Mecanizado en seco Antecedentes
En la actualidad, la mayor parte del procesamiento de piezas de máquinas, especialmente en máquinas herramienta CNC altamente automatizadas, centros de mecanizado y líneas de producción, implica el uso de fluidos de corte. Las principales funciones de los fluidos de corte son la eliminación de virutas, la reducción de las temperaturas de corte y la lubricación.
Sin embargo, con el creciente énfasis en la protección del medio ambiente y el desarrollo sostenible, los métodos de procesamiento que dependen en gran medida de los fluidos de corte se enfrentan a diversas restricciones.
La contaminación de fluidos de corte pueden perjudicar al medio ambiente circundante y a los operarios. Limpiar los residuos que los fluidos de corte dejan en las piezas y superficies de corte no solo provoca una "contaminación secundaria", sino que también aumenta los costes de producción.
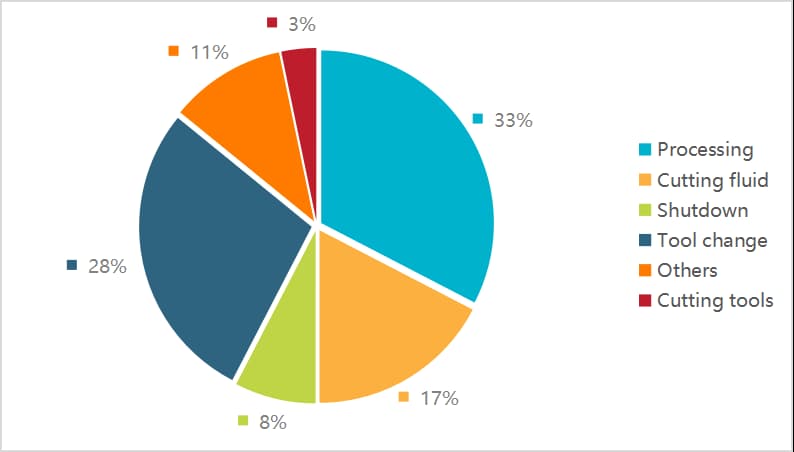
Investigación de la VDMA alemana y la Sociedad Japonesa de Precisión Ingeniería ha demostrado que el coste de los fluidos de corte representa aproximadamente entre 13% y 17% de los costes totales de fabricación, mientras que los costes de las herramientas suelen representar sólo entre 2% y 4%, como se ilustra en la figura siguiente.
El mecanizado en seco, en términos sencillos, es un proceso de mecanizado que no utiliza ningún fluido de corte. Desde la aparición de corte de metales tecnología, se han empleado métodos de corte tanto en seco como en húmedo. Así, el principio del mecanizado en seco no es nuevo y se aplica en la producción desde hace bastante tiempo (como el fresado en seco de hierro fundido).
Sin embargo, el contexto ha cambiado significativamente porque el mecanizado en seco ya no se limita al procesamiento de materiales de fundición y métodos naturales convencionales. En su lugar, se esfuerza por aplicar el mecanizado en seco en el procesamiento de todos los materiales y métodos mediante el establecimiento de nuevas teorías y técnicas.
El mecanizado en seco no consiste simplemente en dejar de utilizar fluidos de corte. Se trata de mantener una alta eficacia, calidad del producto, vida útil de la herramienta y fiabilidad en el proceso de corte minimizando o eliminando el uso de fluidos de corte. Esto requiere el uso de herramientas de mecanizado en seco de alto rendimiento, máquinas herramienta e instalaciones auxiliares para sustituir el papel de los fluidos de corte en el corte tradicional y lograr un verdadero mecanizado en seco.
El mecanizado en seco implica varios aspectos, como materiales para herramientasLa tecnología de la fabricación se basa en la investigación, el desarrollo y la innovación. Representa una intersección e integración de la tecnología de fabricación con la ciencia de los materiales, la tecnología de la información, la electrónica y las disciplinas de gestión.
El mecanizado en seco pretende eliminar los efectos adversos de los fluidos de corte en el torneado, fresado, perforacióny procesos de perforación, reduciendo significativamente los costes de procesamiento y protegiendo el entorno ecológico.
En la actualidad, las naciones industrializadas como las de Europa y Japón prestan gran atención al desarrollo y la aplicación de la tecnología de mecanizado en seco. Las estadísticas muestran que alrededor de 10% a 15% del mecanizado en el sector industrial europeo ha adoptado procesos de mecanizado en seco.
En el siglo XXI, la industria manufacturera exige cada vez más procesos ecológicos y respetuosos con el medio ambiente. La tecnología de mecanizado en seco, como proceso de fabricación ecológico, es importante para la conservación de recursos, la protección del medio ambiente y la reducción de costes.
