Taladrado y brocas 101: Aprenda los conceptos básicos para taladrar con precisión
¿Alguna vez se ha preguntado cómo se taladran agujeros diminutos con tanta precisión en el metal? Este artículo explora el fascinante mundo del taladrado y desvela los secretos que se esconden tras las distintas brocas y técnicas. Aprenderá cómo los profesionales consiguen agujeros perfectos y las herramientas que utilizan. Prepárese para descubrir los entresijos del taladrado.
El taladrado engloba una serie de procesos de corte de precisión, como el taladrado, el escariado y el avellanado, cada uno de los cuales utiliza brocas especializadas para lograr resultados específicos en la metalurgia y la fabricación.
El taladrado es una operación de corte fundamental que crea orificios cilíndricos en materiales sólidos utilizando herramientas de corte rotativas. Los tipos más comunes incluyen:
Brocas helicoidales: Con estrías helicoidales para una evacuación eficaz de la viruta y la disipación del calor.
Brocas planas: Ofrecen mayor estabilidad para agujeros de mayor diámetro.
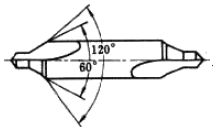
Taladros centrales: Diseñadas para crear puntos de partida precisos para operaciones de taladrado posteriores.
Estas herramientas pueden producir orificios pasantes (que penetran en toda la pieza) o ciegos (con una profundidad definida), con diámetros que suelen oscilar entre 0,1 mm y más de 100 mm.
El escariado es un proceso de acabado que mejora la precisión, el acabado superficial y la consistencia dimensional de los orificios preexistentes. Los escariadores, caracterizados por sus canales rectos o helicoidales y sus bordes de corte precisos, pueden alcanzar tolerancias tan ajustadas como ±0,013 mm (0,0005 pulgadas). Este proceso es crucial en aplicaciones que requieren ajustes de alta precisión, como en las industrias aeroespacial o del automóvil.
El avellanado es una operación secundaria que se realiza en orificios pretaladrados para crear características específicas:
Contrataladros: Ensanchamientos cilíndricos a la entrada de un orificio, utilizados a menudo para empotrar cabezas de tornillos o tuercas.
Agujeros cónicos: Agrandamientos cónicos para mejorar el asiento de los elementos de fijación cónicos.
Planos parciales: Superficies planas perpendiculares al eje del orificio para un acoplamiento preciso de los componentes.
Formas esféricas: Huecos curvados para cabezas de tornillería especializadas o fines estéticos.
Las brocas avellanadoras, con un piloto que se alinea con el orificio existente y una sección de corte de mayor diámetro, garantizan la concentricidad y la precisión dimensional de estos elementos.
Figura 1
Existen dos métodos principales de perforación:
1) la pieza permanece inmóvil mientras la broca gira y avanza axialmente, lo que se aplica generalmente en taladradoras, mandrinadoras, centros de mecanizado o máquinas herramienta combinadas;
2) la pieza gira mientras la broca sólo avanza axialmente, lo que suele aplicarse en tornos o taladradoras de agujeros profundos. Las brocas helicoidales pueden producir orificios de diámetros comprendidos entre 0,05 mm y 100 mm, mientras que las planas pueden alcanzar hasta 125 mm. Para agujeros de más de 100 mm, se suele hacer primero un agujero pretaladrado más pequeño (o un agujero de fundición reservado) y luego se taladra el agujero hasta el tamaño requerido.
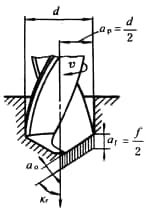
Durante la perforación, la velocidad de perforación (v) es la velocidad circunferencial del diámetro exterior de la broca (m/min), y el avance (f) es la distancia axial que la broca (o la pieza) se desplaza por revolución mientras perfora el agujero (mm/r).
La figura 2 muestra los parámetros de perforación de una broca helicoidal. Como una broca helicoidal tiene dos filos de corte, el avance de cada diente se calcula como af=f/2 (mm/diente).
Existen dos profundidades de corte: al taladrar agujeros, se calcula como la mitad del diámetro de la broca (d); al escariar, se calcula como (d-d0)/2, donde d0 es el diámetro del agujero preexistente.
