, la chapa se dobla libremente en la fase inicial del plegado (véase la Figura 2-1a); a medida que la punzonadoras hacia abajo, el borde recto de la chapa se aprieta gradualmente contra la superficie de trabajo de la matriz en forma de V, y el radio de curvatura r0 se convierte en r1 (véase la figura 2-1b);
A medida que el punzón desciende, el área de curvatura de la chapa disminuye gradualmente hasta que la chapa entra en contacto con el punzón en tres puntos, momento en el que el radio de curvatura pasa de r1 a r2A continuación, la parte recta de la chapa se dobla en la dirección opuesta a la anterior y, cuando finaliza la carrera, el punzón y la matriz corrigen la chapa, haciendo que las esquinas redondeadas y los bordes rectos de la chapa se aprieten completamente contra el punzón (véase la Figura 2-1d), dando como resultado la pieza deseada.
La figura 2-1 representa el esquema de la corrección de la deformación por flexión en chapa metálica dentro de un molde de doblado en forma de V.
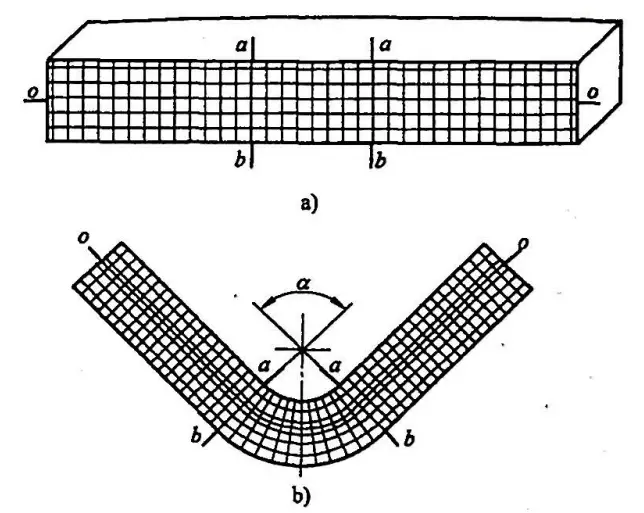
Como se muestra en la Figura 2-2, se ilustra la rejilla de deformación de la vista lateral de la chapa metálica antes y después del doblado. Observando la Figura 2-2, es evidente que en la parte plana de la chapa metálica, la rejilla mantiene su estado previo al doblado, con cambios significativos sólo dentro del rango de la parte central. ángulo de flexión α.
Esto indica que la deformación por flexión se produce principalmente en la zona del ángulo de flexión central α de la pieza. Antes de la flexión, las fibras aa'=bb'. Después de la flexión, las fibras longitudinales exteriores bb' se estiran (bb>bb'), y las fibras longitudinales internas aa se comprimen y acortan (aa'<aa').
Desde las superficies interior y exterior hacia el centro de la pieza, cada capa de fibras disminuye gradualmente en extensión de acortamiento o alargamiento. Entre las dos zonas de deformación de acortamiento o alargamiento, debe haber una capa de fibras cuya longitud permanezca invariable, denominada capa neutra de la pieza.
Figura 2-2. Cuadrícula de deformación de la vista lateral de la chapa antes y después del plegado
a) Rejilla antes de doblar
b) Deformación de la rejilla tras la flexión
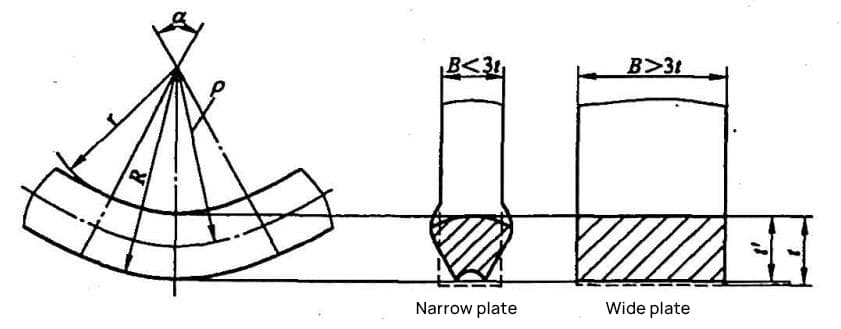
La figura 2-3 ilustra la deformación transversal en la zona de flexión de la chapa. Como se observa en las figuras 2-2 y 2-3, dentro de la zona de deformación por flexión, la chapa metálica se adelgaza, es decir, el espesor 't' se adelgaza hasta 't", donde 't" es igual a 'ηt' (η es el coeficiente de adelgazamiento).