Con el avance de la tecnología de las máquinas herramienta, herramienta de corte y la investigación de procesos relacionados, el mecanizado en seco está llamado a convertirse en un medio primario de corte de metales y a ganar una aplicación generalizada.
En la actualidad, el alcance del mecanizado en seco sigue siendo relativamente limitado, pero su investigación en profundidad y su amplia aplicación se han convertido en un tema candente en el campo del mecanizado. Los expertos israelíes creen que el mecanizado en seco "sigue siendo un campo complejo a día de hoy. No se trata sólo de apagar el refrigerante y pedir una herramienta nueva".
En los últimos años, junto con el desarrollo de la tecnología de corte de alta velocidad, la industria de fabricación mecánica de los países industrializados ha estado explorando nuevos procesos de mecanizado en seco utilizando los materiales de herramientas existentes.
Un mecanizado en seco significativo y económicamente viable debe basarse en un análisis cuidadoso de las condiciones límite específicas y en una comprensión profunda de los complejos factores que influyen en el mecanizado en seco. Este análisis proporciona los datos y materiales necesarios para el diseño de sistemas de proceso de mecanizado en seco.
Terminología y definiciones del mecanizado en seco
La investigación y las aplicaciones del mecanizado en seco han recibido una amplia atención tanto a nivel nacional como internacional, y años de investigación han impulsado la implantación de la tecnología de mecanizado en seco.
Sin embargo, los expertos y estudiosos tienen descripciones diversas de la terminología y las definiciones relacionadas con el mecanizado en seco. La norma nacional propuesta establece disposiciones al respecto: La norma se aplica a los procesos de mecanizado de productos mecánicos que implican mecanizado en seco completo y mecanizado en seco asistido (incluyendo refrigeración por aire, refrigeración por nitrógeno líquido, asistido por láser, etc.).
Mecanizado en seco (corte en seco): Proceso de mecanizado que no utiliza ningún fluido de corte durante el proceso de corte.
Mecanizado completo en seco: Proceso de mecanizado que no utiliza ningún fluido de corte ni auxiliar. medio refrigerante durante el proceso de corte.
Mecanizado en subseco (corte en subseco): Una tecnología de corte que consiste en inyectar una cantidad adecuada de lubricante en una corriente de aire a determinadas presiones y temperaturas, creando una mezcla nebulizada, que luego formularios una cantidad mínima de medio lubricante y se pulveriza en la zona de corte para una microlubricación selectiva y la refrigeración de la zona afectada por el calor.
El mecanizado en subseco suele incluir: corte con lubricación de cantidad mínima, corte con lubricación de cantidad mínima a baja temperatura (frío corte por aire), corte por lubricación de cantidades mínimas con gas protector, chorro de refrigerante interno y tecnologías de pulverización mixta.
Los términos y definiciones mencionados proporcionan una distinción y normalización básicas entre el corte en seco y el corte en subseco. A medida que se profundiza en la investigación y avanza la tecnología, las normas también sufren un proceso continuo de mejora y perfeccionamiento. Por ejemplo, en la definición de corte en sub-seco (mecanizado en sub-seco), "inyectar una cantidad adecuada de lubricante" debería revisarse por "inyectar una cantidad adecuada de medio refrigerante y lubricante" para formar una mezcla de niebla con aire a determinadas presiones y temperaturas, creando un medio lubricante micro-refrigerante que se pulveriza en la zona de corte para una micro-refrigeración y lubricación específicas de la zona afectada por el calor.
Funciones de mecanizado en seco
Efecto refrigerante
El efecto refrigerante elimina el calor generado durante el corte, reduce el desgaste de la herramienta y evita la oxidación de la superficie de la pieza.
Efecto lubricante
Reduce la fricción, disminuye las fuerzas de corte y garantiza la suavidad de las operaciones de corte.
Eliminación de virutas
El proceso elimina rápidamente las virutas de la superficie de la pieza, evitando que rayen la superficie.
Sin embargo, desde el punto de vista de la protección del medio ambiente, los efectos negativos de los fluidos de corte son cada vez más evidentes, como se observa en los siguientes aspectos:
- Las altas temperaturas generadas durante el mecanizado hacen que el fluido de corte se vaporice en forma de niebla, contaminando el medio ambiente y planteando riesgos para la salud de los operarios.
- Algunos fluidos de corte y las virutas contaminadas con ellos deben tratarse como materiales tóxicos y peligrosos, lo que conlleva importantes costes de eliminación.
- Las fugas y derrames de fluidos de corte afectan significativamente a la seguridad de las prácticas de producción.
- Los aditivos de los fluidos de corte, como el azufre y el cloro, pueden perjudicar la salud de los operarios y afectar a la calidad del mecanizado.
Además, una amplia investigación sobre el proceso de corte ha revelado que las funciones tradicionales de los fluidos de corte en la refrigeración, lubricación y evacuación de virutas no se utilizan plena y eficazmente en muchos procesos de mecanizado, especialmente en el corte de alta velocidad.
