Formación de la soldadura: Impacto de la dirección y el ángulo
¿Cómo afectan la dirección y el ángulo de soldadura a la formación de la soldadura? Comprender estos factores es crucial para lograr una calidad de soldadura óptima. Este artículo explora los conceptos básicos de la dirección y el ángulo de soldadura, sus efectos en la formación de la soldadura y las aplicaciones prácticas para diferentes técnicas de soldadura. Al final, comprenderá cómo la variación de estos parámetros puede influir en la profundidad, la anchura y la calidad general de sus soldaduras, garantizando un mejor control y precisión en sus proyectos de soldadura.
1.Características de la dirección y el ángulo de soldadura
1.1 Conceptos básicos
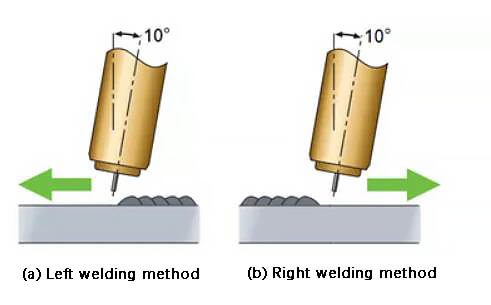
Para gas metal soldadura por arcocuando el operario sujeta la pistola de soldar con la mano derecha, se suele realizar de derecha a izquierda. Esto se conoce como el "método de soldadura izquierda", ya que la boquilla de la pistola de soldadura se encuentra en un ángulo obtuso (>90°) con la dirección de soldadura.
Por el contrario, cuando se suelda de izquierda a derecha con un ángulo agudo (<90°) entre la boquilla de la pistola de soldar y la dirección de soldadura, se denomina "método de soldadura derecha".
Si el operario sujeta la pistola de soldar con la mano izquierda, el sentido de la soldadura se invierte.
La figura 1 ofrece una representación visual de los métodos de soldadura izquierdo y derecho.
Fig. 1 Esquema del método de soldadura izquierda y del método de soldadura derecha
El ángulo entre el eje de la pistola de soldar y la superficie de la pieza soldada se denomina "ángulo de trabajo". En el plano donde se encuentran el eje de la pistola de soldar y la dirección de soldadura, el ángulo entre el eje de la pistola de soldar y una línea recta perpendicular a la dirección de soldadura se denomina "ángulo de marcha."
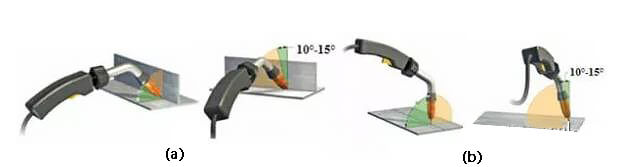
La figura 2 (a) representa el ángulo de trabajo y el ángulo de marcha para un soldadura en ángulo, mientras que la figura 2 (b) ilustra el ángulo de trabajo y el ángulo de marcha para una soldadura a tope.
(a) Ángulo de trabajo y ángulo de desplazamiento de la soldadura en ángulo (unión en T)
(b) Ángulo de trabajo y ángulo de desplazamiento de la soldadura a tope (unión a tope)
Fig. 2 Diagrama esquemático del ángulo de trabajo y del ángulo de marcha
Normalmente, el ángulo de trabajo de una soldadura en ángulo es de 45°, mientras que el de una soldadura a tope es de 90°.
El ángulo de marcha puede clasificarse a su vez en "ángulo de inclinación" y "ángulo de avance" en función de la dirección de la soldadura. Cuando se suelda en dirección derecha, se denomina "ángulo de avance", y cuando se suelda en dirección izquierda, se conoce como "ángulo de inclinación".
1.2 Efecto sobre la formación de la soldadura
Cuando varían la dirección y el ángulo de soldadura, también cambia el comportamiento del arco y de la soldadura.
Durante la soldadura derecha, la mayor parte del arco actúa directamente sobre la pieza soldada, mientras que durante la soldadura izquierda, la mayor parte del arco afecta al baño de fusión líquido. En consecuencia, con una corriente de soldadura, tensión de arco y velocidad de soldaduraLa anchura y la profundidad de la soldadura pueden variar.
