Tabla de velocidades de perforación y fórmula de cálculo
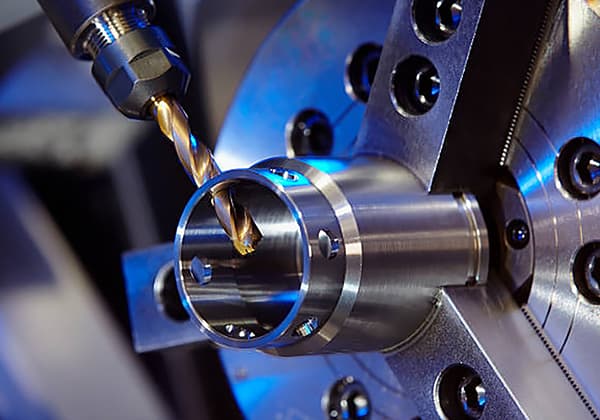
¿Y si pudiera optimizar la eficacia del taladrado y prolongar la vida útil de la herramienta con unos pocos ajustes clave? Este artículo explora las tablas y fórmulas esenciales de velocidad de taladrado para acero al carbono y acero inoxidable. Si conoce estos factores críticos, podrá mejorar la precisión y la productividad de sus procesos de mecanizado. Sumérjase para aprender a seleccionar la velocidad de taladrado correcta, calcular los parámetros ideales y conseguir resultados superiores con cada taladrado. Prepárese para transformar su enfoque del taladrado y alcanzar nuevos niveles de eficacia y precisión.
Selección de la velocidad de perforación para taladradoras de acero al carbono
Tabla de velocidades de perforación
Velocidad de avance
Velocidad lineal v
Diámetro de la broca
Longitud de la guía
Velocidad de perforación
Cantidad de pienso
1000
25
φ16
4.7
400
0.4
1000
25
φ17
5
400
0.4
1000
25
φ18
5.2
250
0.25
1000
25
φ19
5.5
400
0.4
1000
25
φ20
5.8
400
0.4
1000
25
φ21
6.1
320
0.32
1000
25
φ22
6.4
320
0.32
1000
25
φ23
6.7
320
0.32
1000
25
φ24
7
320
0.32
1000
25
φ25
7.3
320
0.32
1000
25
φ26
7.6
320
0.32
1000
25
φ27
7.9
250
0.25
1000
25
φ28
8.1
250
0.25
1000
25
φ29
8.4
250
0.25
1000
25
φ30
8.7
250
0.25
1000
25
φ31
9
250
0.25
1000
25
φ32
9.3
250
0.25
1000
25
φ33
9.6
250
0.25
1000
25
φ34
9.9
200
0.2
1000
25
φ35
10.2
200
0.2
1000
25
φ36
10.5
200
0.2
1000
25
φ37
10.7
200
0.16
1000
25
φ38
11
200
0.16
1000
25
φ39
11.3
200
0.16
1000
25
φ40
11.6
200
0.16
1000
25
φ41
11.9
200
0.16
1000
25
φ42
12.2
160
0.16
1000
25
φ43
12.5
160
0.16
1000
25
φ44
12.8
160
0.16
1000
25
φ45
13
160
0.16
1000
25
φ46
13.3
160
0.16
1000
25
φ47
13.6
160
0.16
1000
25
φ48
13.9
160
0.16
1000
25
φ49
14.2
160
0.16
1000
25
φ50
14.5
125
0.13
1000
25
φ51
14.8
125
0.13
1000
25
φ52
15
125
0.13
1000
25
φ53
15.3
125
0.13
1000
20
φ54
15.6
125
0.13
1000
20
φ55
15.9
125
0.13
1000
20
φ56
16.2
125
0.13
1000
20
φ57
16.5
100
0.1
1000
20
φ58
16.8
100
0.1
1000
20
φ59
17
100
0.1
1000
20
φ60
17.3
100
0.1
1000
20
φ61
17.6
100
0.1
1000
20
φ62
17.9
100
0.1
1000
20
φ63
18.2
100
0.1
1000
20
φ64
18.5
100
0.1
1000
20
φ65
18.8
100
0.1
1000
20
φ66
19.1
80
0.06
1000
20
φ67
19.4
80
0.06
1000
20
φ68
19.7
80
0.06
1000
20
φ69
20
80
0.06
1000
20
φ70
20.3
80
0.06
1000
20
φ71
20.6
80
0.06
1000
20
φ72
20.9
80
0.06
1000
20
φ73
21.2
80
0.06
1000
20
φ74
21.4
80
0.06
1000
20
φ75
21.7
80
0.06
Fórmula de cálculo de la velocidad de perforación
Fórmula de cálculo: Velocidad de perforación × Diámetro de la broca × Π = Velocidad lineal v ∏=3.141592654
Selección de la velocidad de perforación para taladradoras de acero inoxidable