El espesor de viruta cortado por cada diente es a0=afsin(Κr), con unidades en milímetros, donde Κr es la mitad del ángulo de punta de la broca.
Cuando se utilizan brocas helicoidales de acero rápido para perforar materiales de acero, la velocidad de perforación se suele ajustar entre 16-40 m/min; utilizando aleación dura Las brocas pueden duplicar la velocidad de perforación.
Figura 2 Elementos de perforación de la broca helicoidal.
Durante el proceso de perforación, una broca helicoidal tiene dos filos primarios y un filo transversal, comúnmente denominados "un punto (centro de perforación) y tres cuchillas", que participan en el corte.
La broca helicoidal trabaja en un estado semicerrado en el que el filo transversal está muy comprimido y la evacuación de virutas es difícil. Por lo tanto, las condiciones de mecanizado son más complejas y difíciles que en el torneado u otros métodos de corte, lo que se traduce en una menor precisión de mecanizado y superficies más rugosas.
La precisión de perforación de materiales de acero es generalmente IT13-10, con rugosidad superficial de Ra20-1,25μm, mientras que la precisión del escariado puede alcanzar IT10-9, con una rugosidad superficial de Ra10-0,63μm.
La calidad y la eficacia del proceso de perforación dependen en gran medida de la forma del filo de corte de la broca.
En la producción, la forma y el ángulo del filo de corte de una broca helicoidal suelen modificarse mediante afilado para reducir la resistencia al corte y mejorar el rendimiento de perforación. La broca de grupo de China es un ejemplo de broca espiral fabricada con este método.
Cuando la relación entre la profundidad (l) y el diámetro (d) de un agujero perforado es superior a seis, generalmente se considera perforación profunda. La broca utilizada para la perforación profunda es delgada y tiene poca rigidez. Durante la perforación, la broca es propensa a desviarse y a friccionar con la pared del agujero, lo que dificulta el enfriamiento y la evacuación de la viruta.
Por lo tanto, cuando la relación l/d es superior a 20, se requiere una broca de perforación profunda especialmente diseñada y se utiliza un fluido de corte con un caudal y una presión determinados para la refrigeración y el lavado de la viruta a fin de lograr resultados de perforación de alta calidad con una gran eficacia.
Broca espiral de mango cónico.
Broca espiral de mango recto.
Taladro plano.
Brocas
Una broca es un herramienta de corte se utiliza para taladrar orificios en materiales sólidos, ya sea para crear orificios pasantes o ciegos, y también puede utilizarse para agrandar orificios existentes.
Las brocas más utilizadas son las brocas helicoidales, las brocas planas, las brocas de centrado, las brocas para agujeros profundos y las brocas avellanadoras. Aunque los escariadores y avellanadores no se utilizan para perforar agujeros en materiales sólidos, a menudo se clasifican como brocas.
Taladro central.
Taladro avellanador.
Escariador
Figura 3. Distintos tipos de brocas.
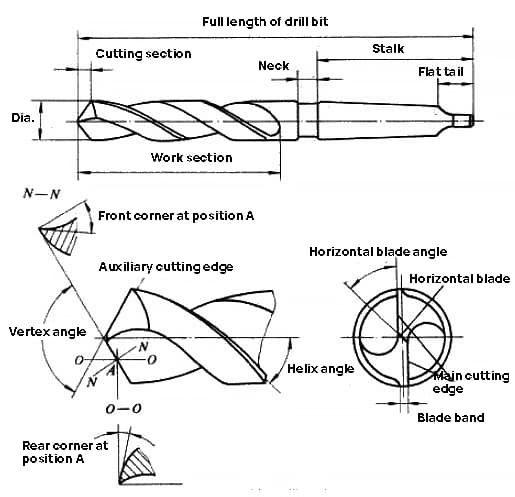
Las brocas helicoidales son las herramientas de mecanizado de agujeros más utilizadas. Su diámetro oscila entre 0,25 mm y 80 mm. Se componen principalmente de una parte de trabajo y una parte de mango.
La parte de trabajo tiene dos ranuras helicoidales que se asemejan a una cinta retorcida, por lo que se denomina broca helicoidal. Para reducir la fricción entre la parte guía y la pared del orificio durante la perforación, el diámetro de la broca helicoidal disminuye gradualmente desde la punta hasta el mango en forma cónica.