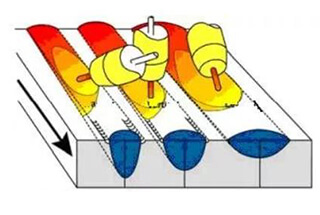
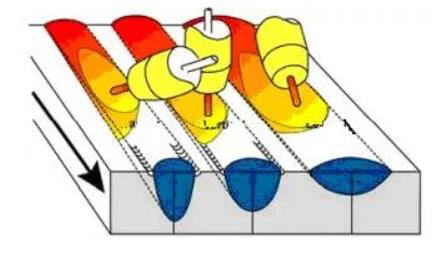
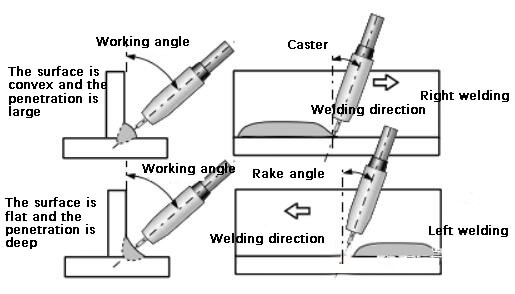
La figura 3 ofrece una representación visual de cómo la dirección y el ángulo de soldadura afectan a la formación de la soldadura.
(a) Diagrama esquemático de la influencia de la dirección de soldadura a tope y el ángulo de desplazamiento en la formación de la soldadura
(b) Diagrama esquemático de la influencia de la dirección de la soldadura en ángulo y el ángulo de desplazamiento en la formación de la soldadura
Fig. 3 Diagrama esquemático de la dirección y el ángulo de soldadura y su influencia en la formación de la soldadura
Además de afectar a la formación de la soldadura, la dirección de soldadura y el ángulo de marcha también influyen en la visión del soldador del baño de soldadura, el tamaño de las salpicaduras y la eficacia del gas de protección.
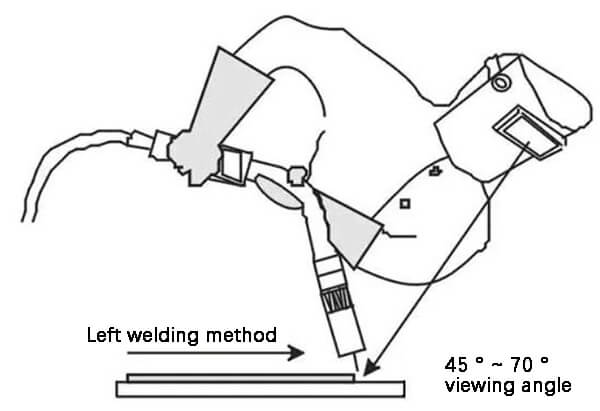
Al soldar con la mano izquierda, el soldador debe observar el arco y el baño de soldadura desde un lado del arco de soldadura en un ángulo de 45° a 70°, lo que facilita el control de la fusión del extremo del hilo de soldadura y los cambios en el baño de soldadura.
Sin embargo, al soldar en la dirección correcta, la presencia de la pistola de soldar obstruye la línea de visión del soldador, lo que dificulta la realización de la soldadura.
La figura 4 muestra un diagrama esquemático del ángulo de visión óptimo para el soldador durante la soldadura izquierda (para un soldadura plana posición).
Fig. 4 Perspectiva del operario de soldadura izquierda (posición de soldadura plana)
Cuando el ángulo de bajada es grande, es más fácil que entre aire en la soldadura, lo que provoca la formación de poros. Para evitarlo, el ángulo de marcha descendente suele fijarse entre 10° y 15°.
Además, la dirección de la soldadura también afecta al tamaño de las salpicaduras producidas durante el proceso. La soldadura a la izquierda suele producir salpicaduras más grandes, mientras que la soldadura a la derecha produce salpicaduras más pequeñas.