Tabla de velocidades de perforación
Velocidad de avance
Velocidad lineal v
Diámetro de la broca
∏
Longitud de la guía
n
Velocidad de perforación
Cantidad de pienso
1000
15
16
3.14
4.7
298.42
320
0.32
1000
15
17
3.14
5
280.86
320
0.32
1000
15
18
3.14
5.2
265.26
250
0.2
1000
15
19
3.14
5.5
251.30
250
0.25
1000
15
20
3.14
5.8
238.73
250
0.25
1000
15
21
3.14
6.1
227.36
200
0.2
1000
15
22
3.14
6.4
217.03
200
0.2
1000
15
23
3.14
6.7
207.59
200
0.2
1000
15
24
3.14
7
198.94
200
0.2
1000
15
25
3.14
7.3
190.99
200
0.2
1000
15
26
3.14
7.6
183.64
200
0.2
1000
15
27
3.14
7.9
176.84
160
0.16
1000
15
28
3.14
8.1
170.52
160
0.16
1000
15
29
3.14
8.4
164.64
160
0.16
1000
15
30
3.14
8.7
159.15
160
0.16
1000
15
31
3.14
9
154.02
160
0.16
1000
15
32
3.14
9.3
149.21
160
0.16
1000
15
33
3.14
9.6
144.69
125
0.13
1000
15
34
3.14
9.9
140.43
125
0.13
1000
15
35
3.14
10.2
136.42
125
0.13
1000
15
36
3.14
10.5
132.63
125
0.13
1000
15
37
3.14
10.7
129.04
125
0.13
1000
15
38
3.14
11
125.65
100
0.13
1000
15
39
3.14
11.3
122.43
100
0.13
1000
15
40
3.14
11.6
119.37
100
0.1
1000
15
41
3.14
11.9
116.45
80
0.1
1000
15
42
3.14
12.2
113.68
80
0.1
1000
15
43
3.14
12.5
111.04
80
0.1
1000
15
44
3.14
12.8
108.51
80
0.08
1000
15
45
3.14
13
106.10
80
0.08
1000
15
46
3.14
13.3
103.80
63
0.08
1000
15
47
3.14
13.6
101.59
63
0.08
1000
15
48
3.14
13.9
99.47
63
0.08
1000
15
49
3.14
14.2
97.44
63
0.08
1000
15
50
3.14
14.5
95.49
63
0.08
1000
15
51
3.14
14.8
93.62
63
0.08
1000
15
52
3.14
15
91.82
63
0.06
1000
15
53
3.14
15.3
90.09
63
0.06
1000
15
54
3.14
15.6
88.42
63
0.06
1000
15
55
3.14
15.9
86.81
63
0.06
1000
15
56
3.14
16.2
85.26
63
0.06
1000
15
57
3.14
16.5
83.77
63
0.06
1000
15
58
3.14
16.8
82.32
63
0.06
1000
15
59
3.14
17
80.93
63
0.06
1000
15
60
3.14
17.3
79.58
63
0.06
1000
15
61
3.14
17.6
78.27
63
0.06
1000
15
62
3.14
17.9
77.01
1000
15
63
3.14
18.2
75.79
1000
15
64
3.14
18.5
74.60
1000
15
65
3.14
18.8
73.46
1000
15
66
3.14
19.1
72.34
1000
15
67
3.14
19.4
71.26
1000
15
68
3.14
19.7
70.22
1000
15
69
3.14
20
69.20
1000
15
70
3.14
20.3
68.21
1000
15
71
3.14
20.6
67.25
1000
15
72
3.14
20.9
66.31
1000
15
73
3.14
21.2
65.41
1000
15
74
3.14
21.4
64.52
1000
15
75
3.14
21.7
63.66
Fórmula de cálculo de la velocidad de perforación
Fórmula de cálculo: Velocidad de perforación × Diámetro de la broca × ∏ = Velocidad lineal v ∏=3.141592654
Conclusión
En conclusión, la optimización de la velocidad de taladrado es crucial para conseguir un taladrado eficaz y rentable. Con la ayuda de nuestra tabla de velocidad de perforación y la fórmula de cálculo, procedentes de machinemfg.com, puede eliminar las conjeturas de la ecuación y lograr la máxima eficiencia.