El ángulo de espiral de la broca helicoidal afecta principalmente al tamaño del ángulo frontal del filo de corte, a la resistencia de la hoja del filo y al rendimiento de arranque de viruta, oscilando normalmente entre 25° y 32°.
La ranura en espiral puede procesarse mediante fresado, rectificado, laminado en caliente o extrusión en caliente, y la parte cortante de la broca se forma después de ser afilada.
El ángulo superior de la parte cortante de una broca helicoidal estándar es de 118°, el ángulo de inclinación del borde transversal es de 40° a 60°, y el ángulo posterior es de 8° a 20°. Debido a razones estructurales, el ángulo frontal se reduce gradualmente desde el borde exterior hacia el centro, y hay un ángulo frontal negativo (hasta aproximadamente -55°) en el borde transversal, que ejerce un efecto de presión durante la perforación.
Para mejorar el rendimiento de corte de la broca espiral, la parte cortante puede rectificarse en varias formas (como brocas de grupo) según las propiedades del material que se procesa. El mango de una broca helicoidal tiene dos formas: mango recto y mango cónico. Durante el procesamiento, el primero se sujeta en el portabrocas, y el segundo se inserta en el orificio cónico del husillo o contrapunto de la máquina herramienta.
Por lo general, las brocas helicoidales se fabrican con acero rápido. Brocas espirales con carburo de cemento Las cuchillas o dientes de metal duro son adecuados para procesar hierro fundido, acero endurecido, materiales no metálicos, etc., y las brocas helicoidales pequeñas de metal duro se utilizan para procesar piezas de instrumentos y placas de circuitos impresos, etc.
Figura 4. Estructura de la broca helicoidal.
La parte cortante de la broca plana tiene forma de pala, y su estructura es sencilla con un bajo coste de fabricación. El fluido de corte puede introducirse fácilmente en el agujero, pero su rendimiento de corte y arranque de viruta es deficiente. Las brocas planas pueden dividirse en dos tipos: integrales y ensambladas.
El tipo integral se utiliza principalmente para perforar microagujeros con un diámetro de 0,03 mm a 0,5 mm. Las brocas planas ensambladas tienen cuchillas reemplazables y pueden refrigerarse internamente. Se utilizan principalmente para taladrar agujeros grandes con un diámetro de 25 mm a 500 mm.
Las brocas profundas suelen referirse a herramientas que tienen una relación profundidad-diámetro del agujero superior a 6. Entre las brocas profundas más utilizadas se encuentran las brocas de cañón, las brocas profundas BTA, las brocas de chorro, las brocas profundas DF, etc. Las brocas avellanadoras también se suelen utilizar para el mecanizado de agujeros profundos.
Los escariadores tienen 3-4 dientes y son más rígidos que las brocas helicoidales. Se utilizan para agrandar orificios existentes y mejorar la precisión y suavidad del mecanizado.
Las brocas avellanadoras tienen varios dientes y se utilizan para dar forma al extremo de los orificios, como los orificios avellanados para varios tipos de tornillos avellanados o para aplanar la superficie exterior del extremo de los orificios.
Las brocas centrales se utilizan para taladrar agujeros centrales en piezas tipo eje. Básicamente, se componen de brocas helicoidales y brocas avellanadoras con ángulos de hélice muy pequeños, y también se denominan brocas centrales compuestas.
Aplicación de brocas parabólicas en el mecanizado de agujeros profundos
Al seleccionar una broca para una operación específica de mecanizado de agujeros, los ingenieros de procesos deben dar prioridad a la consideración de la profundidad del agujero. A medida que aumenta la profundidad del agujero mecanizado, el volumen de viruta generado durante el proceso de corte aumenta proporcionalmente. Esta relación entre la profundidad del agujero y el volumen de viruta supone un reto importante en las operaciones de taladrado de agujeros profundos.