2. Aplicación de la dirección y el ángulo de soldadura
Dado el importante impacto de la dirección y el ángulo de soldadura en factores como la formación de la soldadura, el tamaño de las salpicaduras y la protección con gas, en la producción real de soldadura se utilizan diferentes direcciones de soldadura en función de los requisitos técnicos y los factores situacionales.
A modo de referencia, se incluye una tabla con las aplicaciones prácticas típicas de las distintas direcciones de soldadura.
Tabla - Aplicación práctica de la dirección de soldadura
Aplicación
Método de soldadura correcto
Método de soldadura izquierda
Soldadura plana
hoja
No es adecuado, porque la penetración grande es fácil de quemar
Adecuado, porque la profundidad de cocción es escasa y la soldadura es plana.
placa
Adecuado, porque puede garantizar una buena fusión
No es adecuado, debido a la poca profundidad de penetración, no se puede garantizar la penetración.
Soldadura transversal
Soldadura de una sola pasada
No es adecuado porque las soldaduras estrechas y profundas tienden a formar soldaduras convexas
Adecuado, porque es fácil obtener soldaduras anchas y planas.
Soldadura multipaso
Adecuado para soldadura de respaldo y soldadura de relleno
Apto para soldadura de cubiertas
Soldadura vertical ascendente
arbitrariamente
inadecuado
ajuste
Soldadura vertical descendente
arbitrariamente
ajuste
inadecuado
3. Conclusión
3.1 El método de soldadura por la izquierda se caracteriza por una penetración poco profunda y una amplia cordón de soldadurapor lo que es muy adecuado para soldar chapas finas. Por otra parte, el método de soldadura derecha es conocida por su penetración profunda y estrecha. cordón de soldadurapor lo que es ideal para soldar chapas medianas y pesadas.
3.2 Un ángulo de marcha pequeño da lugar a una gran profundidad de fusión y a una protección eficaz del baño de fusión. Por el contrario, un ángulo de avance grande provoca una penetración poco profunda y una protección deficiente del baño de fusión. Para obtener resultados óptimos, se recomienda un ángulo de avance de 10° a 15° para garantizar una buena protección del baño de fusión.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
Conseguir una soldadura impecable requiere algo más que destreza; depende de dominar la interacción entre el voltaje y la corriente. Estos dos parámetros son el alma de la soldadura, ya que...
¿Se ha preguntado alguna vez por qué a veces fallan las estructuras soldadas a pesar de su aspecto robusto? Este artículo se sumerge en los desafíos ocultos de la soldadura, explorando cómo el calentamiento y el enfriamiento desiguales pueden conducir...
La deformación de la soldadura en acero inoxidable puede provocar problemas importantes en la fabricación de metales. El artículo explora diversos métodos para controlar y corregir estas deformaciones, como el uso de placas de cobre, agua...
La soldadura del cobre y sus aleaciones es un reto único debido a su alta conductividad térmica y su tendencia a agrietarse. Este artículo aborda diversas técnicas de soldadura, materiales y métodos de preparación esenciales...
¿Por qué algunas soldaduras tienen éxito y otras fracasan? El secreto está en comprender el proceso térmico de la soldadura. Este artículo se sumerge en los aspectos críticos de cómo el calor afecta al metal durante...
¿Y si pudiéramos soldar metales sin calor, simplemente aplicando presión? La soldadura por presión en frío consigue una unión sólida presionando metales a temperatura...
¿Alguna vez se ha preguntado cómo se sueldan dos de los metales más difíciles, el cobre y el acero inoxidable? En este artículo se explican las complejidades de la soldadura de estos metales...
¿Se ha preguntado alguna vez cómo se unen impecablemente chapas finas en maquinaria compleja? Este artículo explora el fascinante mundo de las técnicas de soldadura, desde la soldadura manual por arco...
Imagínese que está en un taller, rodeado del chisporroteo de los sopletes de soldadura. ¿Se ha preguntado alguna vez en qué se diferencia un método de soldadura de otro? Este artículo le...