6 factores que influyen en el radio de curvatura de las chapas metálicas
¿Alguna vez se ha preguntado por qué algunos metales se doblan perfectamente mientras que otros se agrietan o alabean? Este artículo se adentra en el fascinante mundo del plegado de chapa metálica y explora los factores cruciales que determinan el radio de plegado óptimo. Aprenderá cómo el grosor del material, la fuerza de doblado y la selección de la matriz influyen en el doblado final, garantizando que sus proyectos metálicos sean impecables.
La posición correspondiente de la dirección de flexión y la dirección de la fibra
Vertical
En paralelo
Vertical
En paralelo
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
45, 50
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Aluminio
0.1t
0.35t
0.5t
1.0t
Latón
0.1t
0.35t
1.0t
2.0t
Latón blando
0.1t
0.35t
0.35t
0.8t
Latón semirrígido
0.1t
0.35t
0.5t
1.2t
Bronce fosforoso
/
/
1.0t
3.0t
Los datos de la tabla anterior son los preferidos, sólo como referencia. De hecho, las esquinas redondeadas de prensa plegadora suelen ser de 0,3, y un pequeño número de las esquinas redondeadas del punzón de la plegadora es de 0,5.
Para la placa de acero con poco carbono ordinaria, la placa de aluminio antioxidante, el cobre amarillo, el cobre púrpura etc, el radio interno 0.2 no es ningún problema, pero para algunos acero con alto contenido en carbonoaluminio duro, aluminio superduro, el uso de un radio de 0,2 provocará la fractura por flexión o la fisura del radio exterior.
Factores que pueden afectar al radio de curvatura
¿Cuáles son los factores que pueden afectar al radio de curvatura del chapa metálica?
Hay varios factores que pueden influir en el radio de curvatura de la chapa, como el grosor del metal, el material del que está hecho, el radio del punzón superior, la matriz inferior, la fuerza de flexión y la temperatura de trabajo.
Espero que este artículo, basado en mi experiencia personal, sea útil a los lectores.
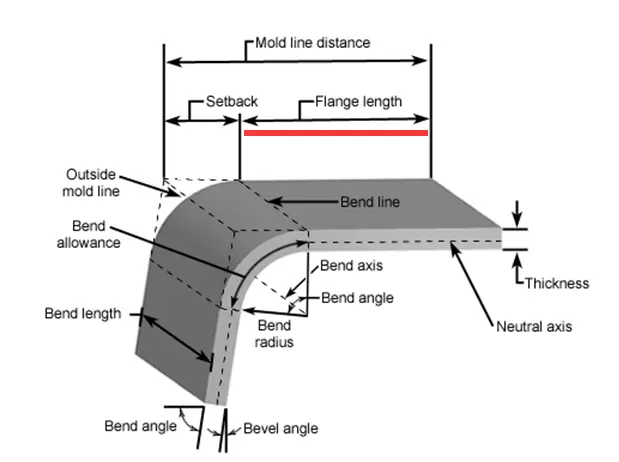
Ángulo de flexión
El ángulo de flexión de la chapa es el factor clave que afecta a la margen de flexión.
Por ejemplo, si se dobla la chapa con radio grandeSi el ángulo de curvatura es agudo, se deducirá una franquicia mayor; si el ángulo de curvatura es agudo, se deducirá una franquicia menor margen de flexión se deducirá.
Espesor de chapa
En aplicaciones prácticas, se ha observado que el radio de curvatura aumenta a medida que aumenta el espesor del material.
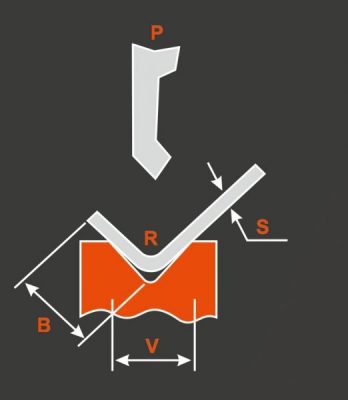
Somos conscientes de que una placa más gruesa requiere más fuerza de flexión y una mayor abertura en V en el troquel inferior.
¿Qué afecta entonces al ángulo de curvatura r?
Material de chapa metálica
El margen de flexión de chapas del mismo grosor puede variar ligeramente, lo que demuestra que propiedades del material intervienen en la determinación del radio de curvatura.
La resistencia del material a la flexión puede influir directamente en el radio de flexión.