La evacuación eficaz de la viruta es crucial para el éxito de cualquier tarea de mecanizado de agujeros, especialmente en aplicaciones de agujeros profundos. Si las virutas producidas durante el mecanizado no pueden evacuarse con rapidez y eficacia, pueden acumularse y obstruir los canales de la broca. Esta obstrucción puede provocar varios efectos perjudiciales:
Mayores fuerzas de corte y par motor
Temperaturas elevadas en la zona de corte
Desgaste o fallo prematuro de la herramienta
Reducción de la eficiencia y la productividad del mecanizado
Calidad comprometida de los orificios, incluido un acabado superficial deficiente e inexactitud dimensional.
Para hacer frente a estos retos, las brocas parabólicas han surgido como una solución superior para el mecanizado de agujeros profundos. El rasgo distintivo de las brocas parabólicas es su exclusiva geometría de canal, caracterizada por un perfil parabólico que se ensancha gradualmente desde la punta de la broca hasta el mango. Este innovador diseño ofrece varias ventajas:
Mejor formación de viruta: El estriado parabólico favorece la formación de virutas muy rizadas, que son más fáciles de evacuar del orificio.
Mejor evacuación de la viruta: El ensanchamiento del canal proporciona más espacio para el flujo de virutas, lo que reduce el riesgo de acumulación de virutas y facilita una evacuación más suave.
Fricción reducida: El perfil parabólico minimiza el contacto entre el cuerpo de la broca y la pared del agujero, reduciendo la fricción y la generación de calor.
Mayor estabilidad: La expansión gradual de la flauta contribuye a una mayor rigidez de la broca, especialmente en longitudes de broca más largas, mejorando la rectitud del agujero y reduciendo las vibraciones.
Mayor vida útil de la herramienta: Al optimizar la evacuación de la viruta y reducir la fricción, las brocas parabólicas suelen presentar una mayor vida útil en comparación con las brocas convencionales de filo recto.
Al utilizar brocas parabólicas en operaciones de mecanizado de agujeros profundos, es esencial tener en cuenta factores adicionales como los parámetros de corte, los métodos de suministro de refrigerante (por ejemplo, refrigerante a través de la herramienta) y la posible necesidad de ciclos de picoteo en agujeros extremadamente profundos. Aprovechando las ventajas de las brocas parabólicas y empleando estrategias de mecanizado adecuadas, los fabricantes pueden mejorar significativamente la eficacia, calidad y fiabilidad de los procesos de mecanizado de agujeros profundos en una amplia gama de materiales y aplicaciones.
La relación longitud/diámetro de las brocas
A la hora de seleccionar la broca óptima para una determinada operación de taladrado, los ingenieros de procesos deben tener en cuenta la relación longitud/diámetro (L/D) de la broca. Este parámetro crucial se define como la relación entre la profundidad del agujero que se va a mecanizar y el diámetro de la broca. Por ejemplo, una broca de 12,7 mm de diámetro utilizada para crear un agujero de 38,1 mm de profundidad tendría una relación L/D de 3:1.
Para relaciones L/D de aproximadamente 4:1 o inferiores, las brocas helicoidales estándar suelen proporcionar una evacuación eficaz de la viruta de la zona de corte. Sin embargo, cuando la relación L/D supera este umbral, se necesitan brocas para taladros profundos especialmente diseñadas para garantizar un mecanizado eficaz.
Cuando la relación L/D supera 4:1, las brocas helicoidales estándar tienen dificultades para evacuar las virutas de la zona de corte y expulsarlas del agujero. Esto provoca una rápida obstrucción de los canales de la broca, lo que hace necesaria una técnica conocida como "perforación de picoteo". Este método implica retraer repetidamente la broca para eliminar las virutas y volver a introducirla, lo que puede afectar significativamente a la vida útil de la herramienta, la eficacia del mecanizado y la calidad del agujero. Cada retracción y reentrada aumenta el riesgo de que la broca se desvíe, lo que puede provocar orificios sobredimensionados que superen las tolerancias especificadas.
Para hacer frente a los retos asociados a la perforación de pozos profundos, los fabricantes han desarrollado en los últimos años dos innovadores diseños de brocas:
Brocas estándar de estrías parabólicas
Brocas de ranura parabólica ancha
Estas brocas especializadas presentan geometrías optimizadas que mejoran la formación y evacuación de la viruta, permitiendo operaciones de perforación profunda más eficientes. El diseño de estrías parabólicas proporciona un mejor control de la viruta y reduce las fuerzas de corte, mientras que la variante de tierra ancha ofrece una mayor estabilidad y rectitud en aplicaciones de perforación profunda.