Como consecuencia, se están haciendo esfuerzos para reducir o eliminar el uso de fluidos de corte, adaptándose a procesos de producción limpios y reduciendo los costes de producción.
La tecnología de mecanizado en seco surgió en estas circunstancias como un método de mecanizado avanzado. La adopción de la tecnología de mecanizado en seco no sólo reduce la contaminación ambiental de los fluidos de corte y mejora las condiciones de trabajo de los operarios, sino que también elimina los gastos relacionados con los fluidos de corte y reduce el coste de reciclaje y eliminación de virutas.
La tecnología de mecanizado en seco impone mayores exigencias a la tecnología de máquinas herramienta y herramientas de corte. En los últimos años, los países industrialmente avanzados han puesto gran énfasis en la investigación del mecanizado en seco. El mecanizado de corte en seco, como nuevo método, representa una de las tendencias de futuro en la tecnología de corte de metales.
Características del proceso de mecanizado en seco
El mecanizado en seco, una técnica de vanguardia que elimina el uso de fluidos de corte, representa un cambio de paradigma en el procesamiento de metales. Este método mitiga eficazmente una cascada de efectos adversos tradicionalmente asociados a las operaciones de mecanizado basadas en fluidos.
En comparación con el corte húmedo convencional, el mecanizado en seco ofrece varias ventajas significativas:
- Gestión de virutas: La viruta resultante es prístina, no contaminada y fácilmente reciclable, lo que agiliza los procesos de eliminación y mejora la eficacia de la recuperación de materiales.
- Infraestructura simplificada: Al eliminar la necesidad de sistemas de transporte, filtración y recuperación de fluidos, el mecanizado en seco simplifica significativamente el ecosistema de producción, lo que se traduce en una reducción de la inversión de capital y de los costes continuos de fabricación.
- Reducción de costes: Produce ahorros sustanciales en la adquisición de fluidos de corte, mantenimiento y gastos de eliminación de virutas contaminadas.
- Ventajas medioambientales y de seguridad: El mecanizado en seco elimina los riesgos de contaminación ambiental y mitiga los peligros de seguridad asociados a los fluidos de corte, como la proliferación bacteriana, la dermatitis y los problemas respiratorios.
Estas características han situado al mecanizado en seco a la vanguardia de la investigación en fabricación limpia, con aplicaciones de éxito en diversas operaciones, como el torneado, el fresado, el taladrado y el mandrinado.
Sin embargo, en comparación con el corte en húmedo en condiciones equivalentes, el mecanizado en seco presenta ciertos retos:
- Gestión térmica: Aumenta el consumo de energía del mecanizado directo (energía de deformación y fricción), lo que se traduce en elevadas temperaturas de corte que requieren estrategias innovadoras de disipación del calor.
- Desgaste de la herramienta: La alteración del estado de fricción y los mecanismos de desgaste en la interfaz herramienta/viruta aceleran la degradación de la herramienta, lo que requiere materiales y recubrimientos avanzados para mantener la productividad.
- Control de las virutas: La mayor termoplasticidad de las virutas complica su rotura y control, lo que plantea retos en la evacuación y gestión eficientes de las virutas.
- Calidad de la superficie: La superficie mecanizada es más susceptible al deterioro de la calidad, lo que requiere parámetros de corte y geometrías de herramienta optimizados para mantener la integridad superficial deseada.
Para hacer frente a estos retos, la investigación en curso se centra en materiales avanzados para herramientas, geometrías de corte optimizadas y técnicas de refrigeración innovadoras, como la lubricación por cantidades mínimas (MQL) y la refrigeración criogénica, con el objetivo de aprovechar todo el potencial del mecanizado en seco al tiempo que se mitigan sus limitaciones.
Tecnología de mecanizado en seco
La viabilidad de la aplicación del mecanizado en seco depende en gran medida de las propiedades del material de la pieza. Mejorar la maquinabilidad del material y reducir la generación de calor durante el corte son estrategias técnicas clave para avanzar en los procesos de mecanizado en seco.
Por ejemplo, se han desarrollado aceros y fundiciones especializados fácilmente mecanizables para facilitar el mecanizado en seco. Las propiedades térmicas de los materiales de las piezas desempeñan un papel crucial; los candidatos ideales para el mecanizado en seco presentan una alta capacidad térmica y una baja conductividad térmica. En consecuencia, los componentes de gran masa suelen ser más adecuados para el mecanizado en seco que las piezas de masa pequeña, debido a sus características superiores de disipación del calor.