Figura 2-3 Esquema de la deformación transversal en la zona de flexión de la chapa
La sección transversal de la chapa sufre una deformación. El área dentro de la capa neutra se ensancha transversalmente debido al acortamiento de las fibras longitudinales, mientras que el área fuera de la capa neutra se contrae transversalmente debido al alargamiento de las fibras longitudinales.
Esta deformación de la sección transversal de la chapa doblada es más pronunciada cuando se dobla una chapa estrecha (B3t), la sección transversal permanece esencialmente inalterada, es decir, la anchura de la chapa no cambia. Generalmente se considera que el coeficiente de anchura β=B'/B=1, donde B es la anchura de la chapa, y B' es la anchura después del plegado. Para analizar con más detalle los fenómenos de flexión, el proceso de deformación por flexión de la chapa se analiza en tres etapas.
1. Etapa de flexión elástica
Cuando la chapa empieza a doblarse, el radio de curvatura es máximo. La tensión en todas las capas de fibras a lo largo del espesor de la chapa no ha alcanzado el límite elástico, y la distribución de tensiones es la siguiente Ley de Hooke linealmente. La chapa se encuentra en un estado de deformación elástica, fase denominada de deformación elástica.
2. Etapa de flexión elastoplástica
A medida que la chapa se dobla más, el radio de curvatura disminuye gradualmente y las fibras de ambos lados de la chapa empiezan a ceder y entran en la zona plástica. En este punto, se forman dos regiones de deformación elástica y deformación plástica en la dirección del espesor de la chapa. A medida que aumenta el grado de flexión, la región elástica central disminuirá gradualmente y las regiones plásticas de ambos lados se expandirán gradualmente. Esta etapa de flexión se denomina etapa de deformación elastoplástica.
3. Etapa de plegado de plástico puro
Si el grado de flexión de la chapa sigue aumentando, lo que corresponde a un radio de flexión muy pequeño, la región elástica próxima a la capa neutra se reduce hasta un grado insignificante. Cabe suponer que todo el espesor de la chapa se encuentra dentro de la zona plástica, por lo que denominamos a esta etapa de flexión plástica pura.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
¿Alguna vez se ha preguntado por qué sus dobleces de metal no siempre son perfectos? El secreto está en el coronado de la prensa plegadora, una técnica que garantiza la precisión y la calidad en la fabricación de metal. Este artículo le revelará...
¿Alguna vez ha tenido problemas para conseguir curvados perfectos en chapa metálica? Este artículo se sumerge en consejos y trucos esenciales para dominar el plegado de chapa metálica, abarcando desde la secuenciación del proceso hasta el análisis de la plegabilidad....
¿Por qué se deforman los cilindros de las plegadoras CNC y se producen costosos retrasos en la producción? En este artículo se analizan las causas habituales de la deformación de los cilindros de las plegadoras CNC, desde el uso prolongado...
¿Alguna vez se ha preguntado cómo se fabrican esas elegantes estructuras curvas de aluminio? Este artículo se sumerge en el intrincado proceso del curvado de perfiles de aluminio. Desde la comprensión de las características de...
¿Se ha preguntado alguna vez cómo se doblan las piezas metálicas para darles distintas formas? En este fascinante artículo, nos adentraremos en el arte y la ciencia del doblado en la estampación metálica. Nuestro experto...
¿Ha pensado alguna vez en las fuerzas que intervienen al doblar una tubería? En este artículo exploraremos el fascinante mundo de la mecánica del curvado de tubos. Nuestro experto ingeniero mecánico...
Una pieza de trabajo estrecha y larga se caracteriza por su gran relación longitud-anchura y se coloca utilizando su borde corto durante el plegado. El problema habitual de las piezas de trabajo fuera de tolerancia...
¿Alguna vez se ha preguntado por qué algunas piezas de locomotoras no pueden fabricarse directamente a partir de los planos de diseño? Este artículo explora el fascinante mundo del plegado de chapa metálica, destacando los retos habituales y las...