Al seleccionar una broca para operaciones de perforación profunda, los ingenieros deben tener en cuenta factores como:
Propiedades del material de la pieza
Profundidad y diámetro del orificio requeridos
Especificaciones del acabado superficial
Requisitos de volumen de producción y duración del ciclo
Método de suministro de refrigerante (a través de la herramienta o externo)
Taladro parabólico ordinario
El canal de evacuación de virutas de una broca parabólica presenta un perfil parabólico característico, optimizado para operaciones continuas de perforación profunda. Este diseño permite relaciones longitud-diámetro de hasta 15:1 en materiales con dureza no superior a 25-26 HRC, incluidos aceros con bajo contenido en carbono, diversas aleaciones de aluminio y aleaciones de cobre.
Por ejemplo, una broca parabólica de 12,7 mm de diámetro puede mecanizar eficazmente orificios de hasta 190 mm de profundidad, lo que demuestra su excepcional capacidad de perforación profunda.
La geometría parabólica del filo proporciona un espacio de evacuación de viruta significativamente mayor en comparación con las brocas convencionales. Este diseño mejorado facilita la rápida evacuación de la viruta del filo de corte y, al mismo tiempo, permite un mayor flujo de refrigerante a la zona de corte. En consecuencia, se reduce el riesgo de acumulación de calor inducido por la fricción y la soldadura de virutas, que son problemas habituales en las operaciones de perforación profunda.
Además, el diseño parabólico contribuye a reducir el consumo de energía, disminuir las cargas de par y minimizar el impacto del corte durante el mecanizado, lo que se traduce en una mejora de la eficacia general y la vida útil de la herramienta.
Las brocas parabólicas suelen tener un ángulo de hélice de 36°-38°, que es notablemente más pronunciado que los 28°-30° de las brocas helicoidales estándar. Este mayor ángulo de hélice es indicativo de una "torsión" más agresiva en la geometría de la broca, directamente correlacionada con velocidades de perforación más rápidas y una evacuación de virutas más eficiente.
Otra característica clave de las brocas parabólicas que mejora su capacidad de mecanizado de agujeros profundos es su alma más gruesa (el núcleo central de la broca que queda una vez rectificados los filos). Mientras que el alma de una broca helicoidal estándar suele representar unos 20% del diámetro de la broca, el alma de una broca parabólica puede comprender hasta 40% del diámetro total.
En aplicaciones de perforación profunda, este alma más gruesa aumenta significativamente la rigidez de la broca y mejora la estabilidad del proceso. La punta de perforación de las brocas parabólicas suele incorporar un diseño de punta dividida, que permite utilizar un diámetro de alma mayor sin comprometer la eficacia de corte. Además, esta característica de diseño ayuda a evitar que la broca se desplace durante las fases iniciales de entrada en el agujero, garantizando una mayor precisión en el posicionamiento del agujero.
Las brocas parabólicas suelen fabricarse con acero rápido (HSS) y pueden mejorarse con recubrimientos superficiales avanzados como TiN, TiAlN o TiCN. Estos recubrimientos pueden mejorar significativamente la resistencia al desgaste, reducir la fricción y prolongar la vida útil de la herramienta, sobre todo en materiales difíciles o en condiciones de mecanizado a alta velocidad.
Broca parabólica de hoja ancha
Para hacer frente a los retos del taladrado profundo en materiales difíciles de mecanizar, como aceros templados trabajados en frío y superaleaciones, los principales fabricantes de herramientas han desarrollado brocas parabólicas avanzadas de hoja ancha. Estas brocas incorporan varias características innovadoras que mejoran su rendimiento y longevidad en aplicaciones exigentes.
Aunque comparten algunas características con las brocas parabólicas convencionales, las variantes de hoja ancha presentan un ángulo de hélice optimizado (normalmente 36°-38°) que facilita la evacuación eficaz de la viruta. El núcleo de la broca está diseñado con un mayor grosor, lo que proporciona una mayor rigidez y estabilidad durante las operaciones de mecanizado de agujeros profundos, lo que resulta crucial para mantener tolerancias ajustadas y evitar el desplazamiento de la broca.