Aunque el material influye en el radio de curvatura, tiene un efecto limitado en nuestro uso real.
Podemos crear una tabla de sobremedida de plegado personalizada para diferentes materiales.
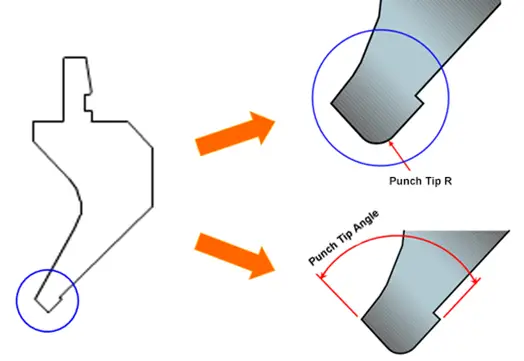
Radio de la punta del punzón
El radio estándar del molde de doblado no debe ser superior a r1, y el radio mínimo del punzón no debe ser inferior a 1.
Si no existen requisitos específicos para el radio de curvado, éste tendrá un impacto limitado en el proceso de curvado.
Sin embargo, para el plegado de chapas metálicas que requieren un radio de curvatura específico que es menor que 1 o significativamente mayor que 1, no está determinado únicamente por el radio del punzón superior.
Por lo tanto, el radio del punzón superior afecta directamente al radio de curvatura final.
Es importante tener en cuenta que cuando el radio de la punta del punzón es mayor que el radio generado por la matriz en V utilizada en el plegado, afectará al radio interno del perfil.
Por ejemplo:
Acero dulce de 1 mm para doblar
Troquel elegido V = 8 mm, que, como se muestra a continuación, produce un radio de curvatura interno de 1 mm.
El radio de curvatura interno será:
r= 1 mm, cuando el radio de la punta del punzón es inferior a Imm
o r = radio de la punta del punzón cuando el radio de la punta del punzón es superior a 1 mm.
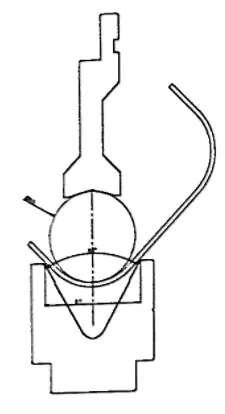
Un ejemplo típico de este principio lo representan los portaherramientas de radio que pueden utilizarse para obtener dobleces de gran radio en matrices pequeñas. En este caso, el radio interno requerido se produce mediante la forma de la punta del punzón.
Si, por el contrario, desea recuperar el radio de curvatura interno producido por el troquel, la punta de punzón ideal rdius puede calcularse con la siguiente ecuación:
Radio ideal de la punta del punzón = (R producido por la matriz) x (2/3)
Utilizando esta relación, la superficie del punzón es proporcional a la fuerza necesaria para doblar la chapa, evitando que la punta del punzón penetre en la chapa. Esto evita problemas estéticos o grietas en el material en el interior del pliegue.
Además, con un radio de punta demasiado pequeño y con ángulos agudos es posible que la chapa quede casi cortada y que el perfil se cierre sobre el punzón produciendo así un ángulo diferente al previsto.
No siempre es fácil cumplir la ecuación mencionada debido a la falta de radios de punta de flexión diferentes en muchos talleres.
Sin embargo, operarios de prensas plegadoras debe utilizar el radio de punta más cercano al ideal. Especialmente en el caso de chapas gruesas, que requieren mucha fuerza para doblarse, los operarios deben utilizar radios de punta de punzón adecuados para evitar deformaciones de la chapa, problemas dimensionales o problemas de aspecto o agrietamiento.
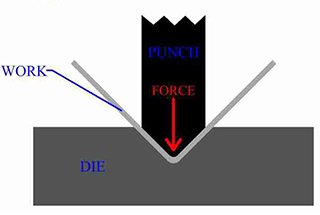
Fuerza de flexión
Cuanto más gruesa es la chapa, más resistencia tiene a la deformación por flexión.
Por lo tanto, la fuerza de flexión debe ajustarse en consecuencia.
La fuerza de flexión no puede aumentar constantemente y debe ajustarse a un nivel adecuado.
La fuerza de flexión es directamente proporcional al espesor de la chapa e inversamente proporcional a la anchura de la ranura inferior de la matriz.