Las operaciones de mecanizado en seco se caracterizan por fuerzas de corte elevadas y temperaturas elevadas. Para mitigar la adherencia y difusión de material entre la herramienta y la pieza a altas temperaturas y garantizar una vida útil óptima de la herramienta, debe prestarse especial atención a la compatibilidad entre los materiales de la herramienta y las piezas. Los recubrimientos avanzados para herramientas, como TiAlN o AlCrN, pueden mejorar significativamente la resistencia al desgaste y la estabilidad térmica en condiciones de mecanizado en seco.
Una vez seleccionada la herramienta adecuada, la optimización de los parámetros de corte es crucial para el éxito del mecanizado en seco. Normalmente se recomiendan altas velocidades de corte, ya que favorecen una rápida evacuación de la viruta y una mejor disipación del calor, factores ambos que contribuyen a prolongar la vida útil de la herramienta. Sin embargo, las velocidades de avance y la profundidad de corte deben equilibrarse cuidadosamente para gestionar con eficacia las fuerzas de corte y las cargas térmicas.
Las tecnologías contemporáneas de mecanizado en seco abarcan una serie de enfoques innovadores, entre los que se incluyen:
- Refrigeración criogénica: Utilización de nitrógeno líquido o CO2 para enfriar la zona de corte.
- Mecanizado en seco a alta velocidad: Aprovechamiento de velocidades de corte elevadas para gestionar la generación de calor.
- Mecanizado en seco a baja temperatura: Empleo de técnicas de refrigeración especializadas para mantener la temperatura de la pieza.
- Refrigeración electrostática: Aplicación de campos electrostáticos para mejorar la disipación del calor.
- Lubricación por cantidades mínimas (MQL): Uso de cantidades mínimas de lubricante para reducir la fricción y el calor.
- Mecanizado casi en seco: Combinación de lubricación mínima con aire comprimido para mejorar la evacuación de virutas y la refrigeración.
Requisitos de las herramientas de corte en el mecanizado en seco
- Dureza térmica y resistencia al desgaste superiores.
El mecanizado en seco genera temperaturas de corte significativamente más altas que el mecanizado en húmedo. Sólo los materiales de las herramientas de corte con una dureza térmica excepcional pueden soportar eficazmente las elevadas temperaturas del proceso de corte manteniendo una resistencia superior al desgaste. La dureza del material de la herramienta debe ser al menos cuatro veces superior a la del material de la pieza. Los compuestos cerámicos avanzados, el diamante policristalino (PCD) y los carburos recubiertos de alto rendimiento se emplean a menudo por su capacidad para conservar la dureza a temperaturas extremas.
- Coeficiente de fricción mínimo.
La reducción del coeficiente de fricción entre la interfaz herramienta-fresa y la interfaz herramienta-superficie de la pieza es crucial en el mecanizado en seco. Esta reducción compensa parcialmente la ausencia del efecto lubricante de los fluidos de corte y mitiga el aumento de la temperatura de corte. Los recubrimientos avanzados, como el TiAlN o el carbono diamantado (DLC), pueden reducir significativamente la fricción, mientras que las geometrías optimizadas de las herramientas, como los rompevirutas y las plaquitas rascadoras, potencian aún más este efecto.
- Mayor tenacidad a temperaturas elevadas.
El mecanizado en seco induce mayores fuerzas de corte y condiciones más difíciles que el mecanizado en húmedo. En consecuencia, las herramientas deben poseer una gran tenacidad a temperaturas elevadas para resistir el astillado y la fractura. Materiales como el nitruro de boro cúbico (CBN) o los carburos cementados de grano nanométrico ofrecen un equilibrio óptimo entre dureza y tenacidad para las exigentes aplicaciones de mecanizado en seco.
- Estabilidad termoquímica superior.
Bajo las altas temperaturas características del mecanizado en seco, las herramientas de corte deben mantener una estabilidad química excepcional para minimizar las reacciones catalíticas inducidas por el calor, prolongando así la vida útil de la herramienta. Esta estabilidad es especialmente importante en el mecanizado de materiales reactivos como las aleaciones de titanio. Los recubrimientos multicapa o los materiales químicamente inertes de las herramientas, como la cerámica, pueden mejorar significativamente la estabilidad termoquímica.
- Geometría de la herramienta y ángulos de corte optimizados.
La geometría de la herramienta y los ángulos de corte correctamente diseñados son esenciales en el mecanizado en seco. Estas características no sólo reducen las fuerzas de corte, evitan la formación de bordes acumulados y reducen las temperaturas de corte, sino que también controlan el flujo y la rotura de virutas. Los ángulos de desprendimiento positivos pueden reducir las fuerzas de corte, mientras que los rompevirutas especialmente diseñados garantizan una evacuación eficaz de las virutas. Además, las geometrías optimizadas de las herramientas facilitan la disipación del calor, algo crucial en ausencia de fluidos de corte. La ingeniería asistida por ordenador (CAE) y el análisis de elementos finitos (FEA) se emplean a menudo para diseñar y optimizar estas geometrías para aplicaciones específicas de mecanizado en seco.