El elemento diferenciador clave de las brocas parabólicas de hoja ancha radica en su geometría única del canal de evacuación de virutas y en el diseño del filo de corte. El filo de corte se integra perfectamente en el canal de evacuación de virutas, lo que da como resultado un perfil de filo de corte más robusto y rígido. Esta innovación en el diseño no sólo mejora la integridad estructural de la broca, sino que también favorece un flujo suave de la viruta, reduciendo el riesgo de acumulación de viruta y el consiguiente fallo de la broca.
En aplicaciones de taladrado profundo, la generación de calor por fricción puede provocar el reblandecimiento o recocido localizado del filo de corte, acelerando el desgaste de la herramienta. La capacidad de una herramienta de corte para mantener su dureza a temperaturas elevadas se denomina "dureza en caliente" o "dureza roja". Las brocas parabólicas de hoja ancha suelen fabricarse con aleaciones avanzadas de acero rápido (HSS), siendo el HSS enriquecido con cobalto una opción popular para aplicaciones extremas.
El acero rápido al cobalto, que contiene cobalto 5-8%, presenta una dureza en caliente superior a la del HSS convencional. Esta característica se traduce en una mayor vida útil de la herramienta y una mayor resistencia al desgaste, especialmente en condiciones de corte a alta temperatura. Además, el contenido de cobalto mejora la conductividad térmica del acero, lo que permite una disipación más eficaz del calor durante el proceso de corte.
Para mejorar aún más el rendimiento, muchas brocas parabólicas de hoja ancha incorporan revestimientos especializados, como TiAlN (nitruro de titanio y aluminio) o AlCrN (nitruro de aluminio y cromo). Estos recubrimientos proporcionan una mayor resistencia al desgaste, reducen la fricción y mejoran la disipación del calor, lo que contribuye a aumentar la productividad y la longevidad de la herramienta en las exigentes operaciones de perforación de agujeros profundos.
Recubrimientos superficiales de brocas
Los recubrimientos superficiales avanzados desempeñan un papel crucial en la mejora del rendimiento y la longevidad tanto de las brocas parabólicas estándar como de las brocas parabólicas de hoja ancha. Los siguientes recubrimientos se emplean ampliamente en las operaciones de mecanizado modernas:
① Recubrimiento de nitruro de titanio (TiN): Este recubrimiento de color dorado prolonga significativamente la vida útil de la broca y mejora la calidad del agujero. Las brocas con revestimiento de TiN destacan en aplicaciones de perforación de alta velocidad en diversos materiales, especialmente aleaciones de acero. El bajo coeficiente de fricción del recubrimiento (normalmente 0,4-0,5) reduce la generación de calor y la adherencia de virutas, lo que permite velocidades de corte hasta 30% superiores a las de las herramientas sin recubrimiento.
② Recubrimiento de carbonitruro de titanio (TiCN): A temperaturas de corte óptimas, las brocas recubiertas de TiCN demuestran una dureza superior (hasta 3000 HV), mayor tenacidad y mejor resistencia al desgaste en comparación con los recubrimientos de TiN. Este recubrimiento gris azulado es ideal para el taladrado a alta velocidad de materiales ferrosos, especialmente aceros endurecidos. Los recubrimientos TiCN pueden mantener sus propiedades a temperaturas de hasta 400°C, lo que permite aumentar la velocidad de corte y el avance.
Sin embargo, se recomienda precaución al mecanizar metales no ferrosos debido a la gran afinidad química del TiCN con estos materiales, lo que puede acelerar el desgaste de la herramienta y provocar una posible contaminación de la pieza.
③ Recubrimiento de nitruro de titanio y aluminio (TiAlN): Este recubrimiento de color negro violáceo mejora significativamente el rendimiento de la broca, especialmente en entornos de corte a alta temperatura. El TiAlN forma una capa protectora de óxido de aluminio a temperaturas elevadas, proporcionando aislamiento térmico y resistencia a la oxidación hasta 800°C. Esto permite un mecanizado eficaz en seco y casi seco, reduciendo o eliminando la necesidad de refrigerantes en muchas aplicaciones.