Al seleccionar la velocidad de taladrado adecuada, puede reducir el desgaste de la herramienta, aumentar la velocidad de taladrado y mejorar la calidad de la pieza. Así que, ¿por qué conformarse con resultados inferiores cuando puede alcanzar la excelencia?
Utilice nuestra tabla de velocidad de perforación y la fórmula de cálculo para llevar su proceso de perforación al siguiente nivel. Gracias por leernos, ¡y feliz perforación!
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez quiénes son los principales actores de la industria china de taladradoras? Este artículo presenta a los principales fabricantes que dominan el mercado, destacando sus innovaciones, amplias gamas de productos y...
Imagine cortar metal con una precisión tan fina que ahorre tiempo y reduzca costes. Las herramientas de corte de alta velocidad están revolucionando la fabricación al ofrecer esta misma capacidad. Este artículo explora los materiales...
¿Alguna vez se ha preguntado cómo se taladran agujeros diminutos con tanta precisión en el metal? Este artículo explora el fascinante mundo del taladrado, desvelando los secretos que se esconden tras las distintas brocas y...
¿Alguna vez se ha preguntado cómo se hacen agujeros diminutos en piezas metálicas con tanta precisión? Este artículo explora el fascinante mundo del mecanizado de agujeros, abarcando el taladrado, el escariado, el avellanado y el mandrinado. Aprenda cómo...
¿Cómo pueden los fabricantes afrontar los retos de taladrar agujeros profundos con precisión y eficacia? Este artículo se adentra en el mundo de las herramientas de perforación profunda, explorando varios tipos y sus...
¿Alguna vez ha tenido problemas para conseguir los resultados de taladrado perfectos en sus proyectos de metalistería? Este artículo desglosa los parámetros de corte esenciales para diferentes materiales, proporcionando...
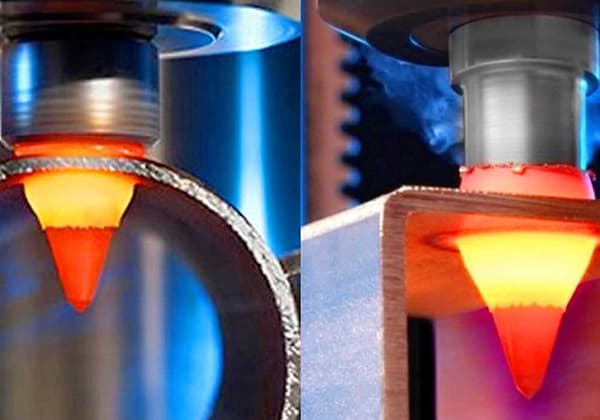
Imagínese taladrar metal en segundos sin producir escombros ni necesitar equipos adicionales. Bienvenido al mundo del taladrado por fusión térmica. Esta innovadora técnica utiliza rotación a alta velocidad e intensa...
¿Se ha preguntado alguna vez cómo los gigantes de la industria de la máquina herramienta dan forma a nuestro mundo? En este artículo, exploraremos las seis principales empresas de máquinas herramienta de Estados Unidos. Descubrirá...
En este artículo, exploraremos fórmulas esenciales de trigonometría, velocidad de corte, avances y mucho más. Obtendrá información práctica para mejorar la eficacia y la precisión del mecanizado. Prepárese para...