Durante el plegado, el grosor de la chapa es fijo y la anchura de la ranura inferior de la matriz se selecciona en función del grosor de la chapa.
Como resultado, la fuerza de flexión se convierte en una constante, determinada por otros factores.
El radio de flexión no puede determinarse con precisión sin tener en cuenta la fuerza de flexión.
Troquel inferior
La anchura de la ranura inferior de la matriz tiene una correlación directa con el grosor de la chapa.
En aplicaciones reales, el radio de curvatura aumenta a medida que aumenta el grosor del metal.
Para un mismo espesor de chapa, el radio de curvatura también puede variar en función de la anchura de la abertura en V.
Por lo tanto, está claro que la anchura de la ranura inferior de la matriz desempeña un papel crucial en la determinación del radio de curvatura.
Temperatura de funcionamiento
Generalmente, la temperatura del entorno de trabajo es la temperatura ambiente, que puede ignorarse.
Conclusión
La fuerza de plegado contribuye a modificar el radio de plegado, pero viene determinada por el grosor de la chapa y la anchura de la ranura inferior de la matriz.
Todos los factores intervienen en la determinación del radio de curvatura, y sólo pueden limitarse en función de los requisitos específicos.
Por ejemplo, si no existen requisitos específicos para el radio de curvatura, resulta adecuado limitar todos los factores y utilizar una tabla de factores de curvatura normalizada.
Si se desea un radio de curvatura mucho mayor que 1, se puede modificar el radio de la matriz superior y utilizar un factor de curvatura personalizado.
Sin embargo, no es aconsejable modificar la anchura de la ranura inferior de la matriz, ya que repercutirá tanto en el radio de curvatura como en la tolerancia de curvatura.
La modificación de la anchura de la ranura inferior de la matriz puede utilizarse para cambiar la tolerancia y el radio de curvatura.
Como fundador de MachineMFG, he dedicado más de una década de mi carrera a la industria metalúrgica. Mi amplia experiencia me ha permitido convertirme en un experto en los campos de la fabricación de chapa metálica, mecanizado, ingeniería mecánica y máquinas herramienta para metales. Estoy constantemente pensando, leyendo y escribiendo sobre estos temas, esforzándome constantemente por mantenerme a la vanguardia de mi campo. Deje que mis conocimientos y experiencia sean un activo para su empresa.
¿Se ha preguntado alguna vez por qué a veces el acero se agrieta durante el plegado? En este artículo exploramos el fascinante mundo de la tecnología del plegado del acero y descubrimos las razones de defectos tan comunes como...
¿Alguna vez se ha preguntado cómo se dobla la chapa metálica para darle formas complejas? En este artículo se analizan seis tipos de procesos de plegado en prensas plegadoras: plegado, raspado, plegado por aire, rebajado, acuñado y plegado en tres puntos. Se...
¿Alguna vez se ha preguntado cómo consigue una prensa plegadora plegados tan precisos? Este artículo explora el fascinante mundo de los ejes de las prensas plegadoras y desvela los secretos que se esconden tras sus papeles y funciones. Aprenda cómo...
¿Alguna vez ha tenido problemas para conseguir curvados perfectos en chapa metálica? Este artículo se sumerge en consejos y trucos esenciales para dominar el plegado de chapa metálica, abarcando desde la secuenciación del proceso hasta el análisis de la plegabilidad....
Imagine convertir materias primas en componentes industriales precisos en un solo paso. Esta es la maravilla de la fabricación de troqueles de plegado. Desde la extrusión mecánica hasta el moldeo por inyección, los métodos...
Imagine comprar una plegadora y darse cuenta de que no satisface sus necesidades: ¡un error muy caro! Esta guía explica los principios y factores críticos que hay que tener en cuenta a la hora de comprar una plegadora. Desde...
¿Se ha preguntado alguna vez por qué son tan fascinantes los troqueles de las prensas plegadoras? En esta cautivadora entrada del blog, nos adentraremos en el intrincado mundo de estas herramientas esenciales que dan forma al metal...
¿Alguna vez se ha preguntado cómo se diseñan y fabrican con precisión las piezas de chapa metálica? En esta entrada del blog nos adentraremos en el fascinante mundo de la tolerancia de...
¿Alguna vez se ha preguntado cómo calcular con precisión la fuerza de flexión necesaria para la fabricación de chapas metálicas? En esta interesante entrada del blog, exploraremos los entresijos del cálculo de la fuerza de flexión,...