Al igual que el TiCN, los recubrimientos de TiAlN son menos adecuados para el mecanizado de metales no férreos debido a las posibles interacciones químicas. Sin embargo, destacan en el mecanizado de aceros de alta resistencia, aceros inoxidables y aleaciones de titanio, ofreciendo mejoras en la vida útil de las herramientas de hasta 300% en comparación con las brocas sin recubrimiento en estos materiales.
Optimización de los parámetros de perforación
En el mecanizado de agujeros profundos, la optimización de la velocidad de taladrado y el avance en función de la relación longitud/diámetro (L/D) específica es crucial para maximizar el rendimiento de corte y la vida útil de la broca. Las siguientes directrices proporcionan un enfoque sistemático del ajuste de parámetros para varias relaciones L/D:
Para una relación L/D de 4:1:
Reducir la velocidad de corte en 20%
Reducir la velocidad de avance en 10%
Para una relación L/D de 5:1:
Reducir la velocidad de corte en 30%
Reducir la velocidad de avance en 20%
Para relaciones L/D entre 6:1 y 8:1:
Reducir la velocidad de corte en 40%
Reducir la velocidad de avance en 20%
Estas reducciones ayudan a mitigar el aumento de las fuerzas de corte, la generación de calor y los problemas de evacuación de virutas asociados al taladrado profundo. Es importante tener en cuenta que se trata de directrices generales y que puede ser necesario ajustarlas en función de las propiedades específicas del material, la eficacia del refrigerante y la rigidez de la máquina.
Aunque las brocas parabólicas suelen costar entre 2 y 3 veces más que las brocas helicoidales estándar, su rendimiento superior en el mecanizado de agujeros profundos (relación L/D > 4:1) ofrece ventajas significativas:
Evacuación de virutas mejorada gracias a su geometría de estrías única
Mejora de la rectitud de los orificios y del acabado superficial
Mayor vida útil de la herramienta, especialmente en materiales difíciles
Tiempos de ciclo reducidos gracias a los mayores parámetros de corte alcanzables
Estas ventajas suelen traducirse en un menor coste por agujero perforado, lo que convierte a las brocas parabólicas en la opción preferida de los técnicos mecánicos a la hora de procesar agujeros profundos. La inversión inicial en estas herramientas especializadas suele compensarse con una mejora de la productividad, una reducción de los cambios de herramienta y una calidad superior de los orificios, especialmente en entornos de producción de gran volumen o cuando se trabaja con piezas caras en las que la reducción de la chatarra es fundamental.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez cómo los gigantes de la industria de la máquina herramienta dan forma a nuestro mundo? En este artículo, exploraremos las seis principales empresas de máquinas herramienta de Estados Unidos. Descubrirá...
En este artículo, exploraremos fórmulas esenciales de trigonometría, velocidad de corte, avances y mucho más. Obtendrá información práctica para mejorar la eficacia y la precisión del mecanizado. Prepárese para...
En este artículo exploraremos el mundo de los fabricantes japoneses de máquinas-herramienta, los héroes anónimos de muchas innovaciones industriales. Descubra sus tecnologías de vanguardia, su experiencia probada a lo largo del tiempo y sus...
¿Se ha preguntado alguna vez qué empresas lideran el sector de las fresadoras? Este artículo desvela los 10 principales fabricantes de fresadoras de 2024, destacando sus innovaciones, impacto global y contribuciones a...
¿Alguna vez se ha preguntado por la fascinante historia del torno, una máquina herramienta que ha revolucionado la fabricación? En esta cautivadora entrada de blog, le llevaremos de viaje por...
¿Se ha preguntado alguna vez quién lidera el sector de las fresadoras en China? Este artículo muestra los 10 principales fabricantes de fresadoras de China, revelando gigantes de la industria como WZ Wuhan...
¿Alguna vez se ha preguntado por los gigantes de la industria de las máquinas CNC? En esta fascinante entrada de blog, nos adentraremos en el mundo de la fabricación CNC, explorando...
En el mundo de la fabricación, en rápida evolución, las máquinas CNC se han vuelto indispensables. Pero con numerosos fabricantes compitiendo por la atención, ¿cómo elegir la mejor? Como ingeniero mecánico experimentado,...
Imagine un mundo donde la precisión se une al arte, donde el metal se pliega a la voluntad de mentes visionarias. En el ámbito de las máquinas herramienta, China se ha convertido en...